
一种叶轮罩组件装配方法.pdf

猫巷****永安

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种叶轮罩组件装配方法.pdf
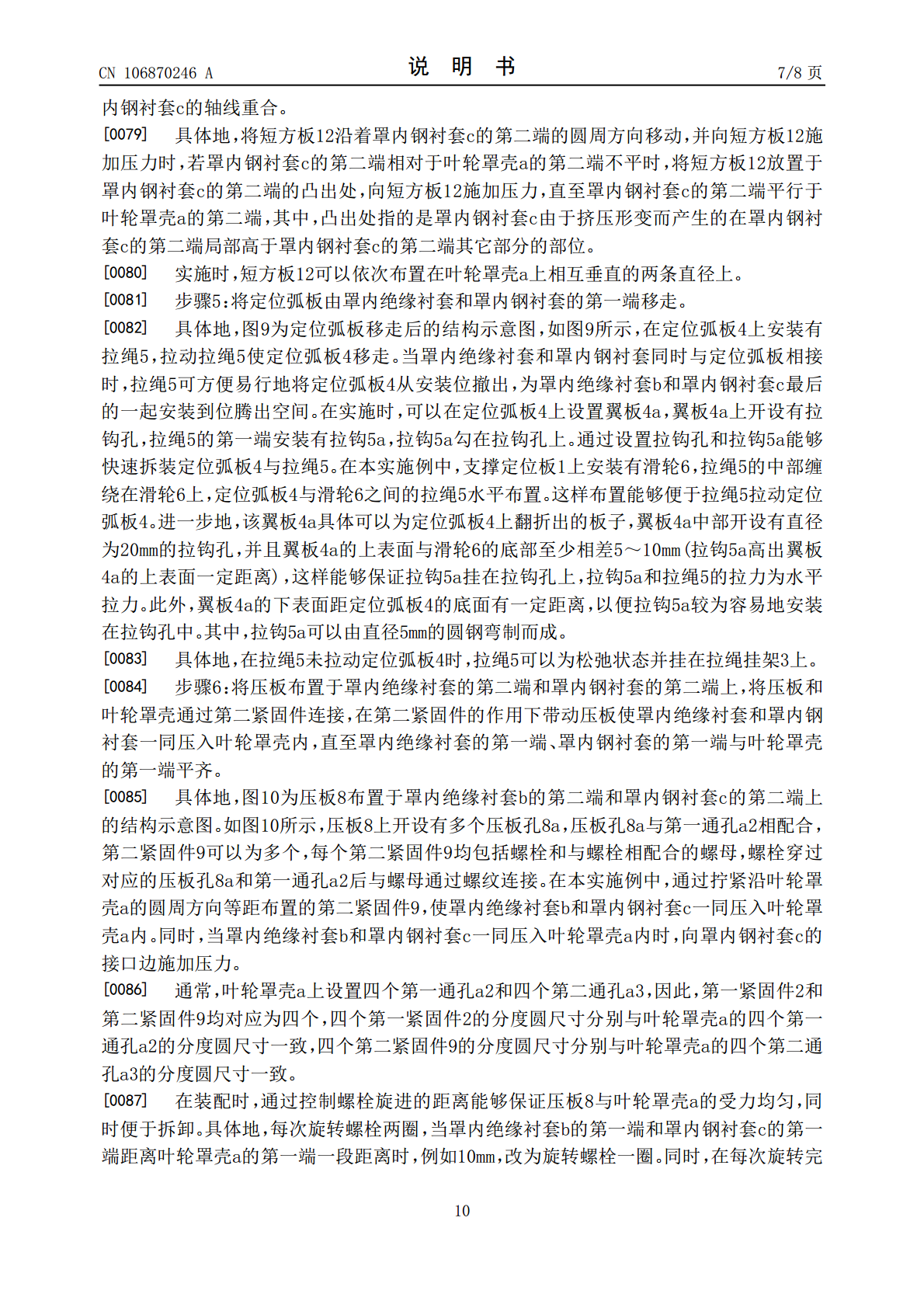
本发明公开了一种叶轮罩组件装配方法,属于喷水推进装置加工方法领域。所述方法包括:将筒状的叶轮罩壳的第一端布置于支撑定位板上;在支撑定位板上布置至少两个定位弧板,并将至少两个定位弧板贴合叶轮罩壳的内壁放置;将罩内绝缘衬套沿叶轮罩壳的内壁压入叶轮罩壳内,直至罩内绝缘衬套的第一端与定位弧板相接;将罩内钢衬套沿罩内绝缘衬套的内壁压入罩内绝缘衬套内,直至罩内钢衬套的第一端与定位弧板相接,将压板布置于罩内绝缘衬套的第二端和罩内钢衬套的第二端上,将压板和叶轮罩壳通过第二紧固件连接。所述方法提高了装配的成功率,仅通过后期
一种叶轮罩组件装配工装.pdf
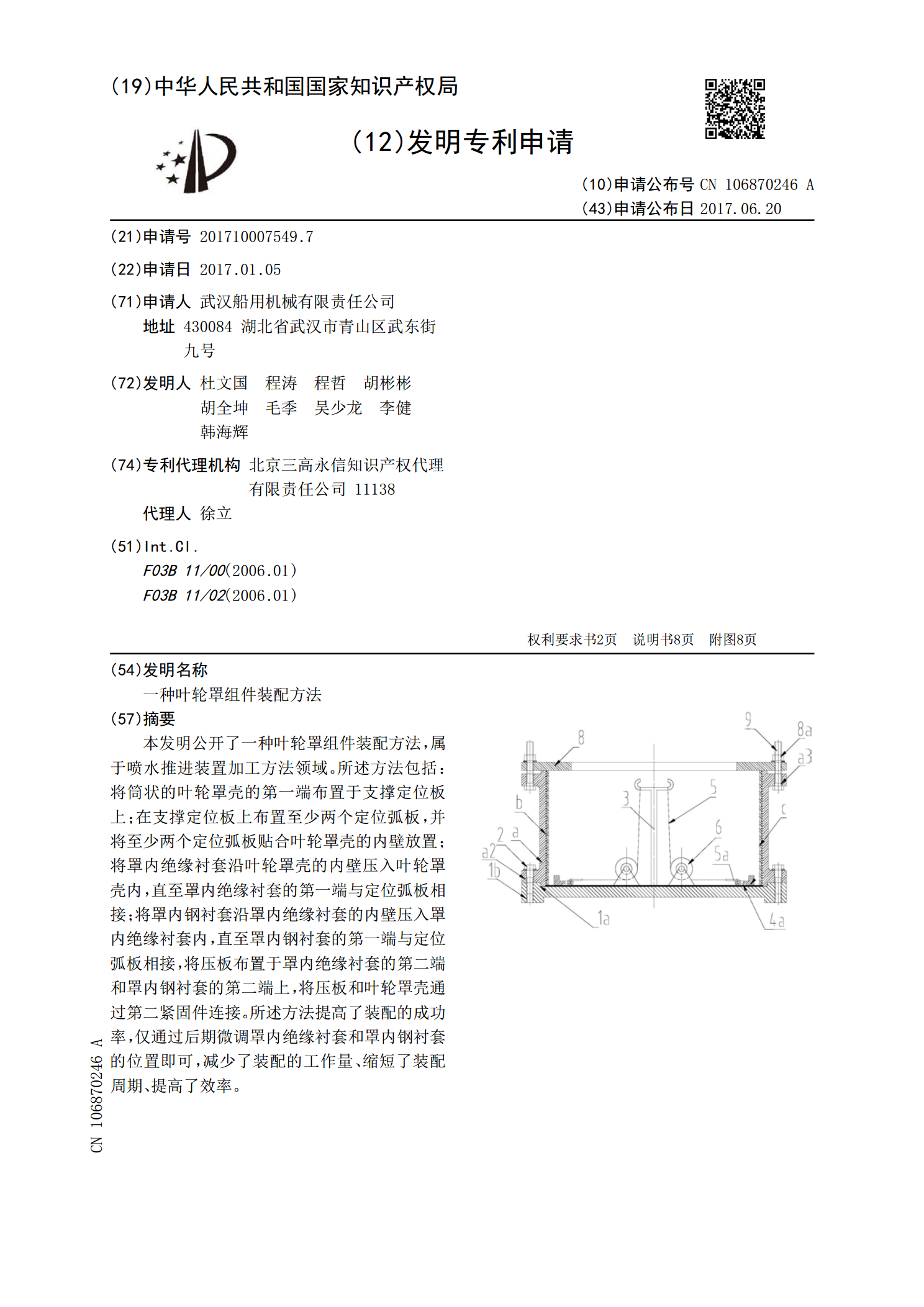
本发明公开了一种叶轮罩组件装配工装,属于喷水推进装置工装领域。所述叶轮罩组件装配工装包括:支撑定位组件、衬套预支撑定位组件和施压组件,所述支撑定位组件包括:承载叶轮罩壳的一端的支撑定位板和第一紧固件,第一紧固件被配置为将叶轮罩壳的一端固定在支撑定位板上;衬套预支撑定位组件包括:拉绳挂架和至少两个衬套预支撑定位单元,施压组件包括:受力板、压板和第二紧固件。所述叶轮罩组件装配工装提高了装配的成功率,仅通过后期微调罩内绝缘衬套和罩内钢衬套的位置即可,减少了装配的工作量、缩短了装配周期。
叶轮罩的装配工装及装配方法.pdf
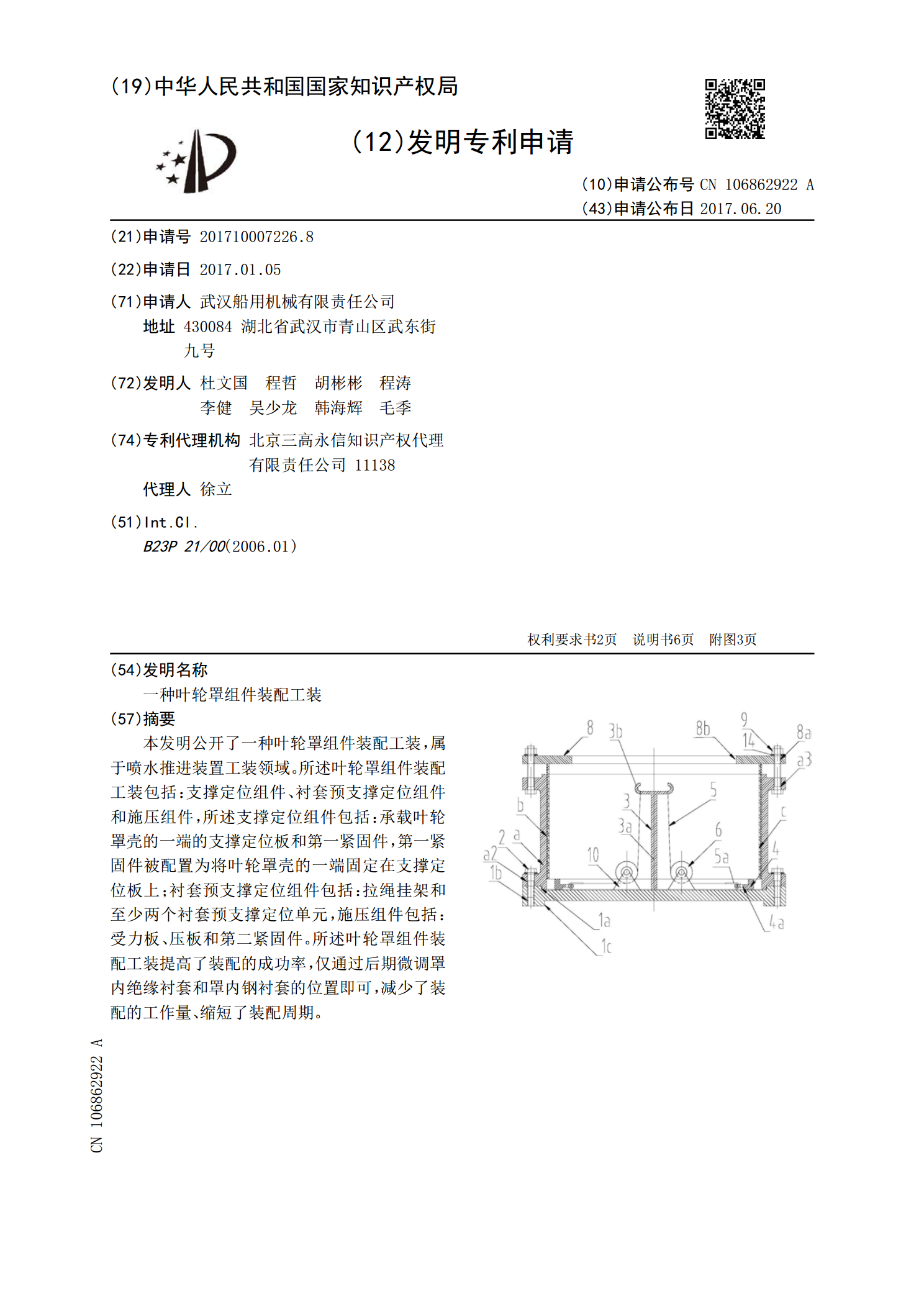
本发明公开了一种叶轮罩的装配工装及装配方法,属于喷水推进装置技术领域。装配工装包括两个筒体支撑组件和两个法兰支撑组件,两个筒体支撑组件均与筒体内壁过盈配合;筒体支撑组件包括支撑环和多个楔形块,支撑环的外壁上开设有多个楔形块安装口,楔形块安装口的底面为斜面,多个楔形块分别设置在多个楔形安装口中;法兰支撑组件包括第一法兰支撑板、第二法兰支撑板和连接杆,第一法兰支撑板上设有用于容纳第一法兰的第一弧形凹槽,第二法兰支撑板上设有用于容纳第二法兰的第二弧形凹槽。本发明提供的叶轮罩的装配工装及装配方法,可以防止叶轮罩的
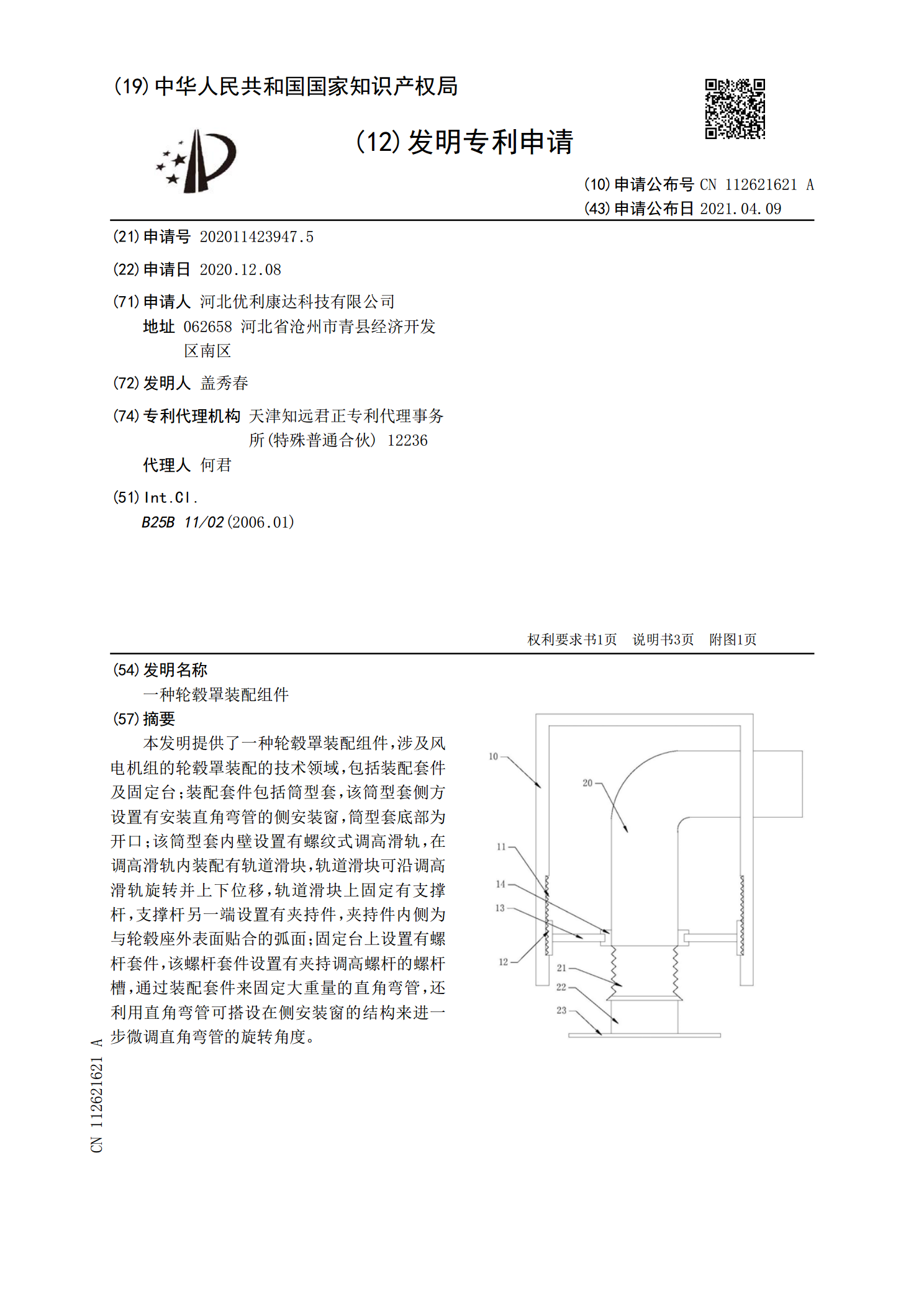
一种轮毂罩装配组件.pdf
本发明提供了一种轮毂罩装配组件,涉及风电机组的轮毂罩装配的技术领域,包括装配套件及固定台;装配套件包括筒型套,该筒型套侧方设置有安装直角弯管的侧安装窗,筒型套底部为开口;该筒型套内壁设置有螺纹式调高滑轨,在调高滑轨内装配有轨道滑块,轨道滑块可沿调高滑轨旋转并上下位移,轨道滑块上固定有支撑杆,支撑杆另一端设置有夹持件,夹持件内侧为与轮毂座外表面贴合的弧面;固定台上设置有螺杆套件,该螺杆套件设置有夹持调高螺杆的螺杆槽,通过装配套件来固定大重量的直角弯管,还利用直角弯管可搭设在侧安装窗的结构来进一步微调直角弯管
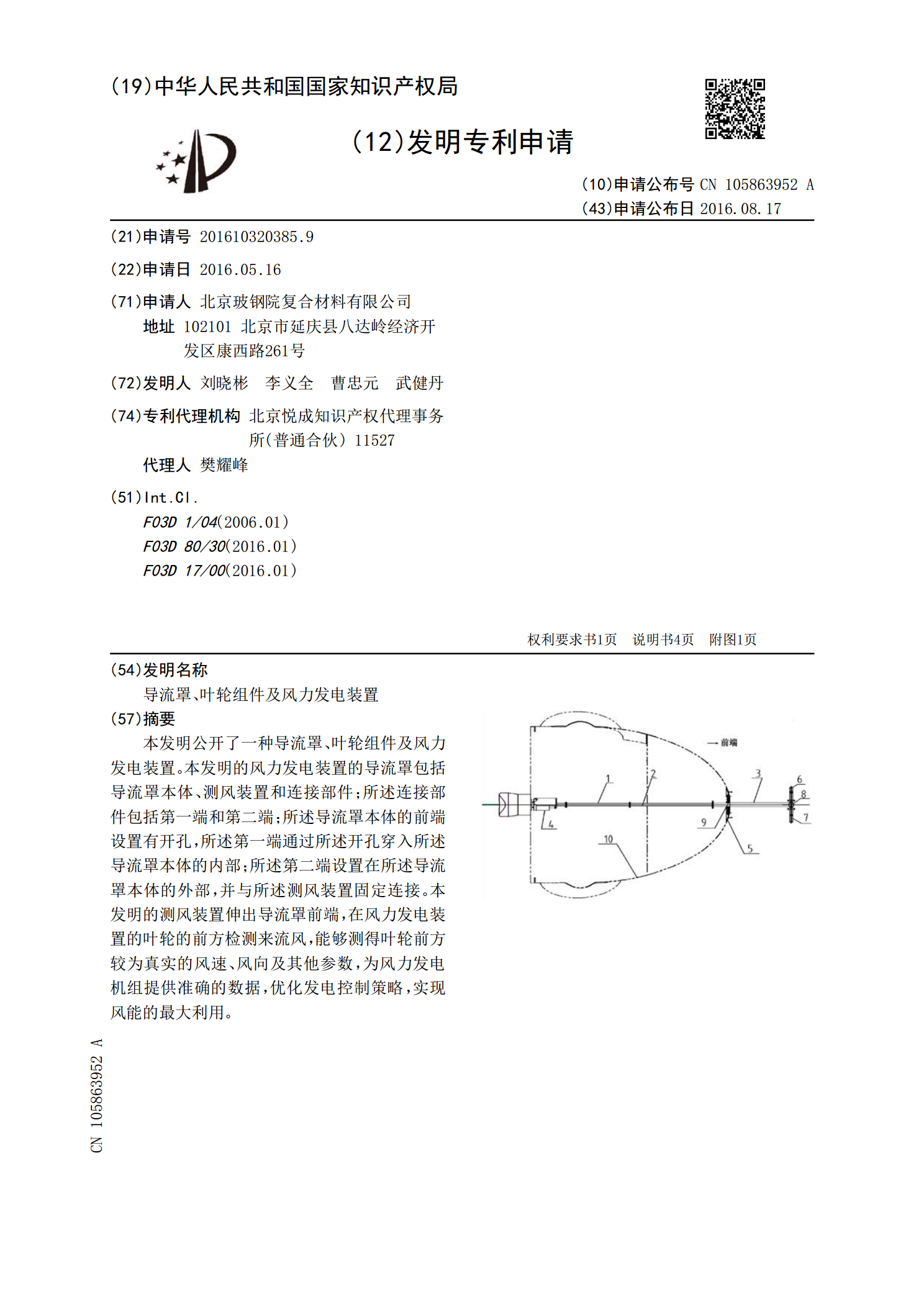
导流罩、叶轮组件及风力发电装置.pdf
本发明公开了一种导流罩、叶轮组件及风力发电装置。本发明的风力发电装置的导流罩包括导流罩本体、测风装置和连接部件;所述连接部件包括第一端和第二端;所述导流罩本体的前端设置有开孔,所述第一端通过所述开孔穿入所述导流罩本体的内部;所述第二端设置在所述导流罩本体的外部,并与所述测风装置固定连接。本发明的测风装置伸出导流罩前端,在风力发电装置的叶轮的前方检测来流风,能够测得叶轮前方较为真实的风速、风向及其他参数,为风力发电机组提供准确的数据,优化发电控制策略,实现风能的最大利用。