
一种球面磨削加工装置.pdf

睿德****找我


1/9
2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种球面磨削加工装置.pdf
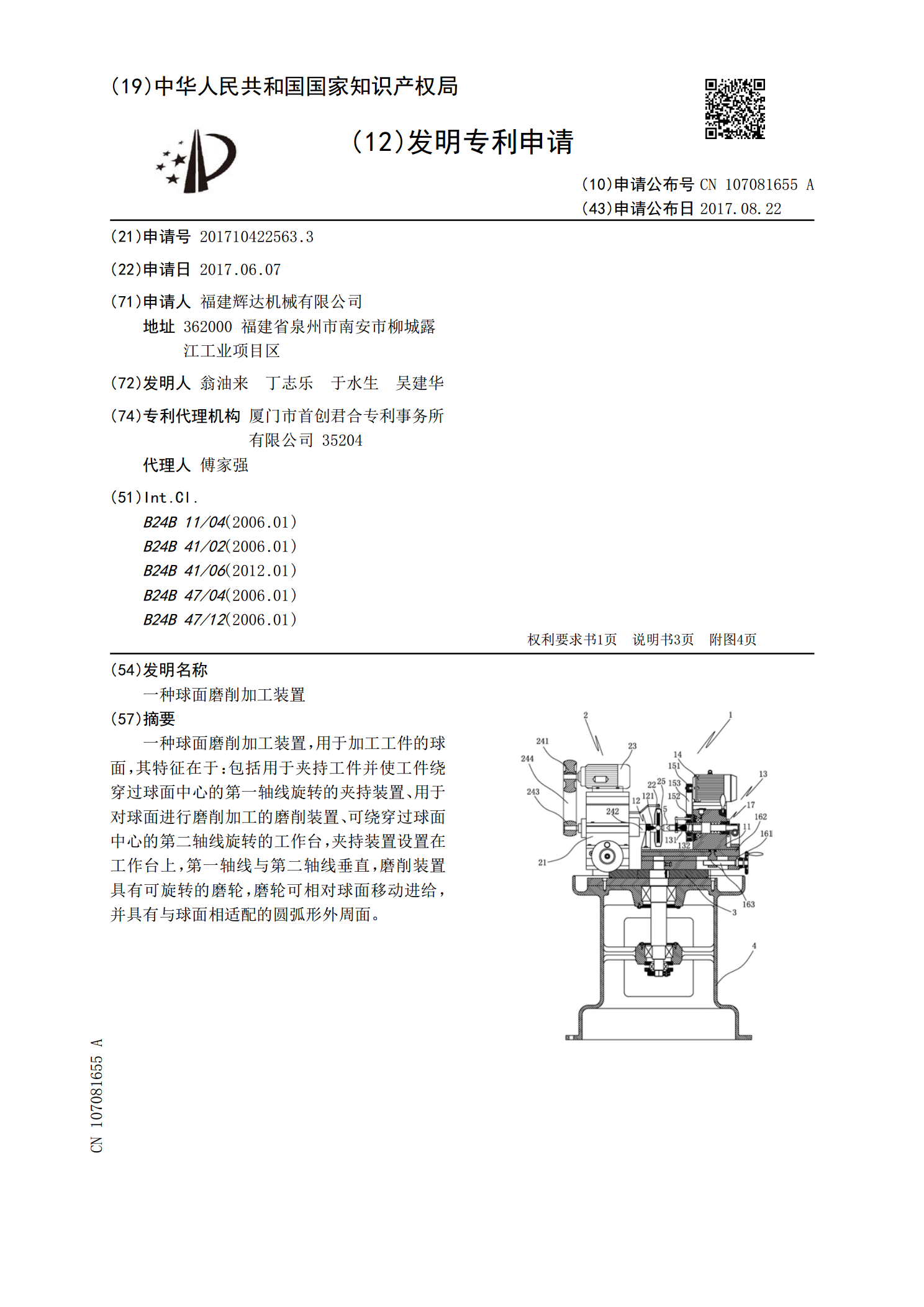
一种球面磨削加工装置,用于加工工件的球面,其特征在于:包括用于夹持工件并使工件绕穿过球面中心的第一轴线旋转的夹持装置、用于对球面进行磨削加工的磨削装置、可绕穿过球面中心的第二轴线旋转的工作台,夹持装置设置在工作台上,第一轴线与第二轴线垂直,磨削装置具有可旋转的磨轮,磨轮可相对球面移动进给,并具有与球面相适配的圆弧形外周面。
一种内球面磨削装置.pdf
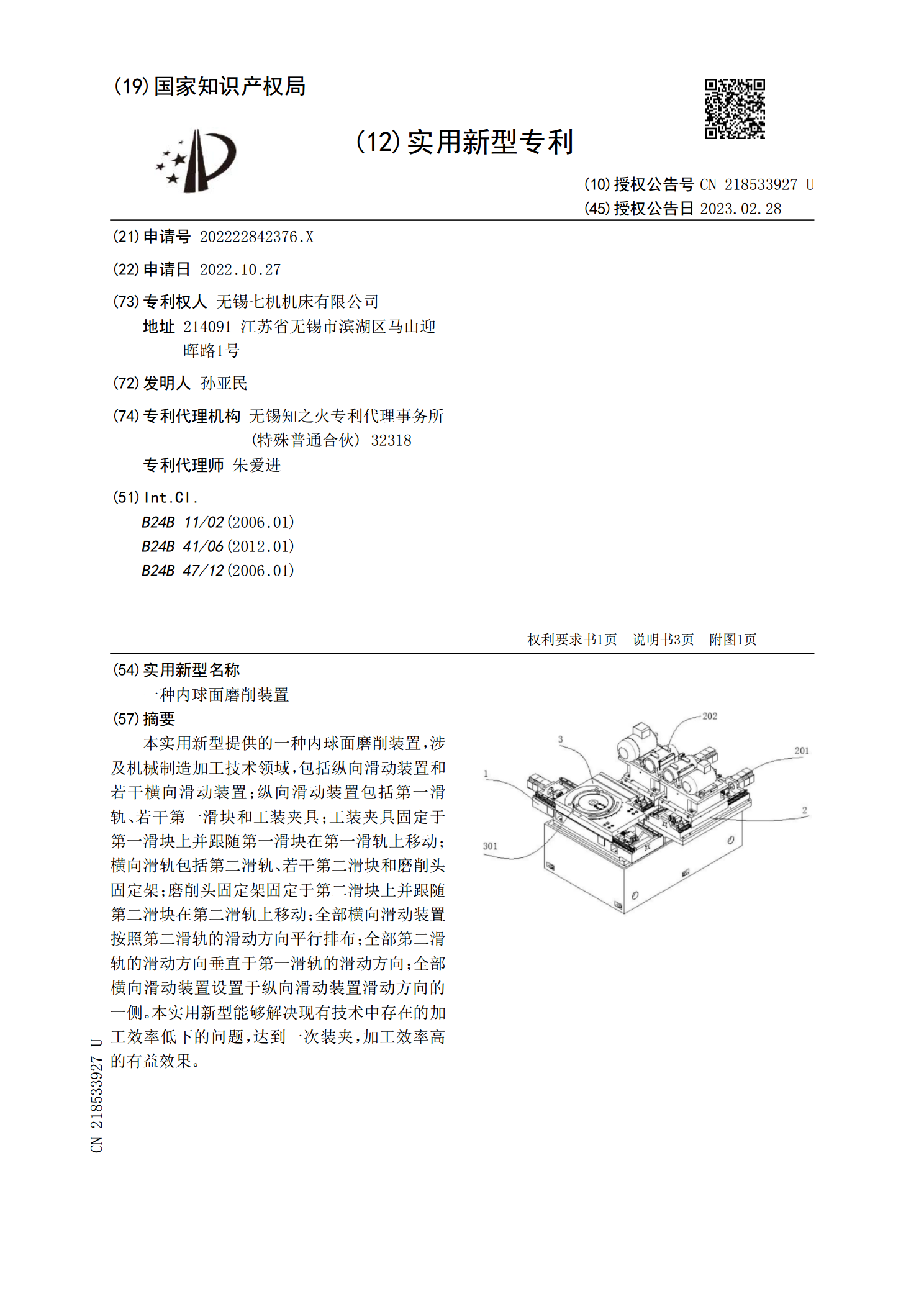
本实用新型提供的一种内球面磨削装置,涉及机械制造加工技术领域,包括纵向滑动装置和若干横向滑动装置;纵向滑动装置包括第一滑轨、若干第一滑块和工装夹具;工装夹具固定于第一滑块上并跟随第一滑块在第一滑轨上移动;横向滑轨包括第二滑轨、若干第二滑块和磨削头固定架;磨削头固定架固定于第二滑块上并跟随第二滑块在第二滑轨上移动;全部横向滑动装置按照第二滑轨的滑动方向平行排布;全部第二滑轨的滑动方向垂直于第一滑轨的滑动方向;全部横向滑动装置设置于纵向滑动装置滑动方向的一侧。本实用新型能够解决现有技术中存在的加工效率低下的问
一种密封环内球面数控精密磨削装置与磨削方法.pdf
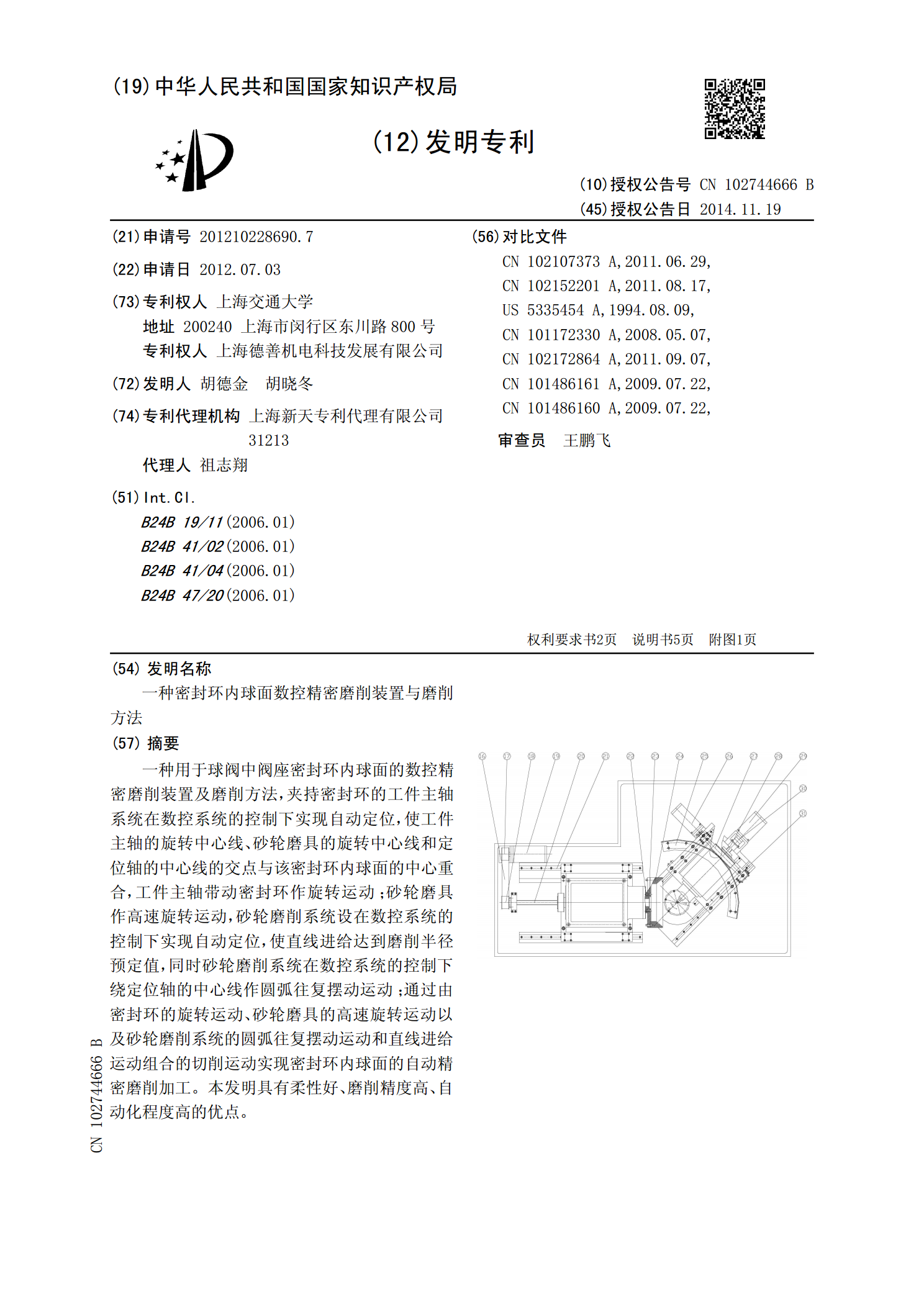
一种用于球阀中阀座密封环内球面的数控精密磨削装置及磨削方法,夹持密封环的工件主轴系统在数控系统的控制下实现自动定位,使工件主轴的旋转中心线、砂轮磨具的旋转中心线和定位轴的中心线的交点与该密封环内球面的中心重合,工件主轴带动密封环作旋转运动;砂轮磨具作高速旋转运动,砂轮磨削系统设在数控系统的控制下实现自动定位,使直线进给达到磨削半径预定值,同时砂轮磨削系统在数控系统的控制下绕定位轴的中心线作圆弧往复摆动运动;通过由密封环的旋转运动、砂轮磨具的高速旋转运动以及砂轮磨削系统的圆弧往复摆动运动和直线进给运动组合的
一种球面镜的新型磨削装置.pdf
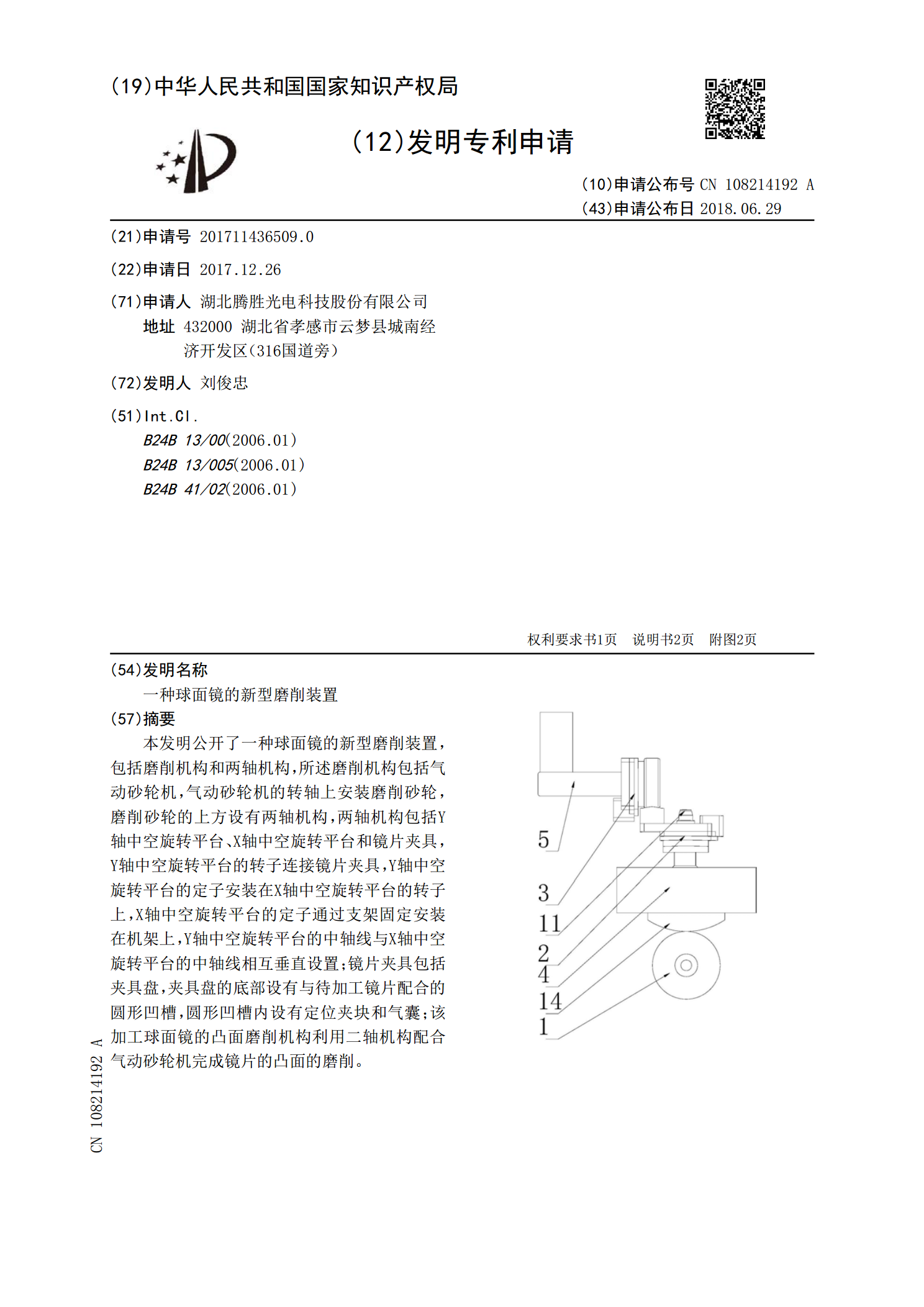
本发明公开了一种球面镜的新型磨削装置,包括磨削机构和两轴机构,所述磨削机构包括气动砂轮机,气动砂轮机的转轴上安装磨削砂轮,磨削砂轮的上方设有两轴机构,两轴机构包括Y轴中空旋转平台、X轴中空旋转平台和镜片夹具,Y轴中空旋转平台的转子连接镜片夹具,Y轴中空旋转平台的定子安装在X轴中空旋转平台的转子上,X轴中空旋转平台的定子通过支架固定安装在机架上,Y轴中空旋转平台的中轴线与X轴中空旋转平台的中轴线相互垂直设置;镜片夹具包括夹具盘,夹具盘的底部设有与待加工镜片配合的圆形凹槽,圆形凹槽内设有定位夹块和气囊;该加工

一种冷挤压凸模球面精密磨削装置.pdf
本发明公开了一种冷挤压凸模球面精密磨削装置,该装置包括设有主轴的机座,机座的主轴通过电机带动旋转,在机座的主轴上安装有用于夹持被加工的球头凸模工件的旋转夹头,在机座上、旋转夹头的下方固定有底座,在底座上设有转台,在转台上设有砂轮架,在砂轮架上设有用于安装和水平移动砂轮的传动丝杆,砂轮固定在传动丝杆的前端,在传动丝杆的尾端设有丝杆手柄。本发明能将硬度HRc≥65的球头凸模工件快速高效地加工出合格精度的球头球面,并且其加工精度高于传统磨削加工设备。本发明不仅具有能有效加工高强度球头凸模工件的优点,而且还具有加