
一种两片式平行分度凸轮的成形方法.pdf

骊英****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种两片式平行分度凸轮的成形方法.pdf
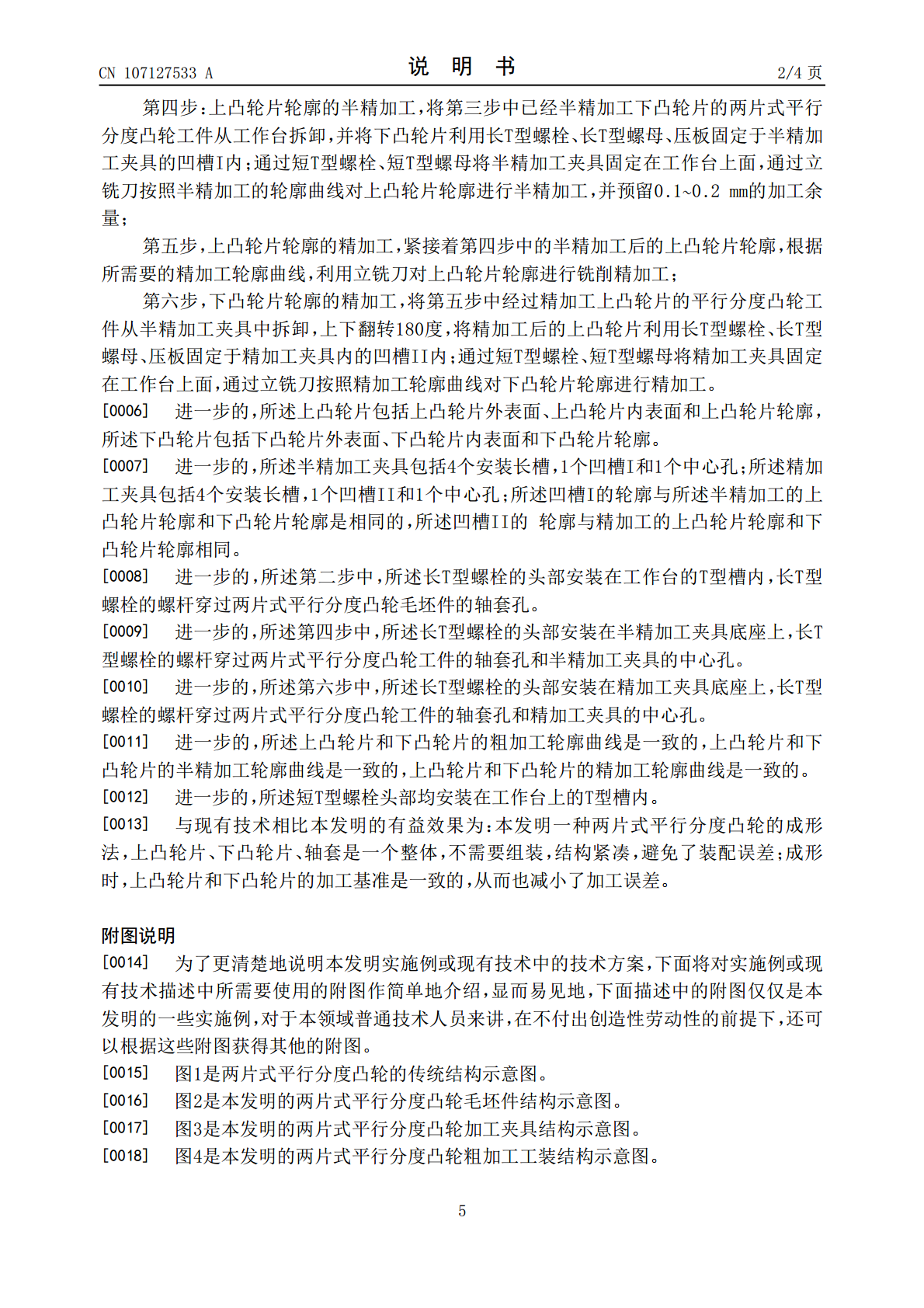
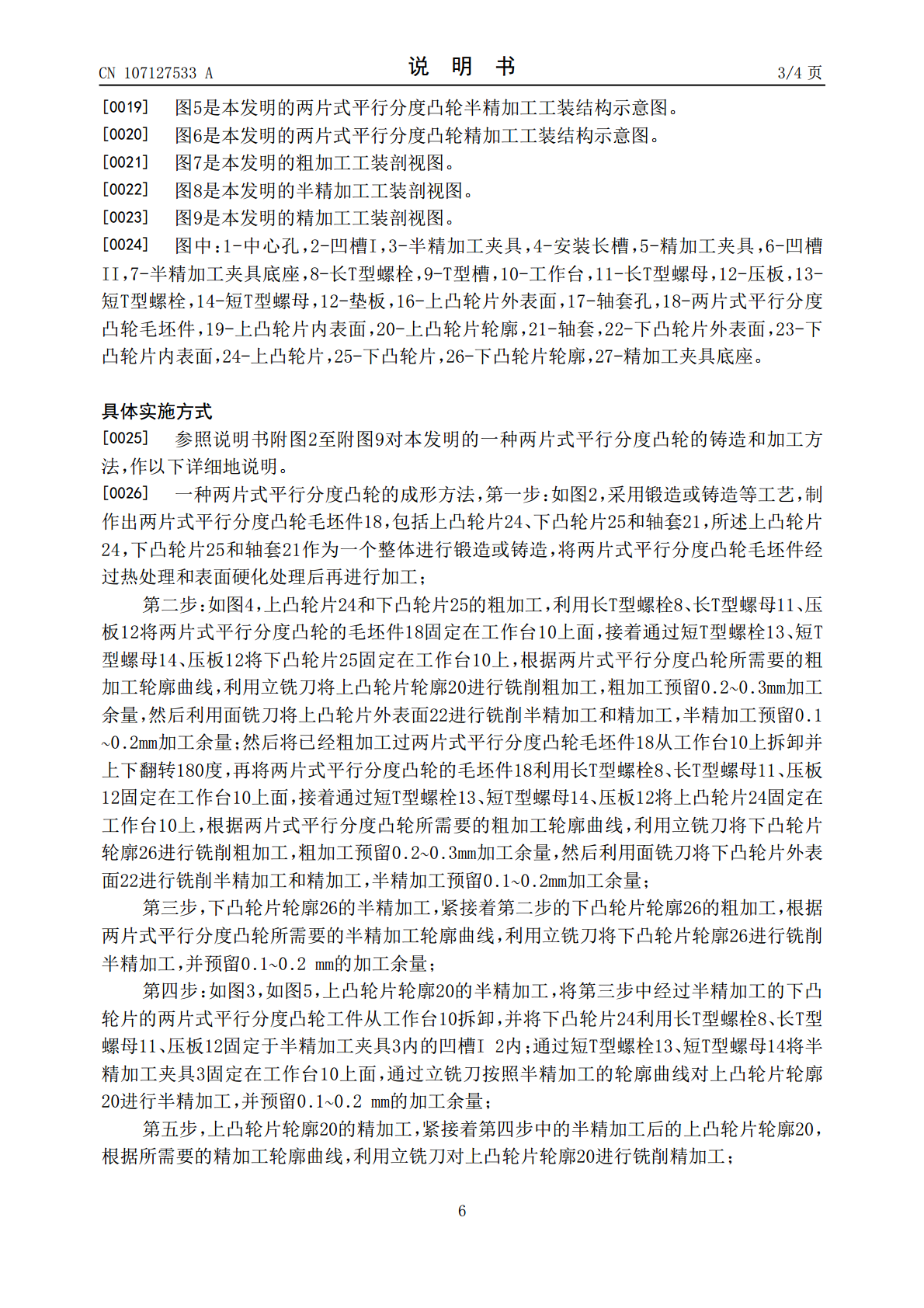
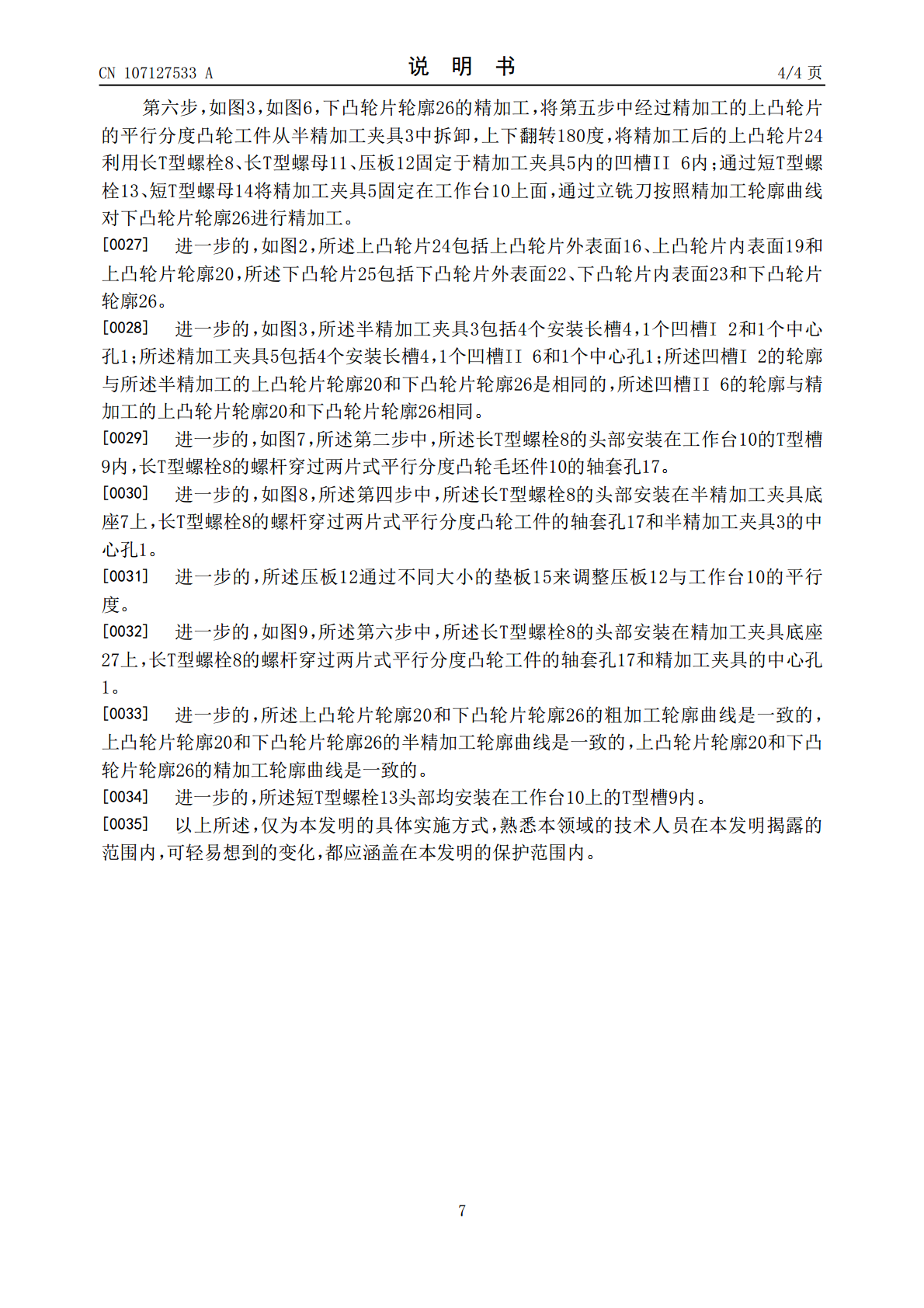
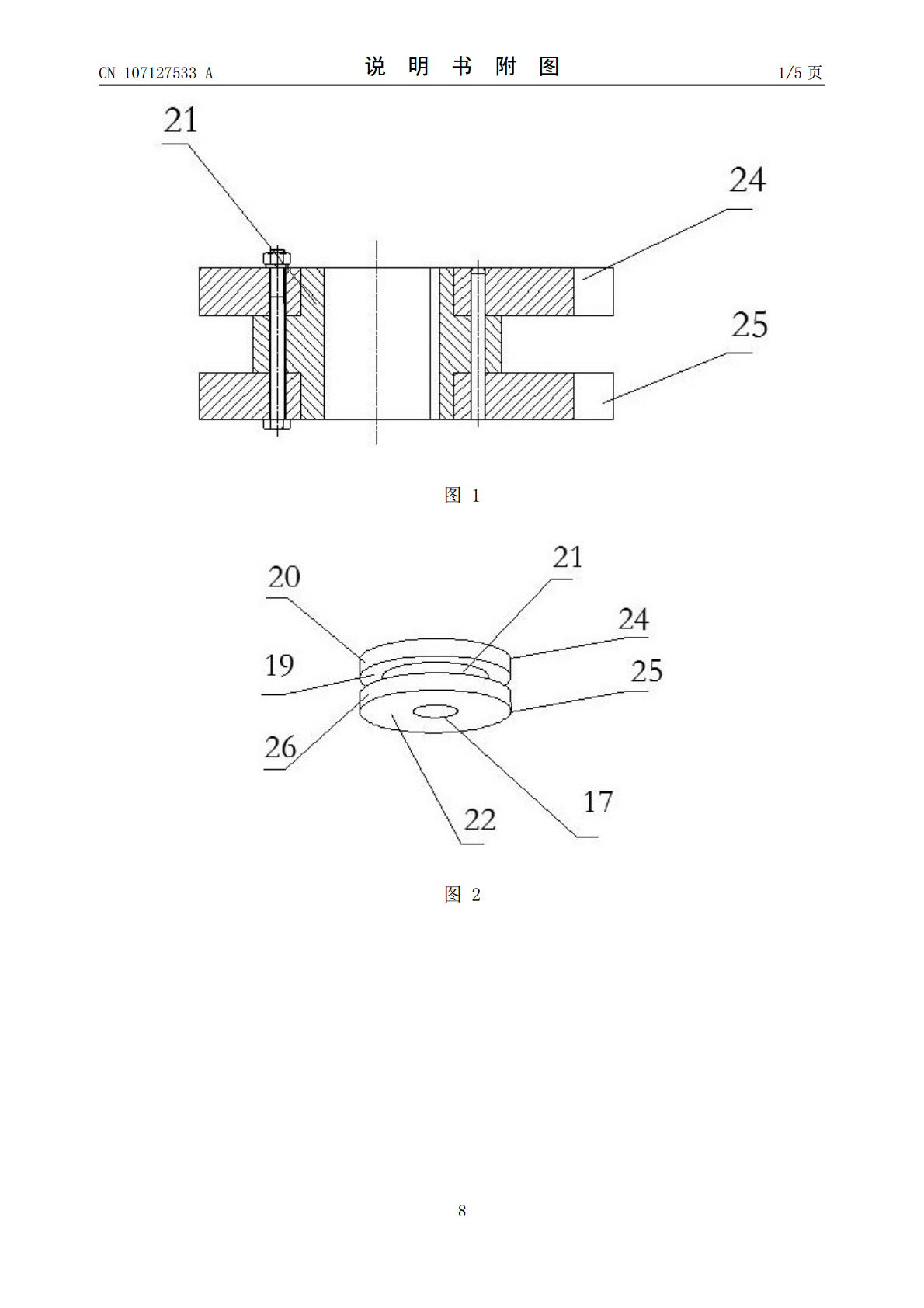
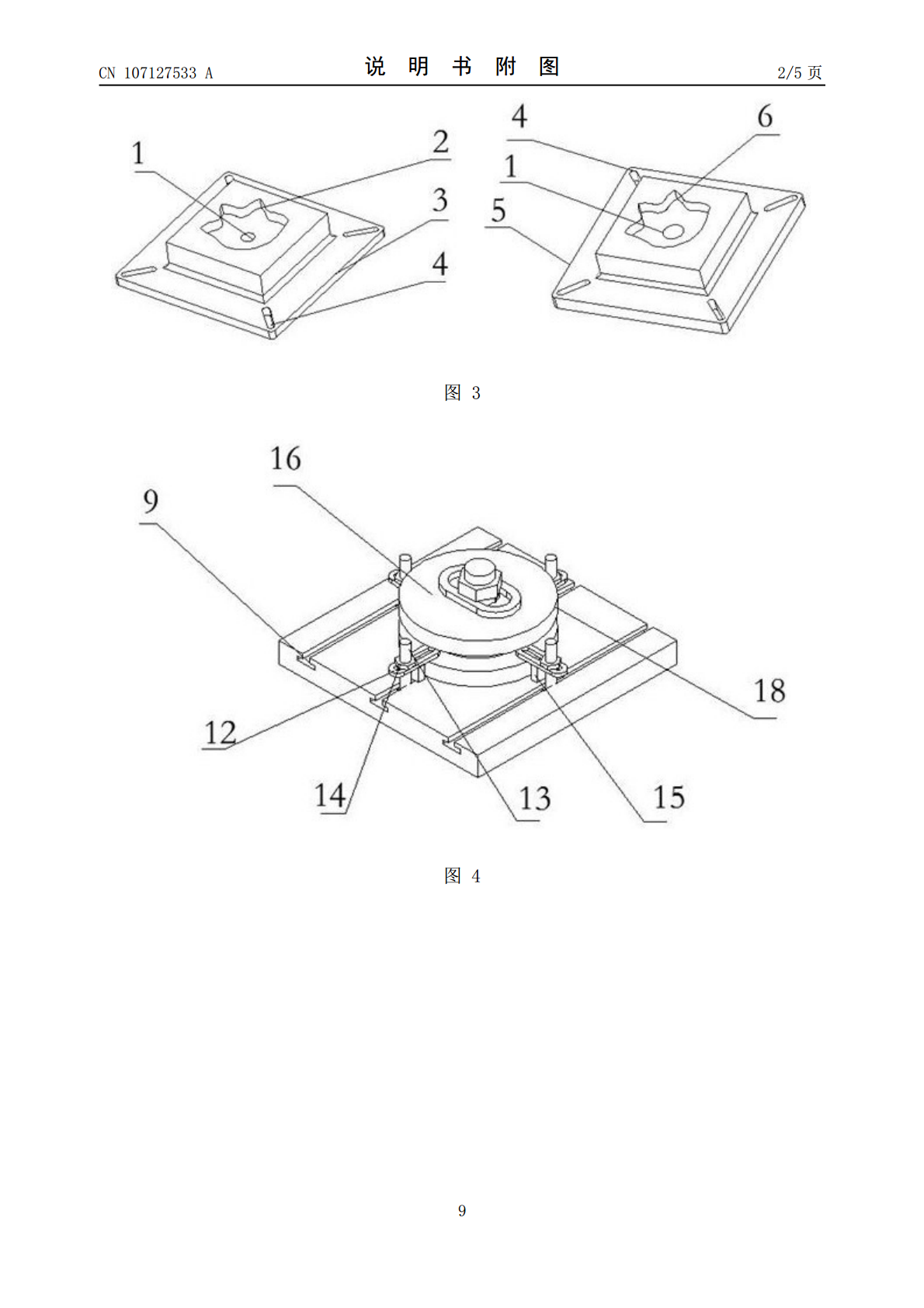
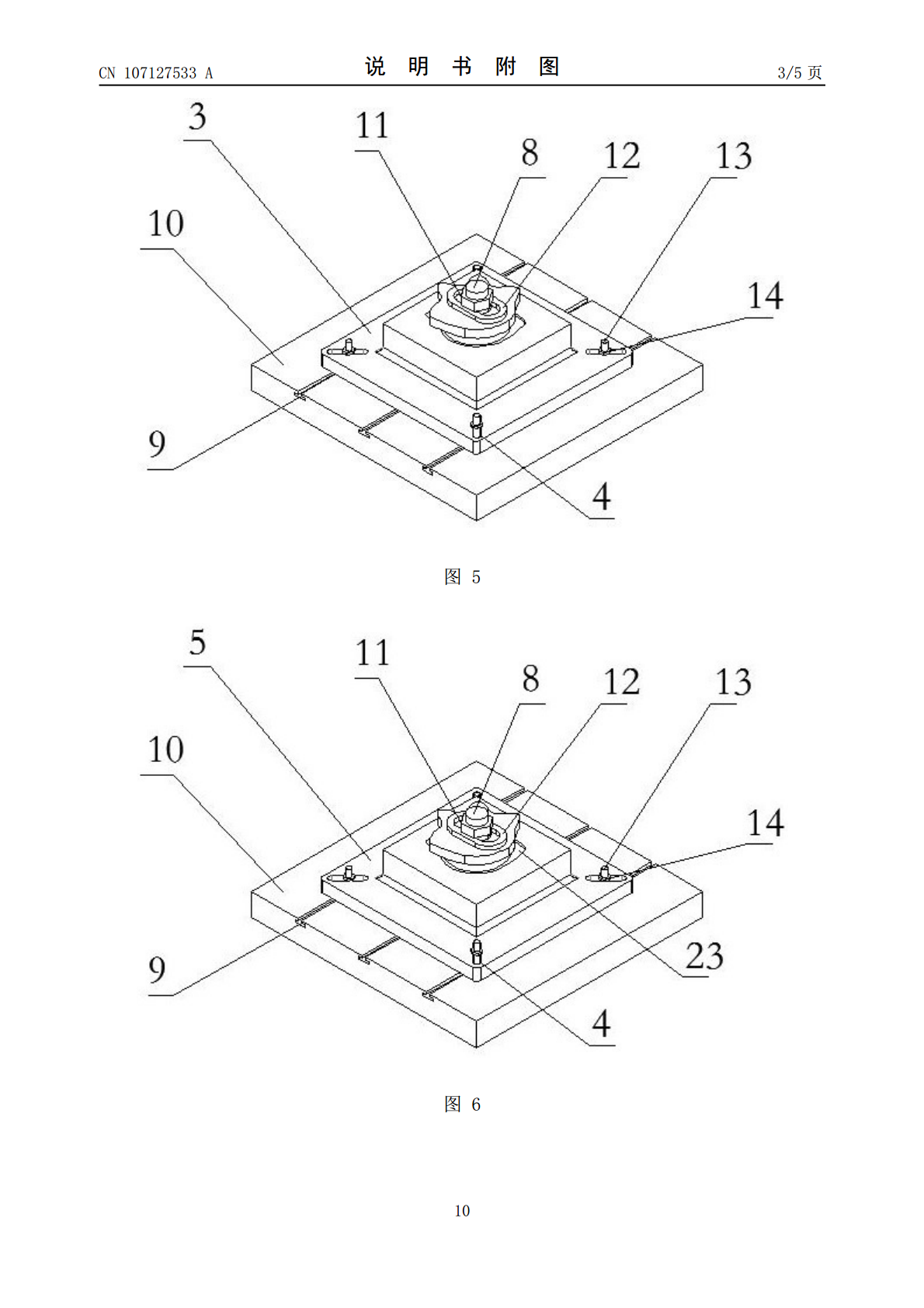
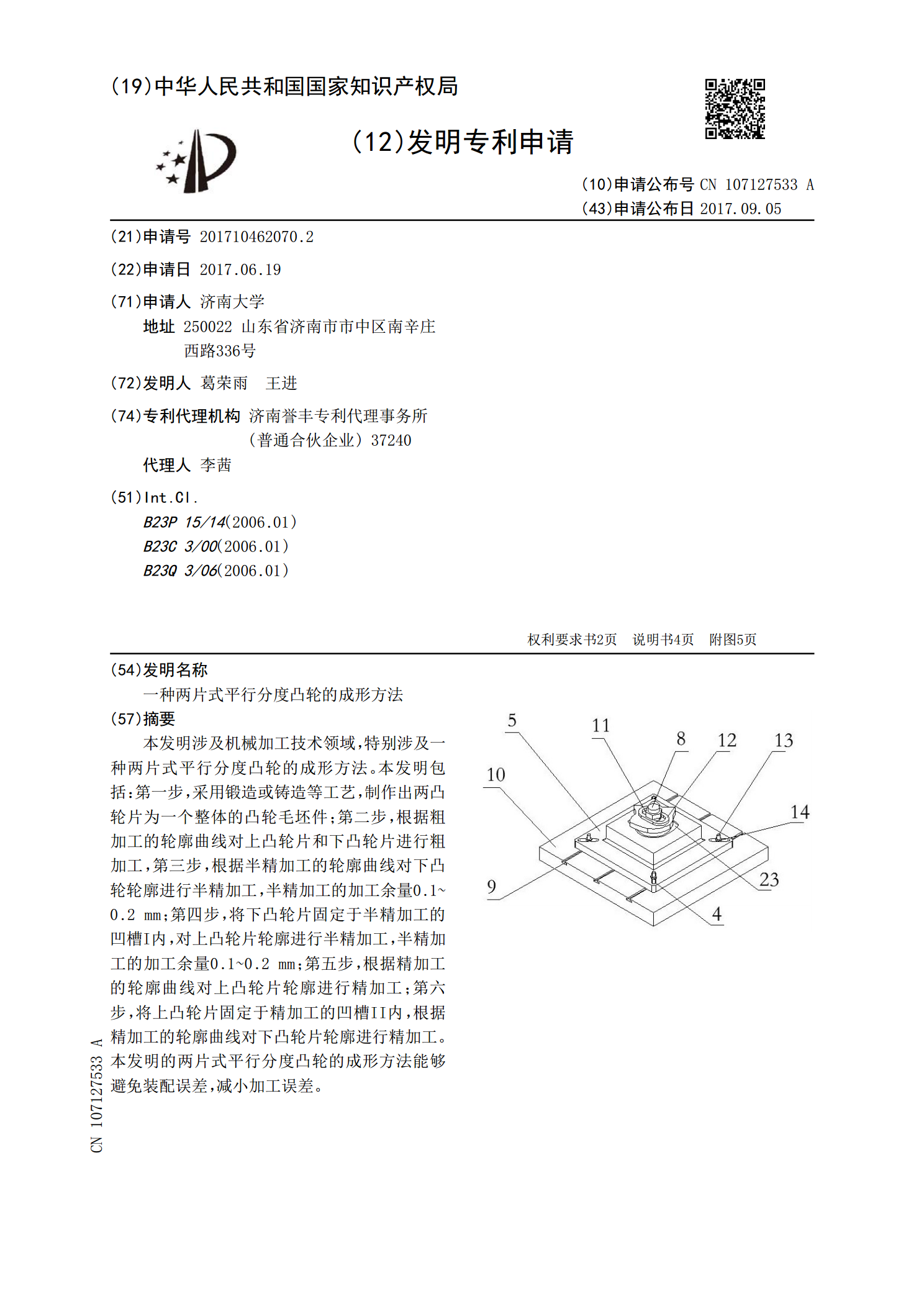
本发明涉及机械加工技术领域,特别涉及一种两片式平行分度凸轮的成形方法。本发明包括:第一步,采用锻造或铸造等工艺,制作出两凸轮片为一个整体的凸轮毛坯件;第二步,根据粗加工的轮廓曲线对上凸轮片和下凸轮片进行粗加工,第三步,根据半精加工的轮廓曲线对下凸轮轮廓进行半精加工,半精加工的加工余量0.1~0.2mm;第四步,将下凸轮片固定于半精加工的凹槽I内,对上凸轮片轮廓进行半精加工,半精加工的加工余量0.1~0.2mm;第五步,根据精加工的轮廓曲线对上凸轮片轮廓进行精加工;第六步,将上凸轮片固定于精加工的凹槽I

基于MATLAB和Creo的三片式平行分度凸轮的设计.docx
基于MATLAB和Creo的三片式平行分度凸轮的设计三片式平行分度凸轮是一种机械的传动装置,可以将旋转运动转换为直线运动。这种装置在工业领域广泛应用,能够实现高精度、高速度的运动控制,因此受到了广泛关注和研究。在本文中,我们将基于MATLAB和Creo的技术手段,设计一种三片式平行分度凸轮,并对其研究进行探讨。一、设计思路三片式平行分度凸轮的设计需要分步进行。首先,我们需要计算出机械装置的相关参数,包括凸轮的圆心半径、凸轮轮廓曲线的参数方程、刀具的运动轨迹等。其次,我们需要使用Creo软件进行模型设计,建
一种平行分度凸轮精加工装置及方法.pdf
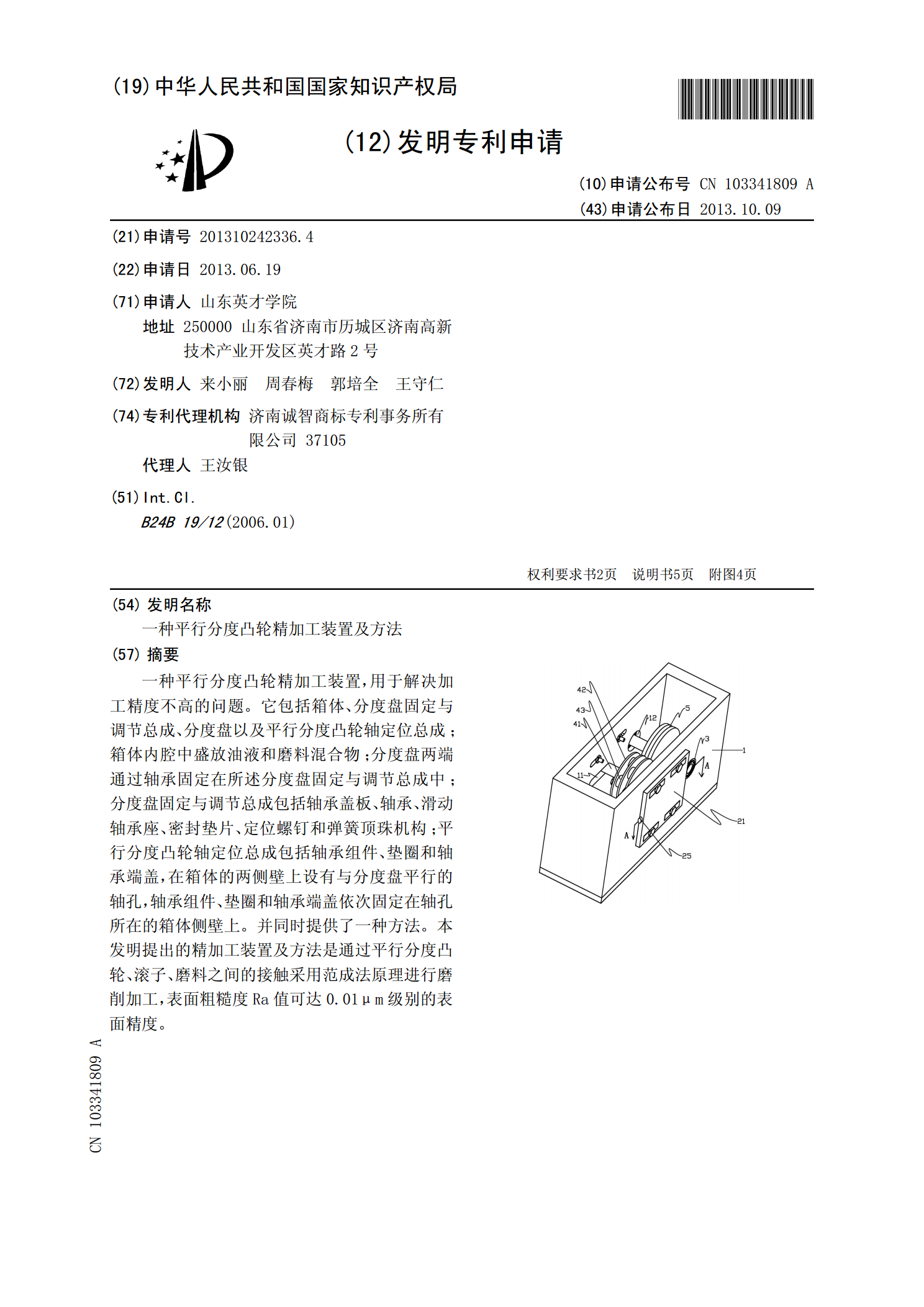
一种平行分度凸轮精加工装置,用于解决加工精度不高的问题。它包括箱体、分度盘固定与调节总成、分度盘以及平行分度凸轮轴定位总成;箱体内腔中盛放油液和磨料混合物;分度盘两端通过轴承固定在所述分度盘固定与调节总成中;分度盘固定与调节总成包括轴承盖板、轴承、滑动轴承座、密封垫片、定位螺钉和弹簧顶珠机构;平行分度凸轮轴定位总成包括轴承组件、垫圈和轴承端盖,在箱体的两侧壁上设有与分度盘平行的轴孔,轴承组件、垫圈和轴承端盖依次固定在轴孔所在的箱体侧壁上。并同时提供了一种方法。本发明提出的精加工装置及方法是通过平行分度凸轮

基于Protoolkit的三片式平行分度凸轮CAD系统研究.docx
基于Protoolkit的三片式平行分度凸轮CAD系统研究一、引言三片式平行分度凸轮作为一种非常重要的机械传动部件,广泛应用于各个领域。在设计三片式平行分度凸轮的过程中,需要使用较为复杂的CAD系统,该系统需要能够进行三维建模、进行动态模拟等,以便于有效地模拟凸轮的运动状态。Protoolkit是一种常用的CAD系统,具有非常强大的绘图和建模功能。本篇论文将基于Protoolkit进行三片式平行分度凸轮CAD系统研究,对于该系统的设计、实现、测试等相关内容进行了详细的阐述。二、系统设计在进行三片式平行分度
一种分度凸轮的加工方法.pdf
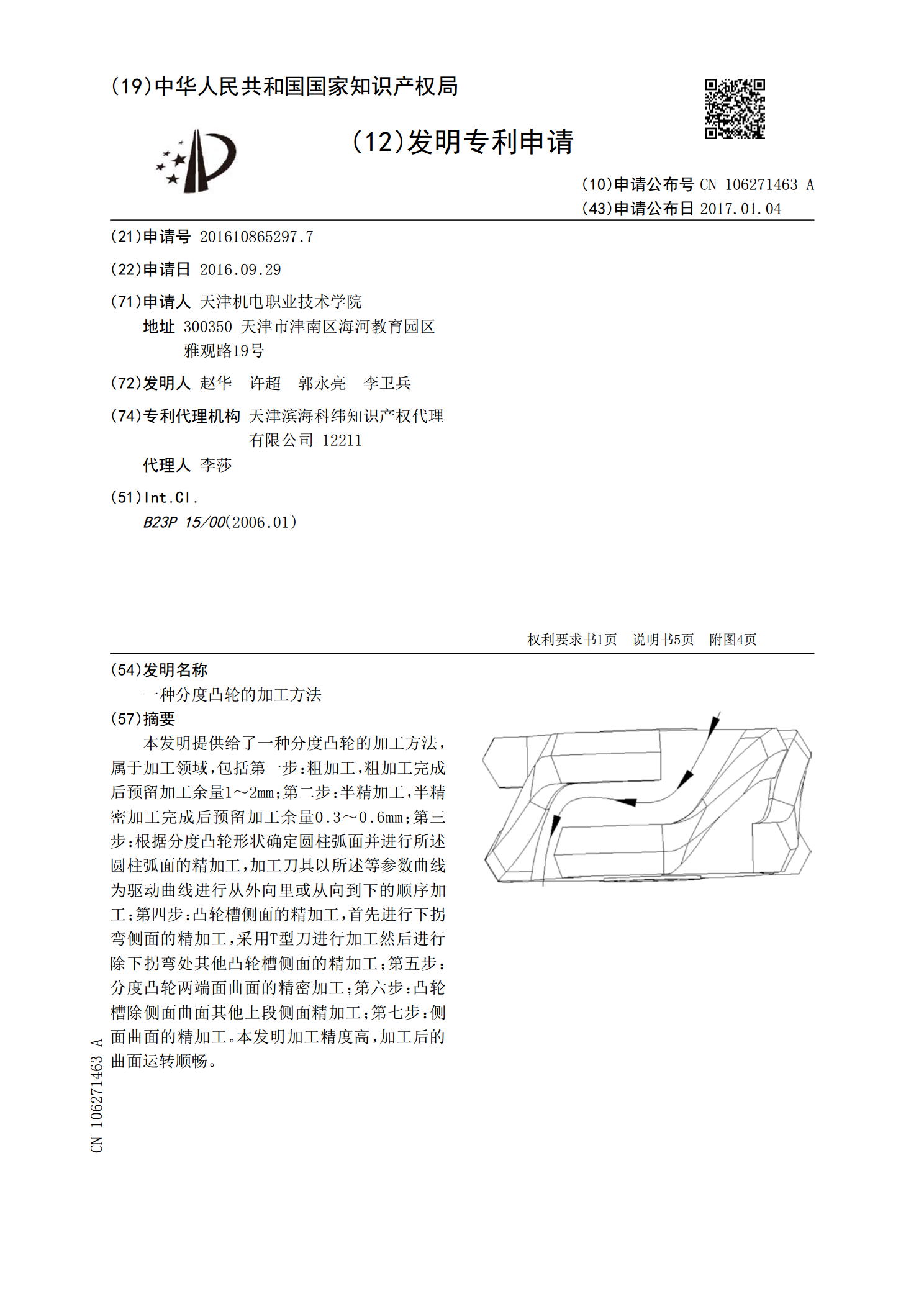
本发明提供给了一种分度凸轮的加工方法,属于加工领域,包括第一步:粗加工,粗加工完成后预留加工余量1~2mm;第二步:半精加工,半精密加工完成后预留加工余量0.3~0.6mm;第三步:根据分度凸轮形状确定圆柱弧面并进行所述圆柱弧面的精加工,加工刀具以所述等参数曲线为驱动曲线进行从外向里或从向到下的顺序加工;第四步:凸轮槽侧面的精加工,首先进行下拐弯侧面的精加工,采用T型刀进行加工然后进行除下拐弯处其他凸轮槽侧面的精加工;第五步:分度凸轮两端面曲面的精密加工;第六步:凸轮槽除侧面曲面其他上段侧面精加工;第七步