
用于增材制造工件的射线照相和CT检查的方法.pdf

努力****凌芹


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
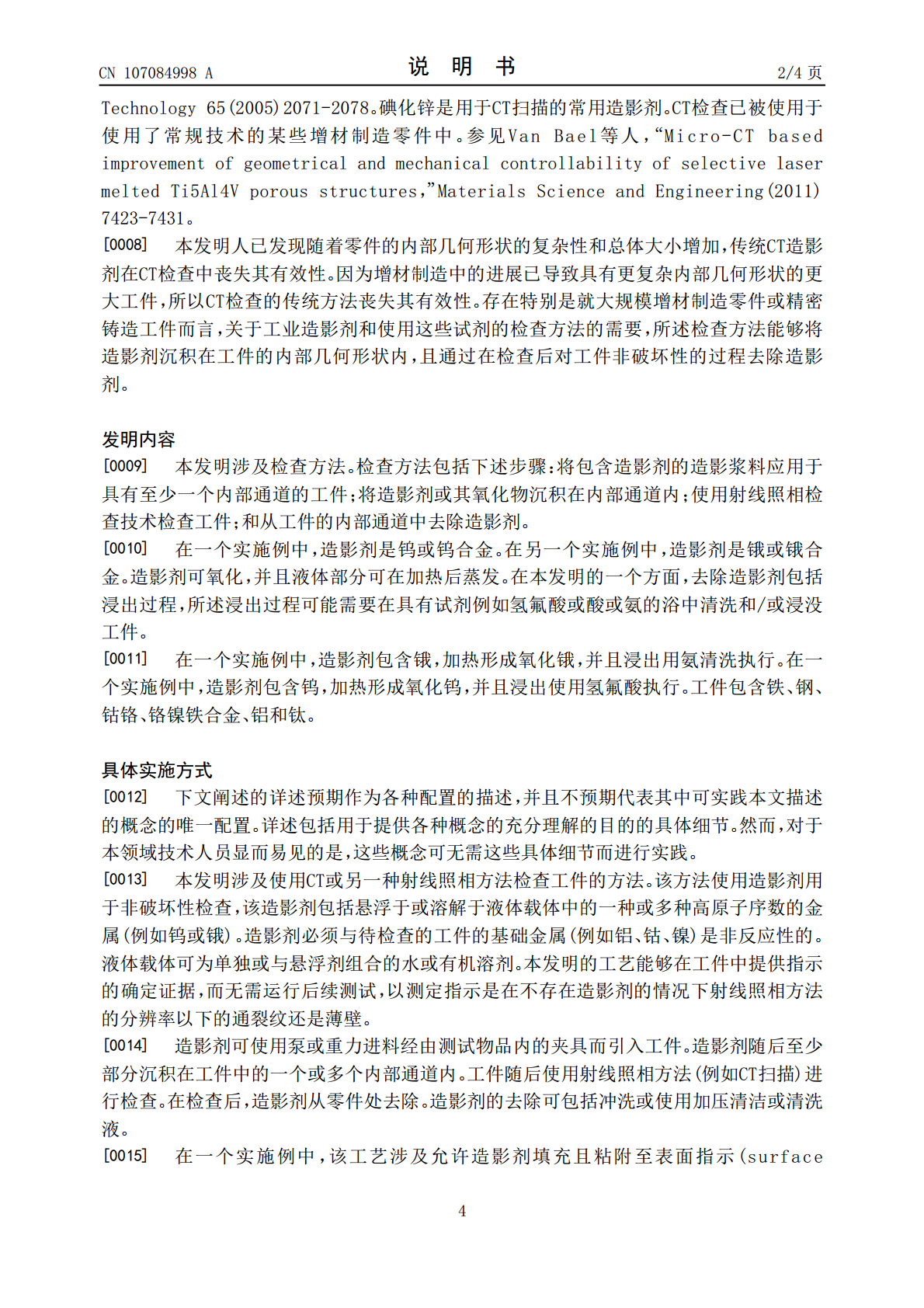
相关资料

用于增材制造工件的射线照相和CT检查的方法.pdf
本公开内容一般涉及用于工件的射线照相和计算机断层扫描(CT)检查的方法,所述工件具有日益复杂的内部几何形状。所公开的方法能够在例如AM工件或精密铸造涡轮机叶片的详细内部几何形状内分布造影剂,随后在检查后完全去除造影剂及其所有残余。
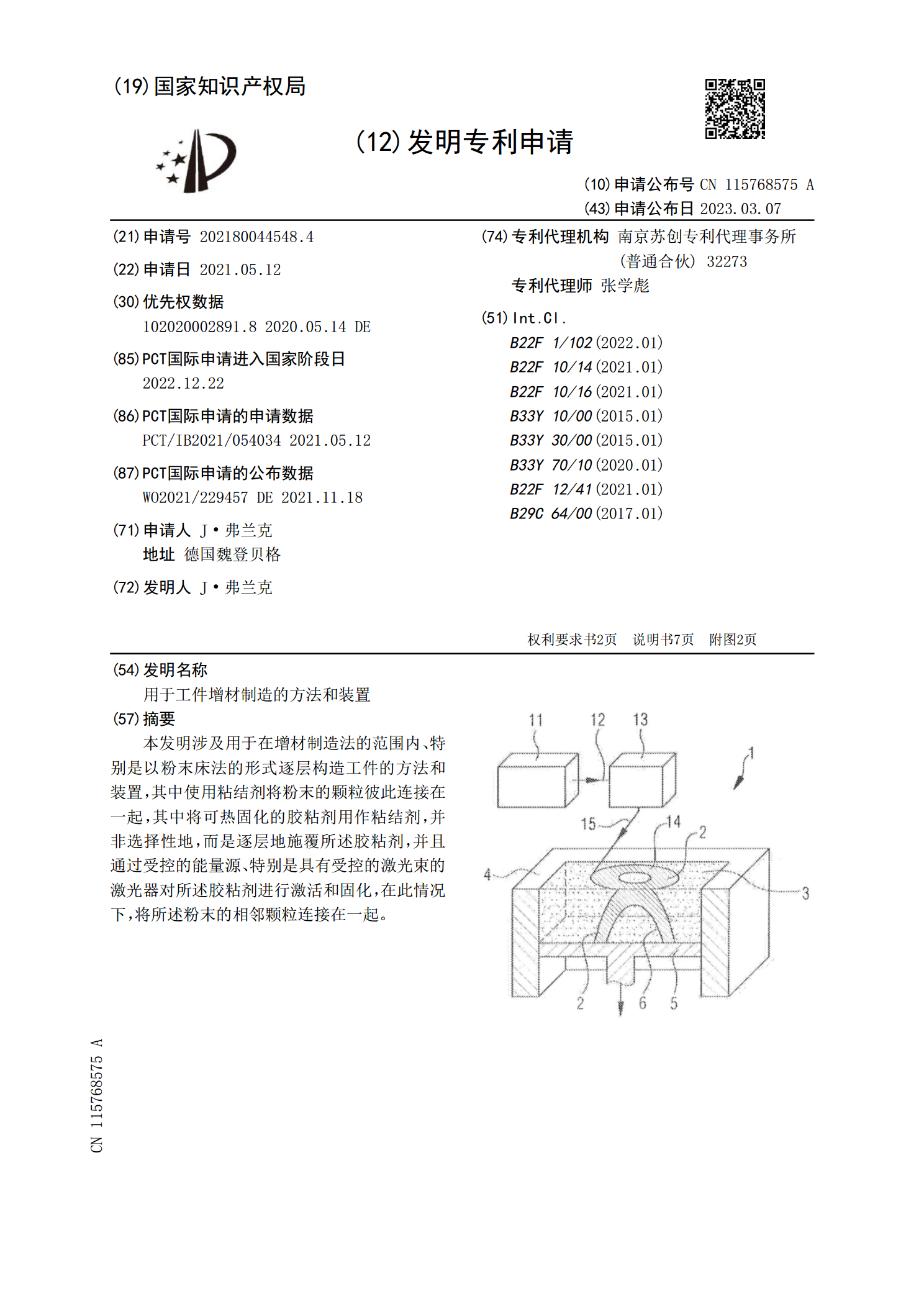
用于工件增材制造的方法和装置.pdf
本发明涉及用于在增材制造法的范围内、特别是以粉末床法的形式逐层构造工件的方法和装置,其中使用粘结剂将粉末的颗粒彼此连接在一起,其中将可热固化的胶粘剂用作粘结剂,并非选择性地,而是逐层地施覆所述胶粘剂,并且通过受控的能量源、特别是具有受控的激光束的激光器对所述胶粘剂进行激活和固化,在此情况下,将所述粉末的相邻颗粒连接在一起。

用于标识增材制造工件的方法和装置.pdf
本发明涉及如下方法和装置,利用所述方法和装置,增材制造工件的客户/买家可以检查被打印的工件的品质是否与制造商所要求的规格一致。在此,制造商尤其可以控制和/或监控多个经授权的工件。此外,尤其可以在损坏情况下证明被制造商授权的工件是否已被使用。
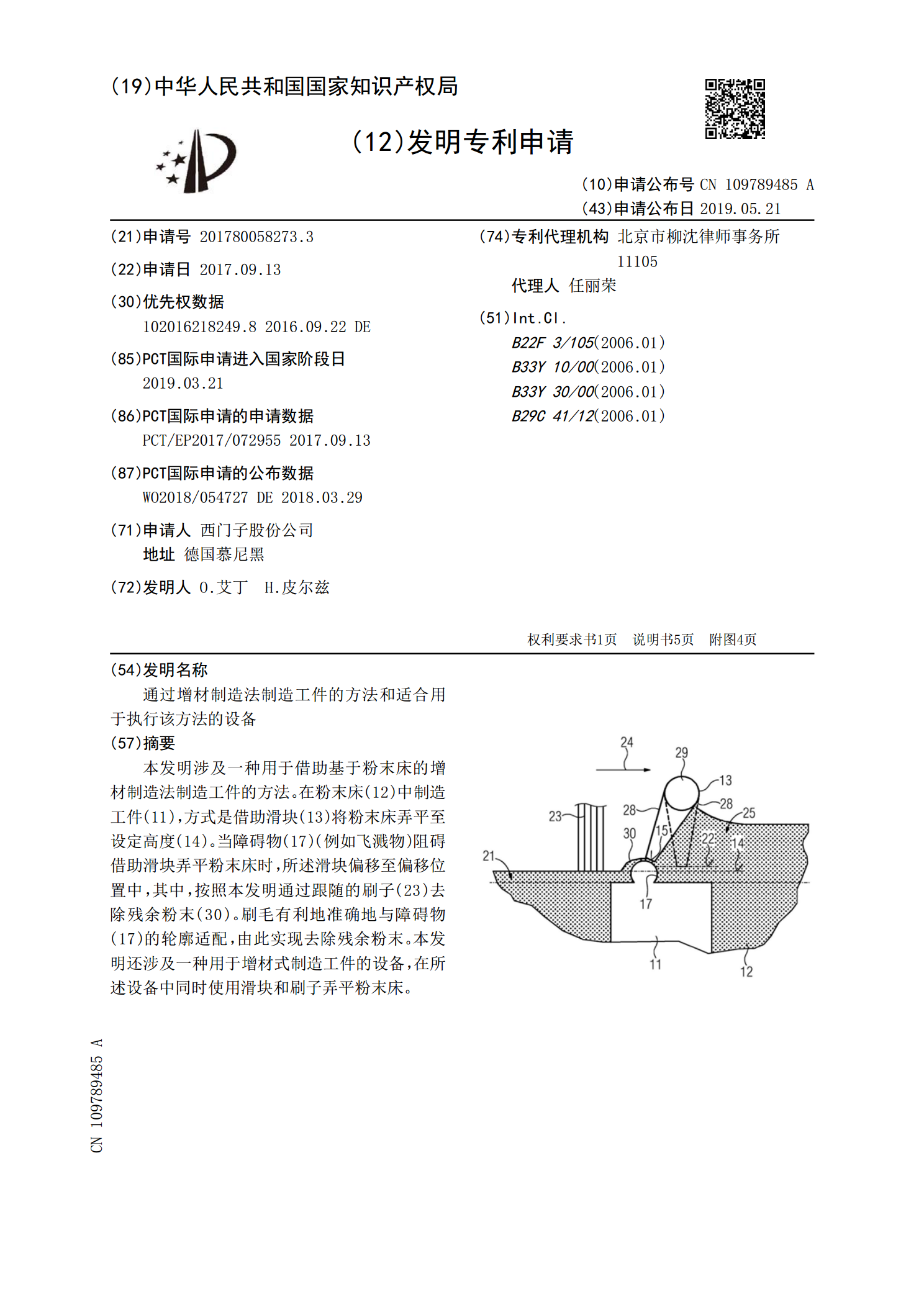
通过增材制造法制造工件的方法和适合用于执行该方法的设备.pdf
本发明涉及一种用于借助基于粉末床的增材制造法制造工件的方法。在粉末床(12)中制造工件(11),方式是借助滑块(13)将粉末床弄平至设定高度(14)。当障碍物(17)(例如飞溅物)阻碍借助滑块弄平粉末床时,所述滑块偏移至偏移位置中,其中,按照本发明通过跟随的刷子(23)去除残余粉末(30)。刷毛有利地准确地与障碍物(17)的轮廓适配,由此实现去除残余粉末。本发明还涉及一种用于增材式制造工件的设备,在所述设备中同时使用滑块和刷子弄平粉末床。

用于增材制造的方法和系统.pdf
本发明涉及一种用于借助于系统增材制造至少一个三维物体(1)的方法,其中,将涂层单元(40)停留在作为停驻区段的区段(A、B、C、D)和/或其子区段(A1、A2、B1、B2、C1、C2、D1、D2)之一中。本发明还涉及一种用于增材制造三维物体的系统和一种计算机可读的存储介质。