
主轴锥孔研磨机及其在线修复方法.pdf

猫巷****提格


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

主轴锥孔研磨机及其在线修复方法.pdf
本发明公开了一种主轴锥孔研磨机,下滑座固定在机床工作台面上,下滑座向上通过两组滚动直线导轨副与上滑座滚动连接,上滑座与下滑座之间另外设置有丝杠传动机构;上滑座上表面安装有主轴外壳,主轴外壳上部通孔两端轴承一中共同套装有主轴,主轴前端的莫氏2号锥柄安装有砂轮,主轴后端伸出通孔套装有主轴带轮,电机的电机带轮与主轴带轮传动连接;下滑座后端轴承二中套装有丝杠,丝杠尾端固定安装有手轮;上滑座后端下表面连接有上滑座丝母,丝杠圆周表面的外螺纹与上滑座丝母的内螺纹配合套接。本发明还公开了一种对主轴锥孔的在线修复方法。本发

CNC主轴锥孔研磨机.doc
主轴锥孔研磨机资料修正锥孔:BT30.40.50系列,SK系列,NT系列。设备尺寸:长260MM*宽200MM*高320MM研磨杆行程:110MM主轴转速:最高35000转/分使用电压:220AC转24DC使用气压:3KG-8KG磨头:CBN研磨头重量:13.5kg附件:变压器1组、夹头板手2支、使用说明书、CBN研磨头、固定锁紧螺丝一组、保修:设备保修12月

车床主轴锥孔的修复.pdf
行程开关的故障排除重庆峡江通用设备工业公司吸仍����刘观平�。。我多年操作�����型线切割机床经常发现到接触良好为���机床因长期使用容易造成行程开关各种各样的失灵现�行程开关固定娜钉松动,象,具体说明如下。即使一只好的行程开关由于多种原因也会使固。�关行程开关维护不当定在床身上行程开关的螺钉产生松动若机床工作,,,工作一个班时,行程开关有�一�次失灵,严重时时挡块压在行程开关上由于开关受到压力久而久,多次失灵。行程开关失灵后,铝丝冲出行程允许的范之容易造成行程开关整体向下移位由此引起发讯失�,,二围

磨削主轴锥孔的方法.docx
磨削主轴锥孔的方法磨削主轴锥孔的方法摘要:主轴锥孔是机械加工中重要的零件之一,其质量直接影响到设备的性能和精度。本论文以磨削主轴锥孔的方法为研究对象,探讨了磨削过程中的关键问题和优化方法,旨在提高主轴锥孔的加工质量和效率。关键词:主轴锥孔,磨削,加工质量,加工效率1.引言主轴锥孔是连接主轴和工作台的重要部件,主要用于传递动力和实现工件的定位和夹持。因此,主轴锥孔的加工质量和精度对设备的稳定性、工作效率和加工精度有着重要影响。2.磨削主轴锥孔的工艺流程2.1磨削前的准备工作磨削主轴锥孔之前,需要进行充分准备
一种使用自磨装置修复主轴锥孔的方法.pdf
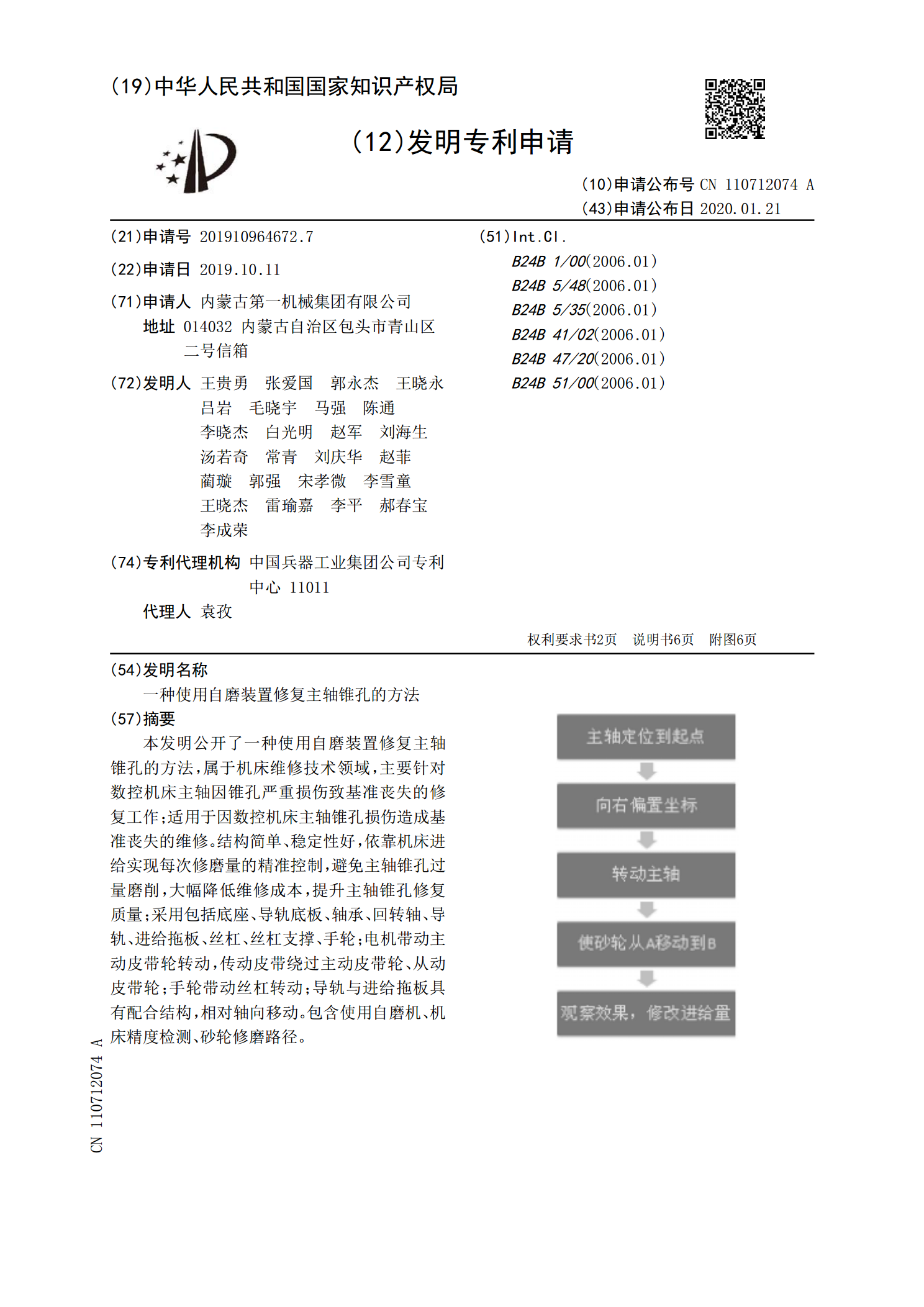
本发明公开了一种使用自磨装置修复主轴锥孔的方法,属于机床维修技术领域,主要针对数控机床主轴因锥孔严重损伤致基准丧失的修复工作;适用于因数控机床主轴锥孔损伤造成基准丧失的维修。结构简单、稳定性好,依靠机床进给实现每次修磨量的精准控制,避免主轴锥孔过量磨削,大幅降低维修成本,提升主轴锥孔修复质量;采用包括底座、导轨底板、轴承、回转轴、导轨、进给拖板、丝杠、丝杠支撑、手轮;电机带动主动皮带轮转动,传动皮带绕过主动皮带轮、从动皮带轮;手轮带动丝杠转动;导轨与进给拖板具有配合结构,相对轴向移动。包含使用自磨机、机床