
一种线材自动收卷设备.pdf

爱欢****23

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种线材自动收卷设备.pdf
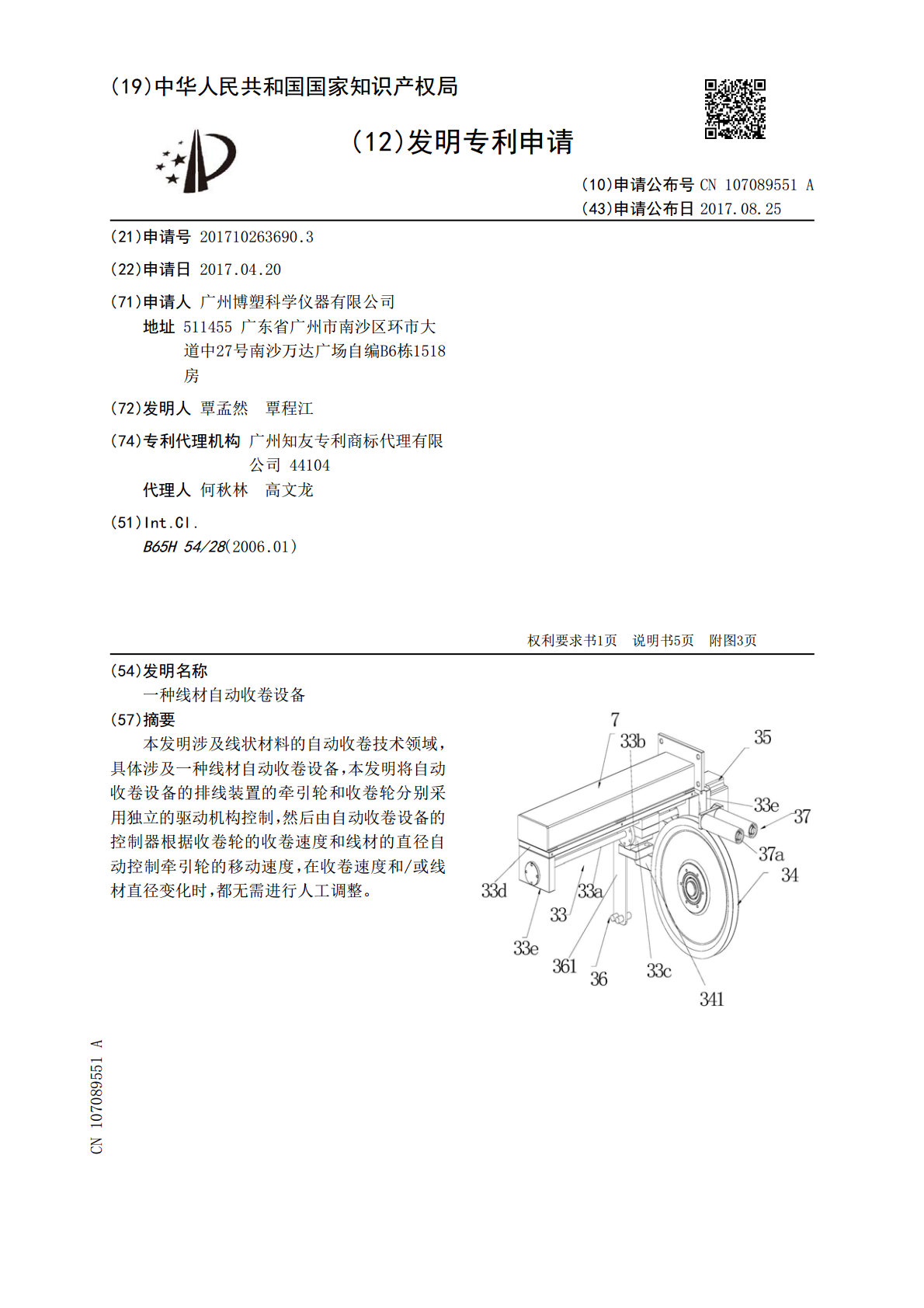
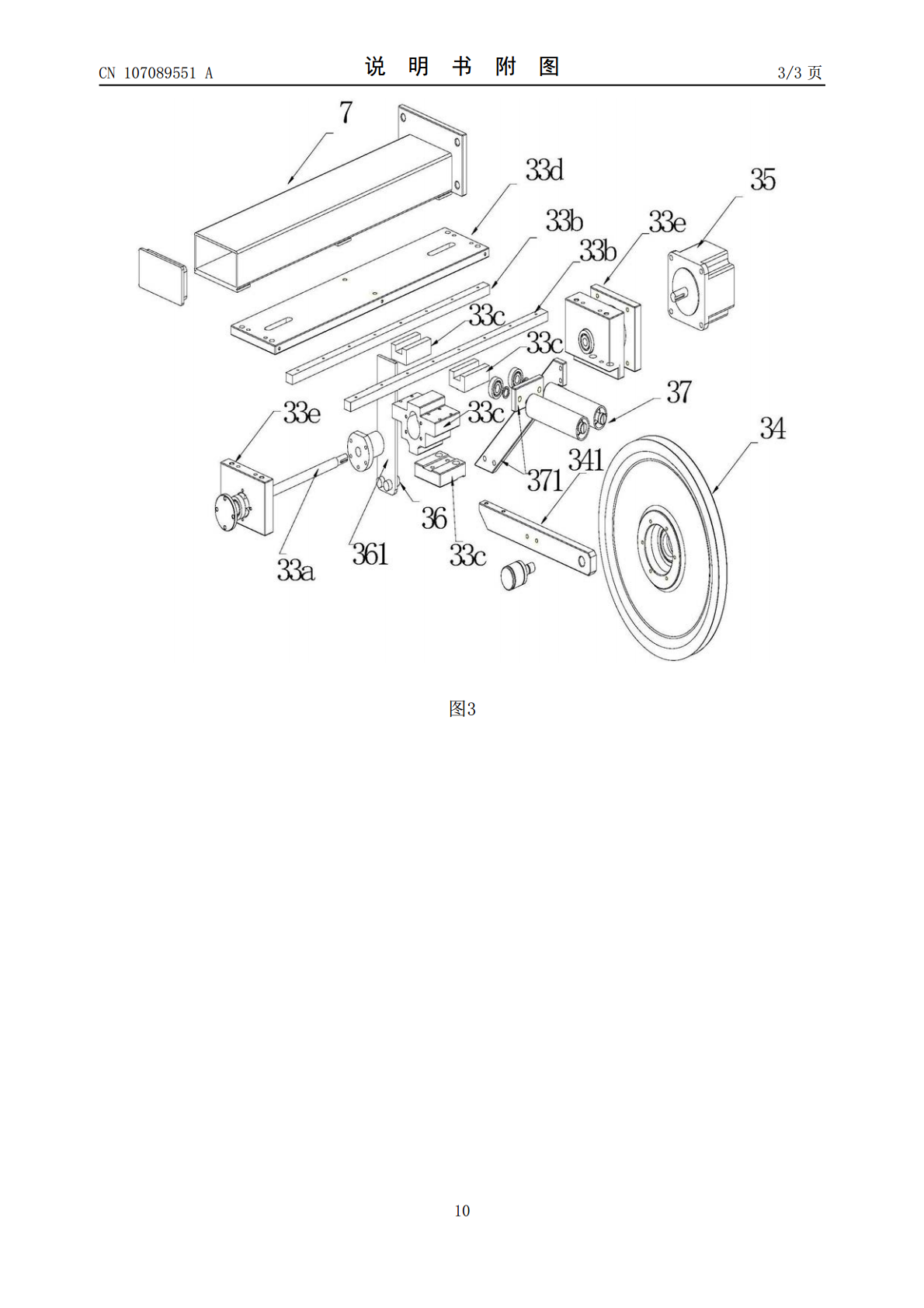
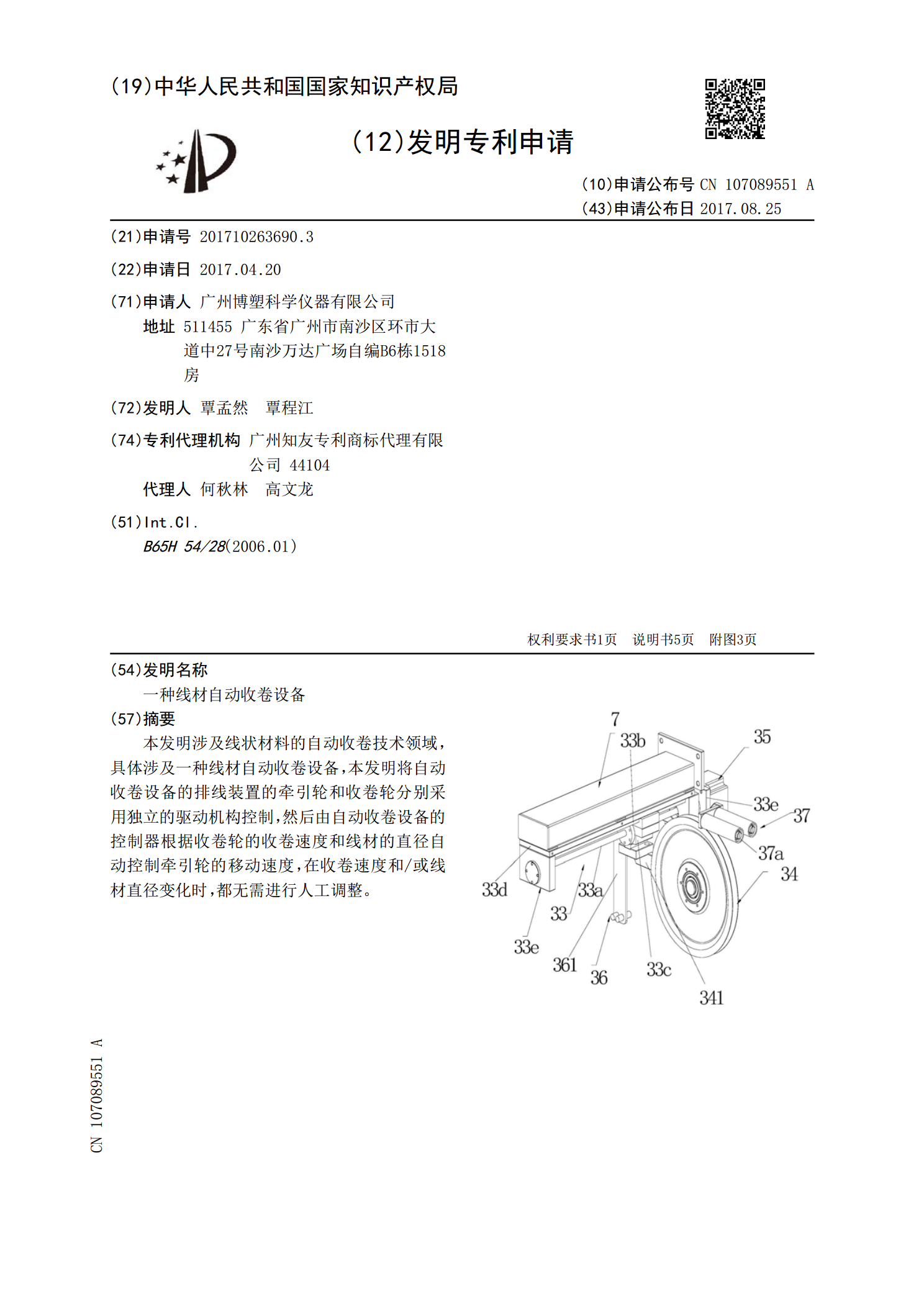
本发明涉及线状材料的自动收卷技术领域,具体涉及一种线材自动收卷设备,本发明将自动收卷设备的排线装置的牵引轮和收卷轮分别采用独立的驱动机构控制,然后由自动收卷设备的控制器根据收卷轮的收卷速度和线材的直径自动控制牵引轮的移动速度,在收卷速度和/或线材直径变化时,都无需进行人工调整。
一种线材自动对贴胶纸设备.pdf
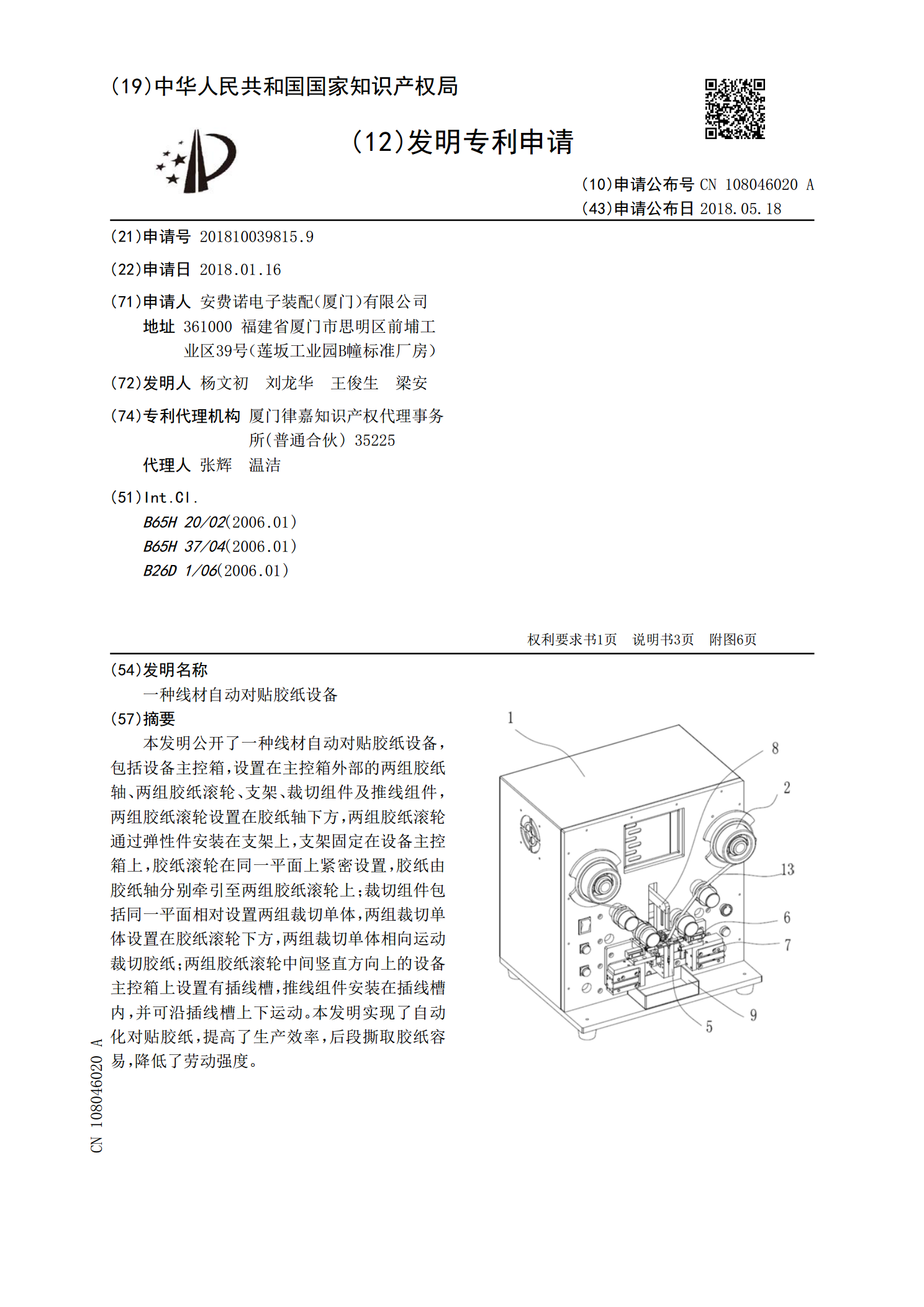
本发明公开了一种线材自动对贴胶纸设备,包括设备主控箱,设置在主控箱外部的两组胶纸轴、两组胶纸滚轮、支架、裁切组件及推线组件,两组胶纸滚轮设置在胶纸轴下方,两组胶纸滚轮通过弹性件安装在支架上,支架固定在设备主控箱上,胶纸滚轮在同一平面上紧密设置,胶纸由胶纸轴分别牵引至两组胶纸滚轮上;裁切组件包括同一平面相对设置两组裁切单体,两组裁切单体设置在胶纸滚轮下方,两组裁切单体相向运动裁切胶纸;两组胶纸滚轮中间竖直方向上的设备主控箱上设置有插线槽,推线组件安装在插线槽内,并可沿插线槽上下运动。本发明实现了自动化对贴胶

一种用于电缆的自动收卷设备.pdf
本发明涉及一种自动收卷设备,尤其涉及一种用于电缆的自动收卷设备。本发明要解决的技术问题是提供一种收卷速度快,省时省力,工作效率高的用于电缆的自动收卷设备。为了解决上述技术问题,本发明提供了这样一种用于电缆的自动收卷设备,包括有底板等;底板上部左端通过螺栓连接的方式连接有支架,支架上端设有旋转装置,旋转装置右侧的旋转部件上连接有固定装置。本发明通过旋转装置驱动固定装置对电缆进行收卷,设有防脱落装置,提高了安全与稳定性,还设有切割装置,使得切割电缆时速度更快,达到了收卷速度快,省时省力,工作效率高的效果。
一种用于电缆的自动收卷设备.pdf
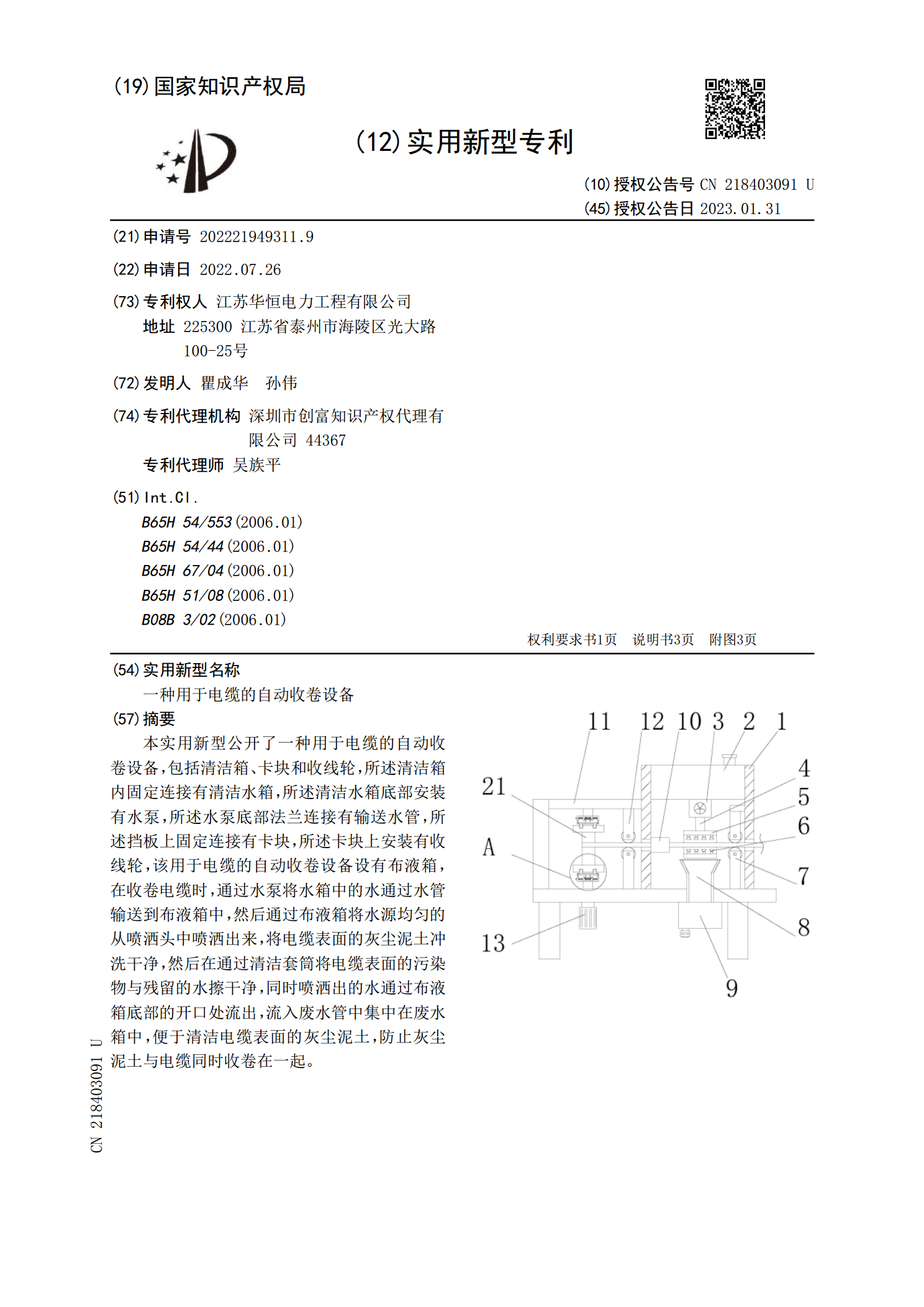
本实用新型公开了一种用于电缆的自动收卷设备,包括清洁箱、卡块和收线轮,所述清洁箱内固定连接有清洁水箱,所述清洁水箱底部安装有水泵,所述水泵底部法兰连接有输送水管,所述挡板上固定连接有卡块,所述卡块上安装有收线轮,该用于电缆的自动收卷设备设有布液箱,在收卷电缆时,通过水泵将水箱中的水通过水管输送到布液箱中,然后通过布液箱将水源均匀的从喷洒头中喷洒出来,将电缆表面的灰尘泥土冲洗干净,然后在通过清洁套筒将电缆表面的污染物与残留的水擦干净,同时喷洒出的水通过布液箱底部的开口处流出,流入废水管中集中在废水箱中,便于
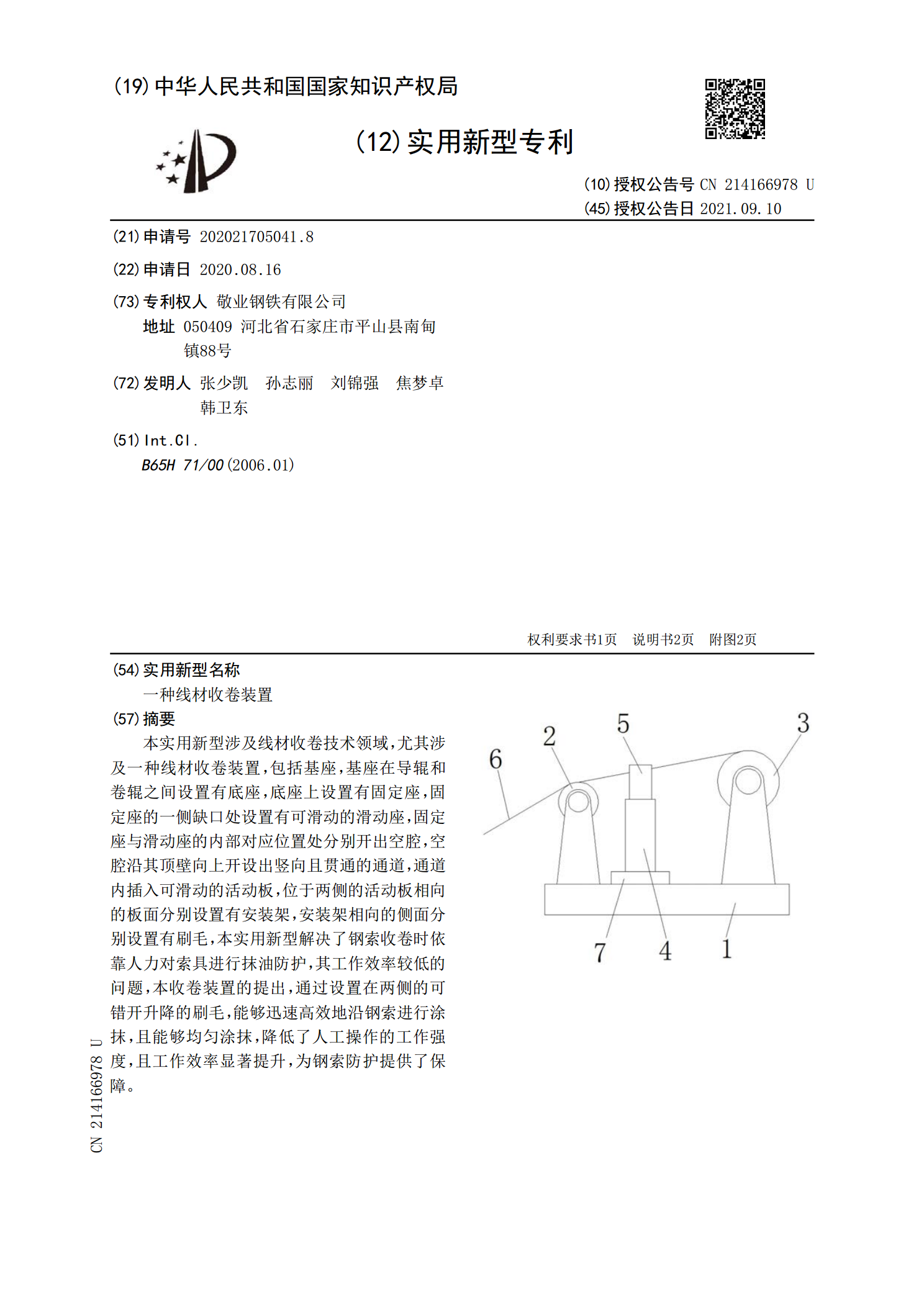
一种线材收卷装置.pdf
本实用新型涉及线材收卷技术领域,尤其涉及一种线材收卷装置,包括基座,基座在导辊和卷辊之间设置有底座,底座上设置有固定座,固定座的一侧缺口处设置有可滑动的滑动座,固定座与滑动座的内部对应位置处分别开出空腔,空腔沿其顶壁向上开设出竖向且贯通的通道,通道内插入可滑动的活动板,位于两侧的活动板相向的板面分别设置有安装架,安装架相向的侧面分别设置有刷毛,本实用新型解决了钢索收卷时依靠人力对索具进行抹油防护,其工作效率较低的问题,本收卷装置的提出,通过设置在两侧的可错开升降的刷毛,能够迅速高效地沿钢索进行涂抹,且能够