
立卧转换的四分度铣削装置.pdf

书生****专家

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
立卧转换的四分度铣削装置.pdf
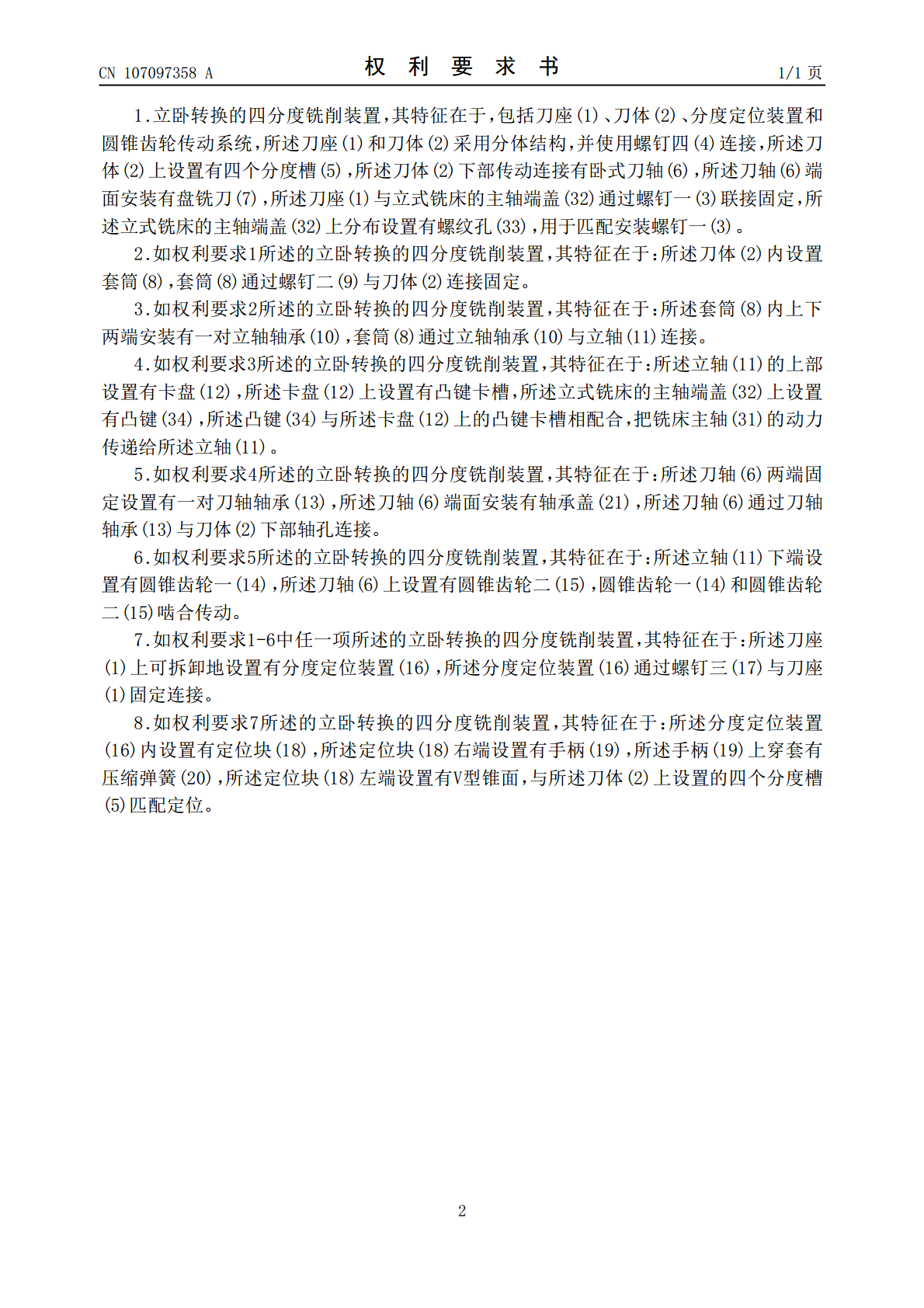
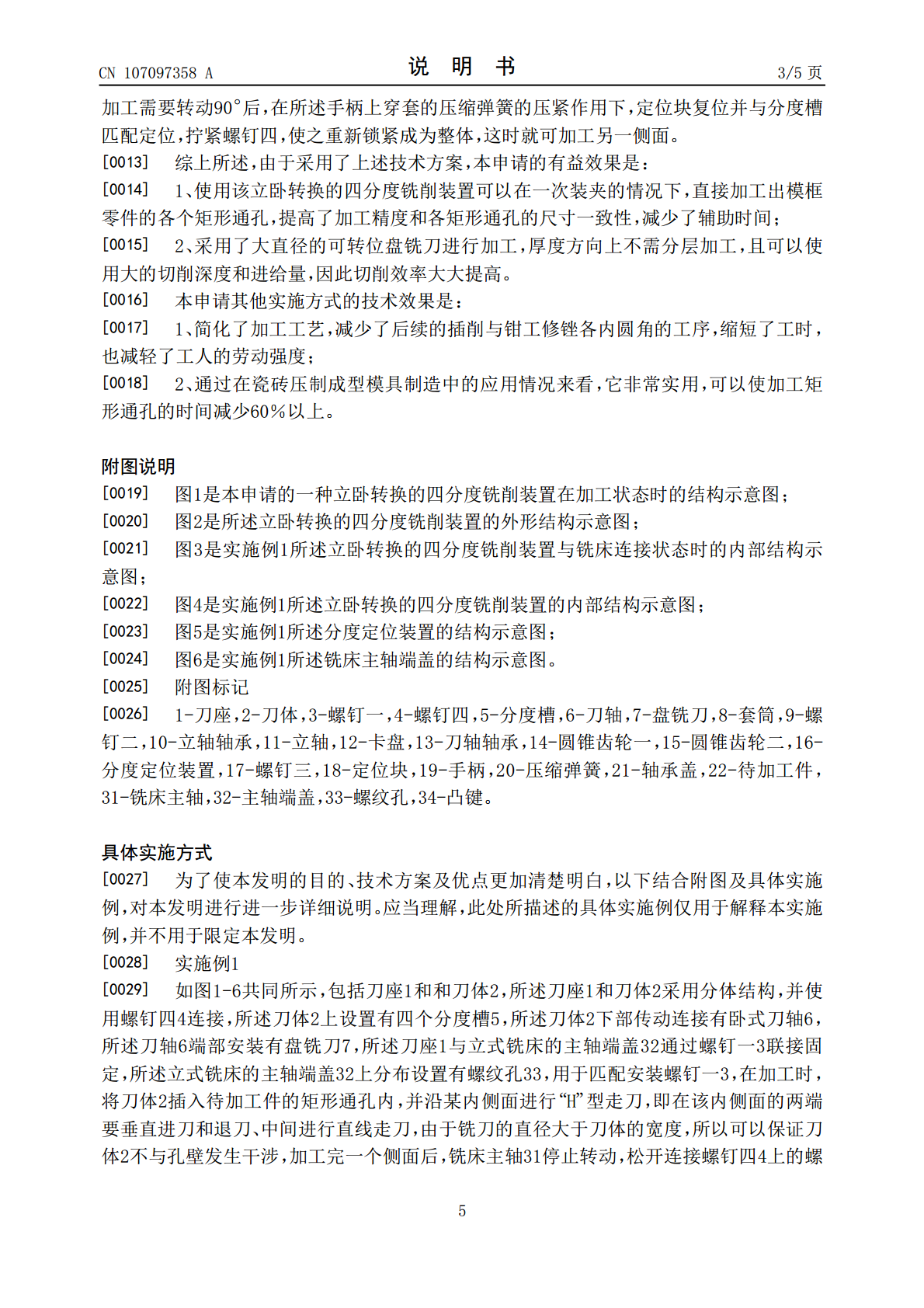
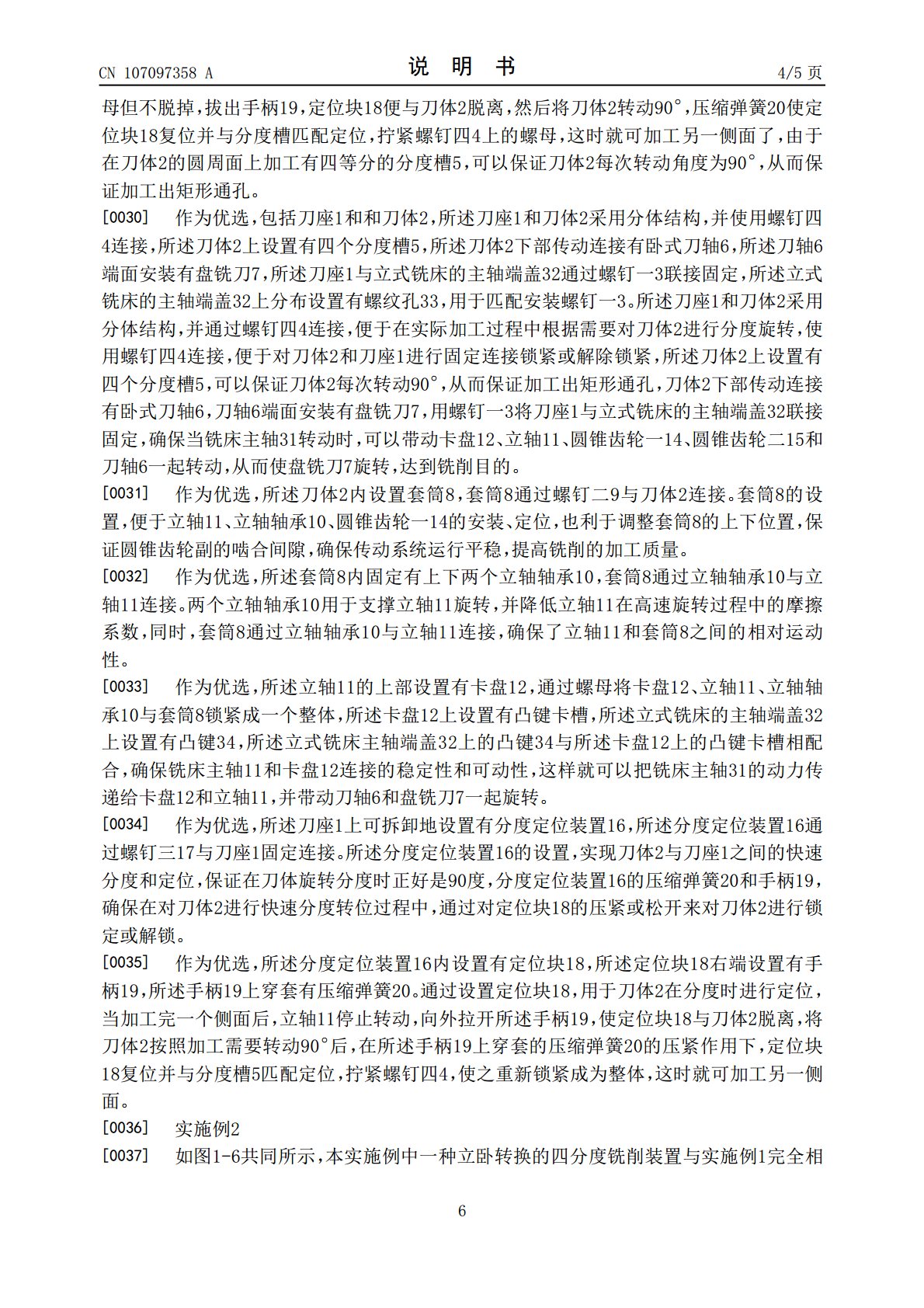
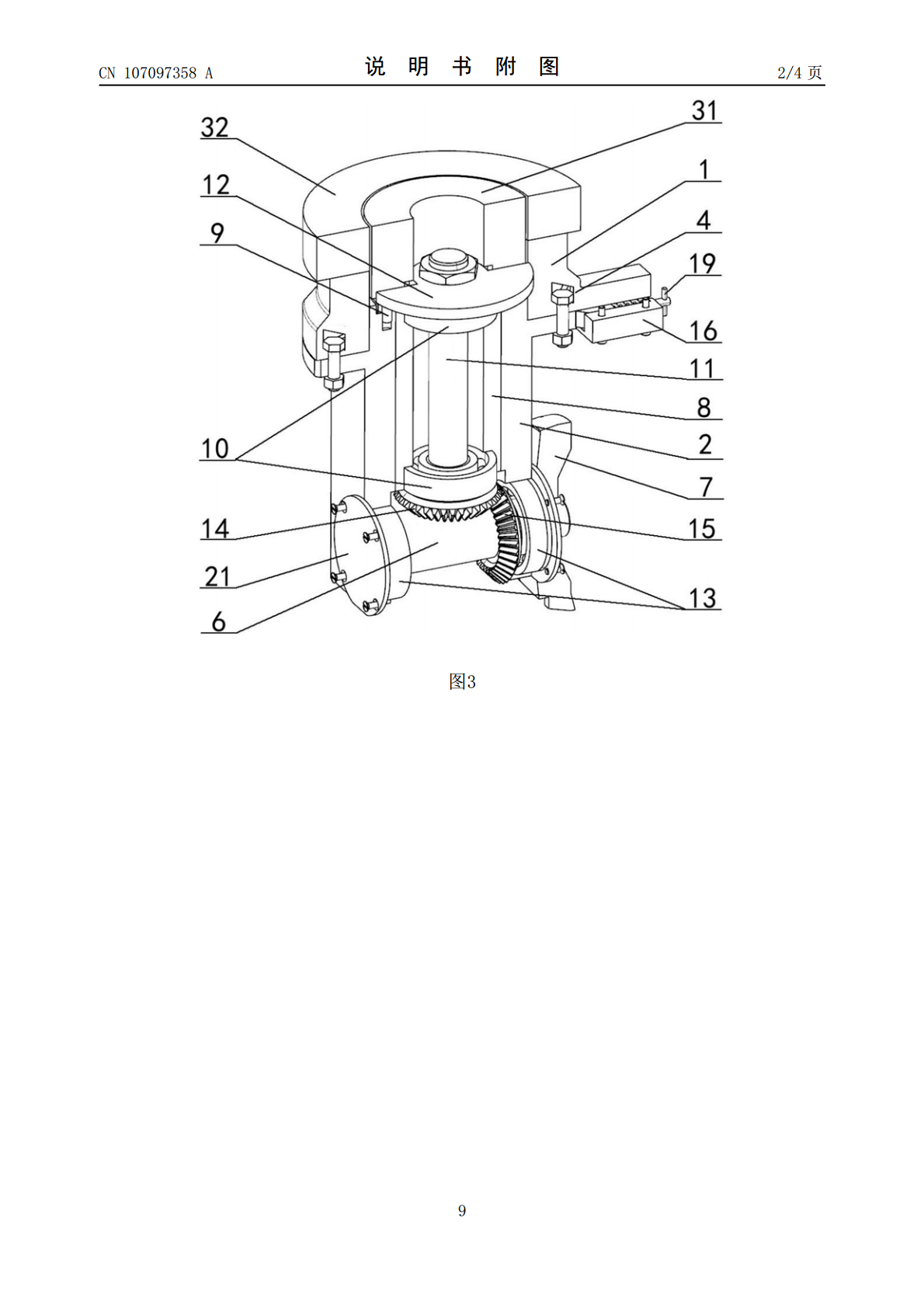
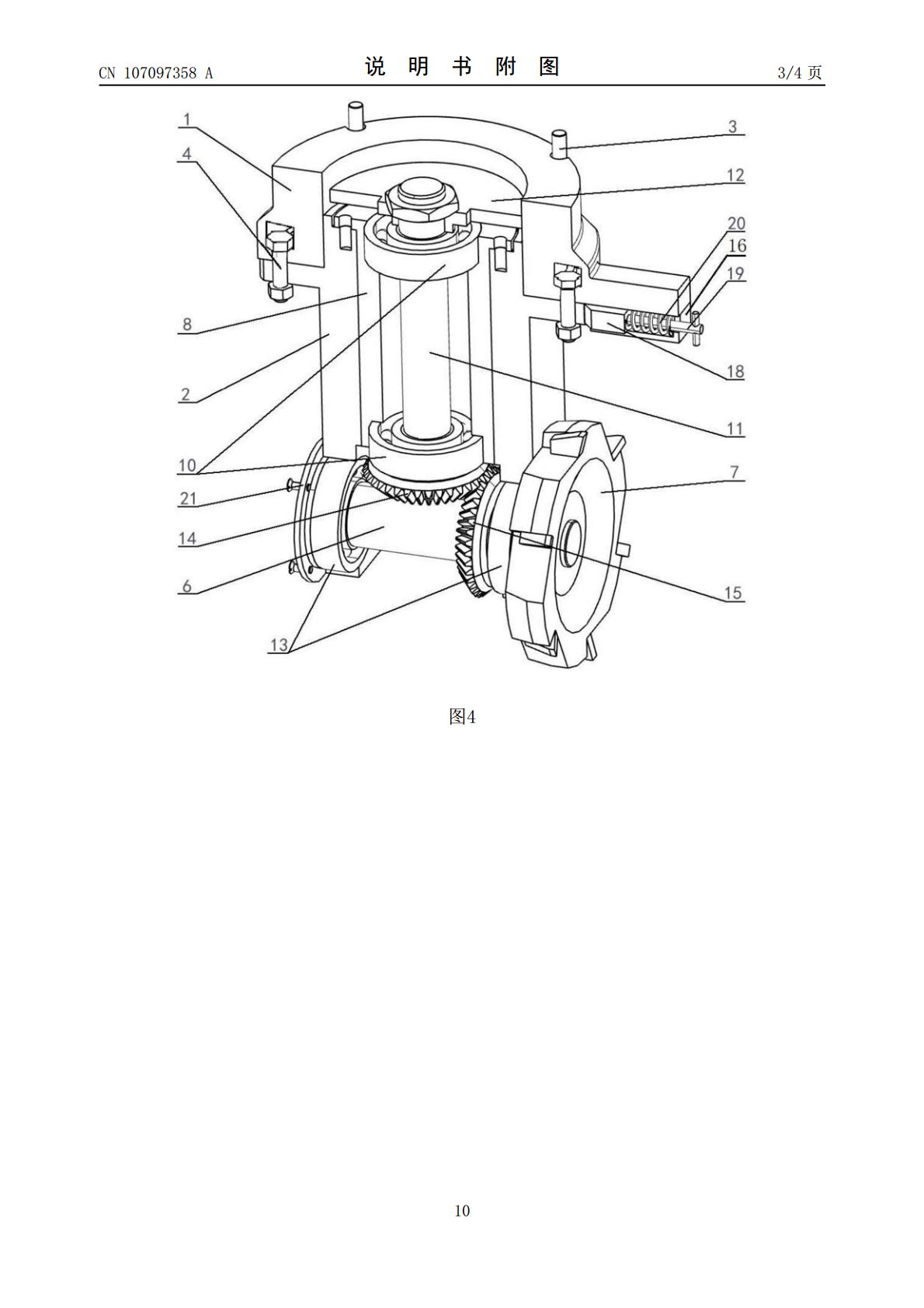
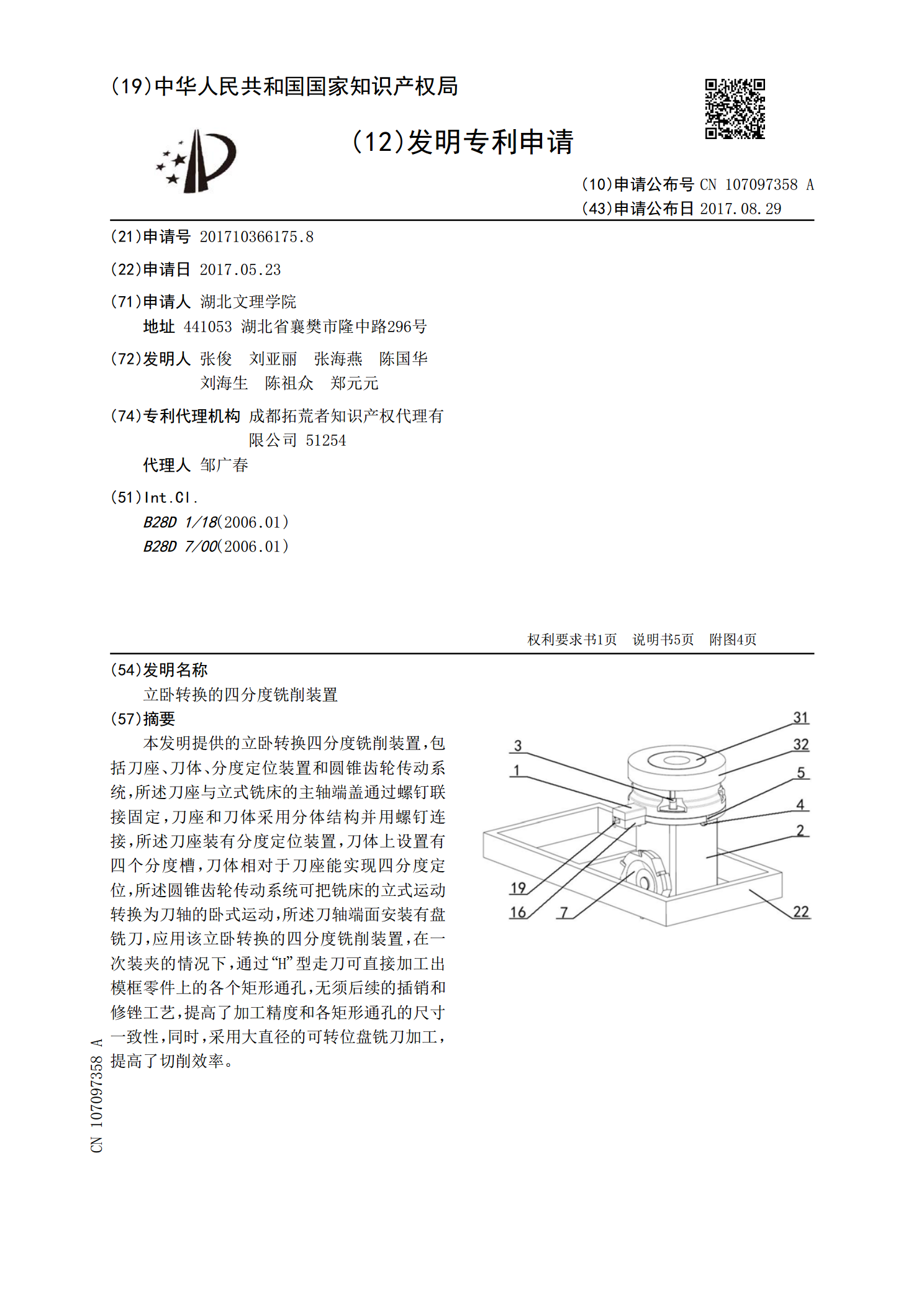
本发明提供的立卧转换四分度铣削装置,包括刀座、刀体、分度定位装置和圆锥齿轮传动系统,所述刀座与立式铣床的主轴端盖通过螺钉联接固定,刀座和刀体采用分体结构并用螺钉连接,所述刀座装有分度定位装置,刀体上设置有四个分度槽,刀体相对于刀座能实现四分度定位,所述圆锥齿轮传动系统可把铣床的立式运动转换为刀轴的卧式运动,所述刀轴端面安装有盘铣刀,应用该立卧转换的四分度铣削装置,在一次装夹的情况下,通过“H”型走刀可直接加工出模框零件上的各个矩形通孔,无须后续的插销和修锉工艺,提高了加工精度和各矩形通孔的尺寸一致性,同时

筒体立卧转换装置.pdf
本发明提供了一种筒体立卧转换装置,包括:L型支撑板、驱动件、可移动小车和自调式滚轮架,L型支撑板包括第一侧板和第二侧板,第一侧板与筒体的端面接触,第二侧板与筒体的侧面接触;自调式滚轮架设置在第二侧板与第一侧板相对的侧面上,自调式滚轮架与筒体的侧面接触,并带动筒体转动;第一侧板和第二侧板与可移动小车的上侧面交替接触;驱动件固定在可移动小车与第二侧板相对的可移动小车上,且驱动件与第二侧板连接,以带动第二侧板翻转。通过移动可移动小车至X光探伤室内,并将筒体与设置在L型支撑板上的自调式滚轮架接触,通过自调式滚轮架

卧轴式分度装置.pdf
本发明公开了一种卧轴式分度装置,包括:分度盘、主轴、本体、机床工作台、弹簧夹头、拉杆和手轮,所述分度盘通过螺母与主轴相连接,所述主轴与本体相连接,所述本体通过螺栓与机床工作台相连接,所述弹簧夹头与主轴配合连接,所述拉杆与弹簧夹头相连接,所述拉杆设有手轮。通过上述方式,本发明卧轴式分度装置,结构简单和紧凑,精确度高,加工效率高,辅助时间短。
一种重型工件立卧转换装置.pdf
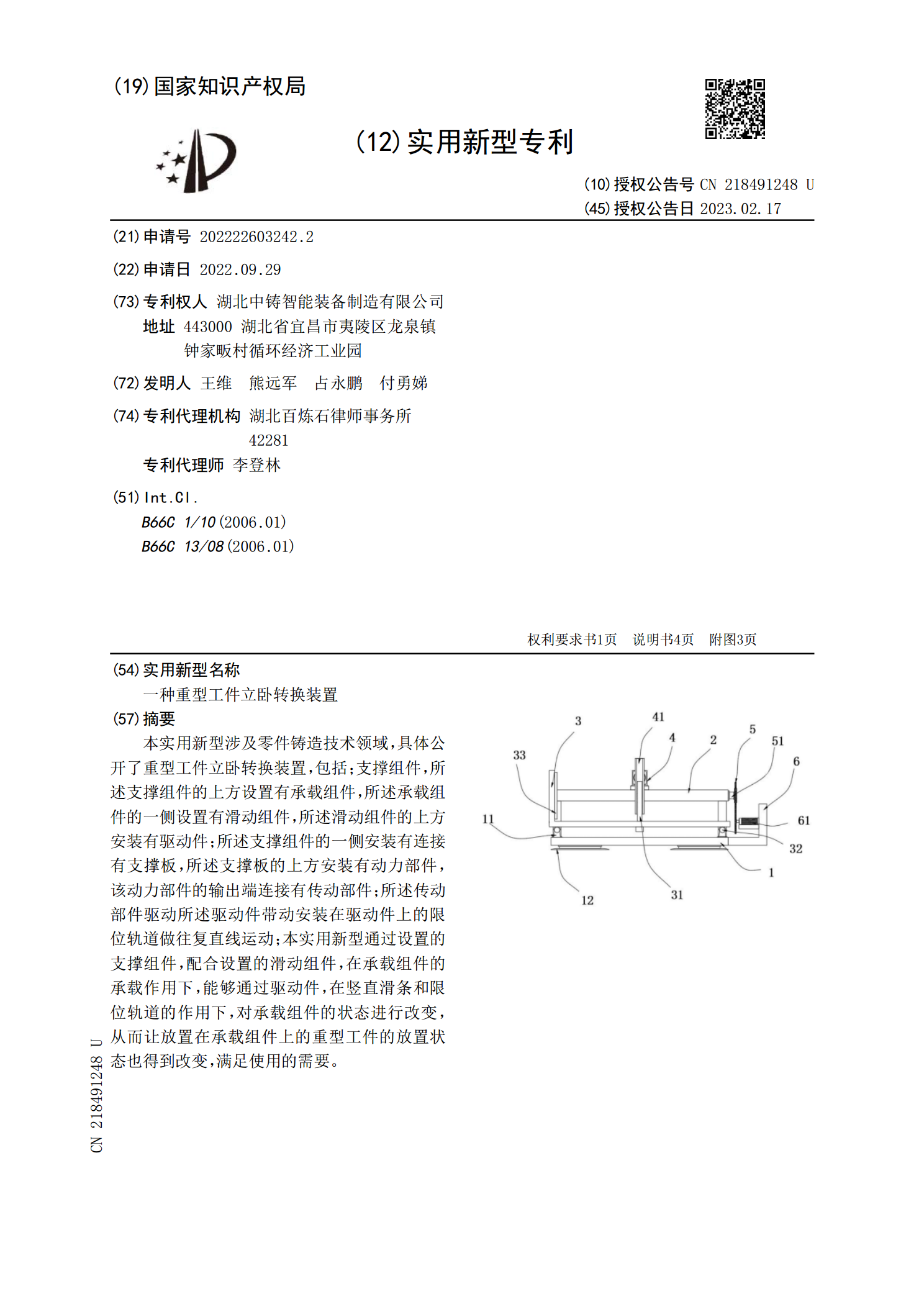
本实用新型涉及零件铸造技术领域,具体公开了重型工件立卧转换装置,包括;支撑组件,所述支撑组件的上方设置有承载组件,所述承载组件的一侧设置有滑动组件,所述滑动组件的上方安装有驱动件;所述支撑组件的一侧安装有连接有支撑板,所述支撑板的上方安装有动力部件,该动力部件的输出端连接有传动部件;所述传动部件驱动所述驱动件带动安装在驱动件上的限位轨道做往复直线运动;本实用新型通过设置的支撑组件,配合设置的滑动组件,在承载组件的承载作用下,能够通过驱动件,在竖直滑条和限位轨道的作用下,对承载组件的状态进行改变,从而让放置

DMG立卧转换DMU125P.doc
DMG─innovativetechnologieswww.gildemeister.comDMG─innovativetechnologieswww.gildemeister.comPricespecification报价表DMU125PduoBLOCKHighlights_3possibilitiesofthe5axessimultaneousprocessing:NC-rotarytablewithcontrolledB-axisorA-axis,aswellastrunniontablewithh