
龙门式瓷砖自动码垛装置.doc

sy****28


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

龙门式瓷砖自动码垛装置.doc
随着人工成本的不断提高,从手工和半自动操作向高度自动化发展已成必然趋势[1],瓷砖自动包装线的出现,改变了原来手动包装的局面[2,3],有效降低了陶瓷行业的劳动力强度,提高了工作效率。一条完整的离线包装生产线主要包括上砖装置、裹包装置、捆扎装置、码垛装置[4,5]。完成的工作主要是把放在砖架上的砖按一定规范用纸箱包装捆扎,然后按一定的方式再码放在砖架上。旧式的码垛只能完成单层竖码,空间利用率低,所以往往在入仓库储存前还需要进行人工的整理,如图1所示,本装置是在了解了国内多家陶瓷厂的存放需要,为满足的不同码

龙门式散货自动取样装置.pdf
本发明涉及到一种龙门式散货自动取样装置,包括龙门架,龙门架中心为货车通道,龙门架的横梁上设置有主滑块以及第一驱动器,主滑块上连接有一根竖向设置的滑动柱以及第二驱动器,滑动柱与主滑块滑动配合,滑动柱的下端位于主滑块下方且固定连接有一根吊梁,吊梁底面上连接有多个螺旋取料器,任一螺旋取料器通过支架连接在吊梁上,龙门架一侧的支腿内侧固定连接有一个顶端开口的接料斗,接料斗下端延伸至龙门架支腿底部并穿过支腿延伸至支腿外侧,形成出料口,位于出料口一侧的支腿上固定连接有控制器,第一驱动器、第二驱动器以及各螺旋取料器均与控
自动码垛装置.pdf
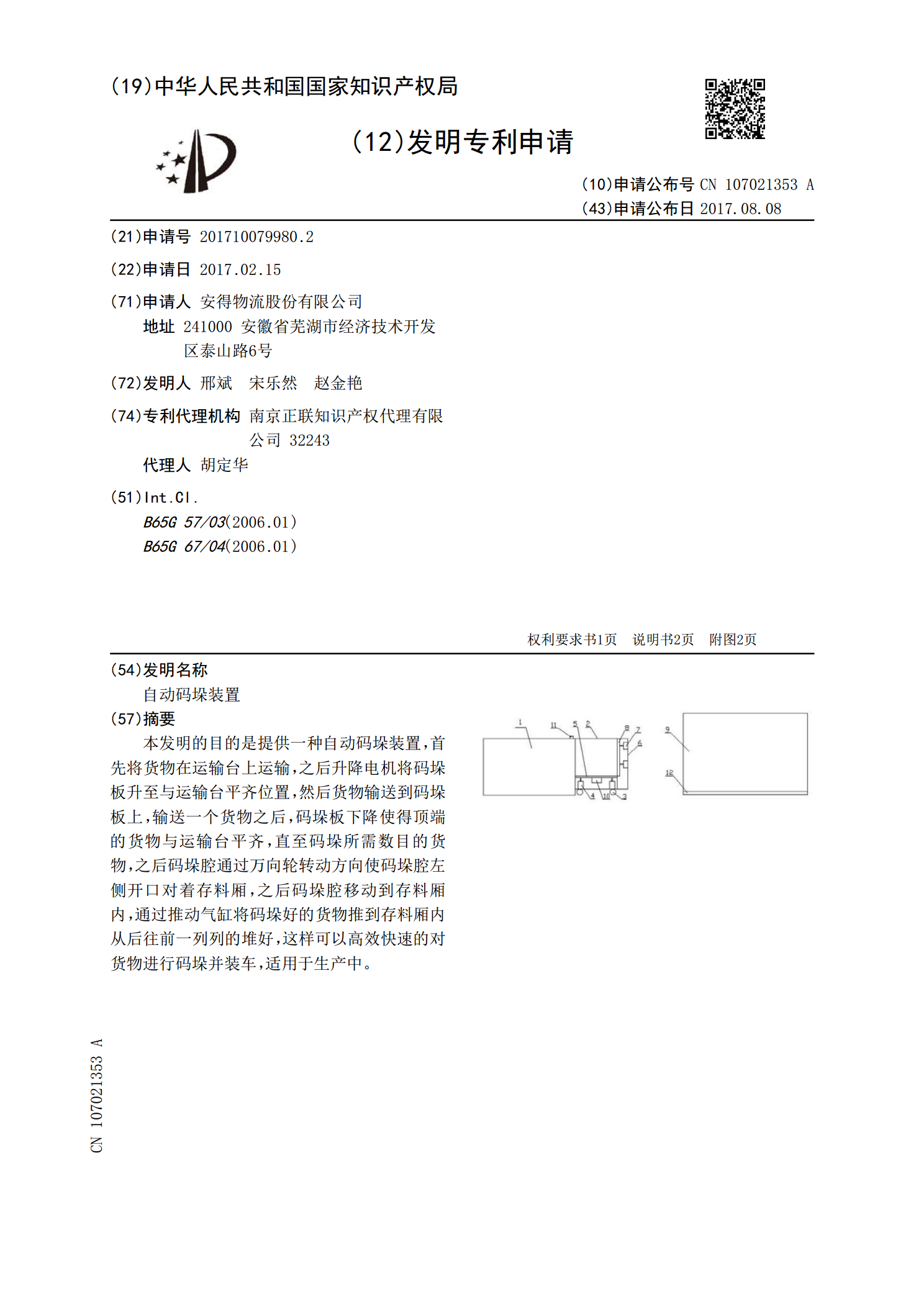
本发明的目的是提供一种自动码垛装置,首先将货物在运输台上运输,之后升降电机将码垛板升至与运输台平齐位置,然后货物输送到码垛板上,输送一个货物之后,码垛板下降使得顶端的货物与运输台平齐,直至码垛所需数目的货物,之后码垛腔通过万向轮转动方向使码垛腔左侧开口对着存料厢,之后码垛腔移动到存料厢内,通过推动气缸将码垛好的货物推到存料厢内从后往前一列列的堆好,这样可以高效快速的对货物进行码垛并装车,适用于生产中。

龙门式路锥自动收放装置.pdf
本发明涉及一种龙门式路锥自动收放装置,传送装置、运送装置以及接地运放装置,传送装置还包含推板及传送履带,推板安装在车身的侧挡板;传送履带安装在车身的平板上。运送装置还包含轨道和支撑叉,所述支撑叉可延所述轨道移动。所述接地装置包含与地面成一定角度的路锥收放履带和微型拨铲部件。替代公路维修作业时路锥的摆放与回收的人工摆放,实现路锥摆放和回收的全自动化。减少公路作业的危险性,提高工作人员的工作时的人身安全。提高公路作业效率,节省时间。通过车辆的匀速行进及装置的定速运动,实现了路锥的等间距摆放,并可通过改变车辆的
自动装卸码垛装置.pdf
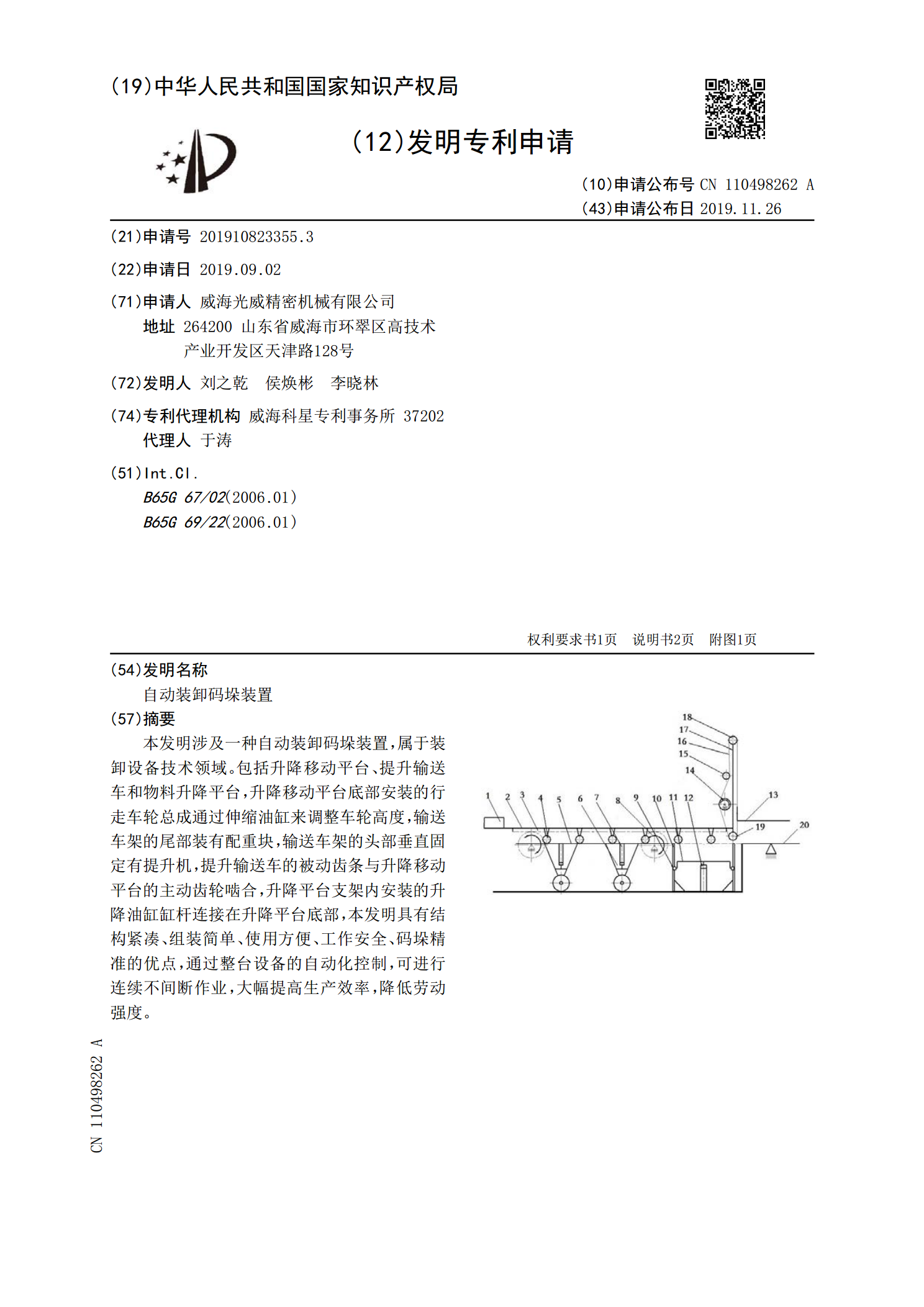
本发明涉及一种自动装卸码垛装置,属于装卸设备技术领域。包括升降移动平台、提升输送车和物料升降平台,升降移动平台底部安装的行走车轮总成通过伸缩油缸来调整车轮高度,输送车架的尾部装有配重块,输送车架的头部垂直固定有提升机,提升输送车的被动齿条与升降移动平台的主动齿轮啮合,升降平台支架内安装的升降油缸缸杆连接在升降平台底部,本发明具有结构紧凑、组装简单、使用方便、工作安全、码垛精准的优点,通过整台设备的自动化控制,可进行连续不间断作业,大幅提高生产效率,降低劳动强度。