
一种陶瓷管内表面抛光装置及抛光方法.pdf

兴朝****45

1/8

2/8
3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种陶瓷管内表面抛光装置及抛光方法.pdf
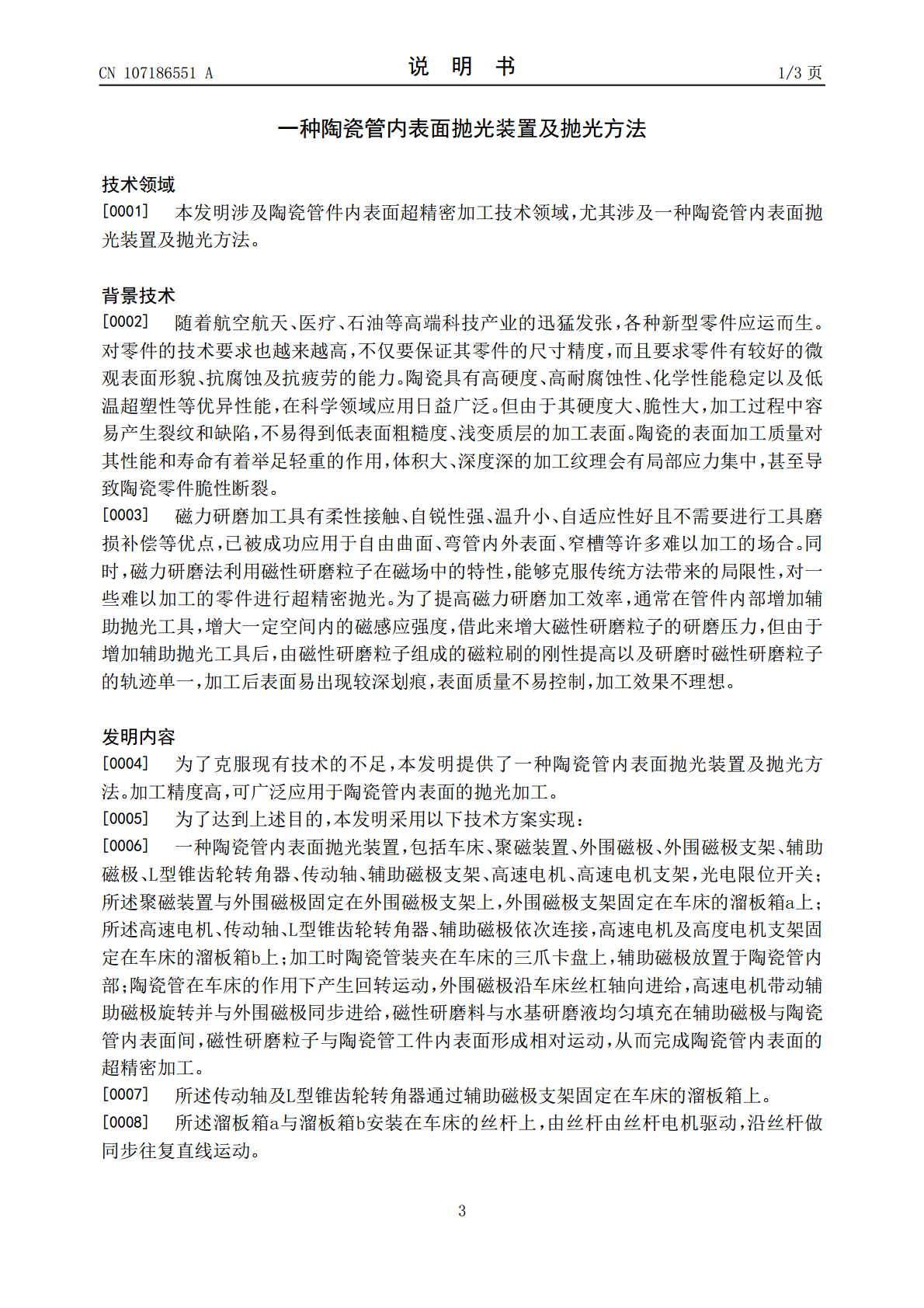
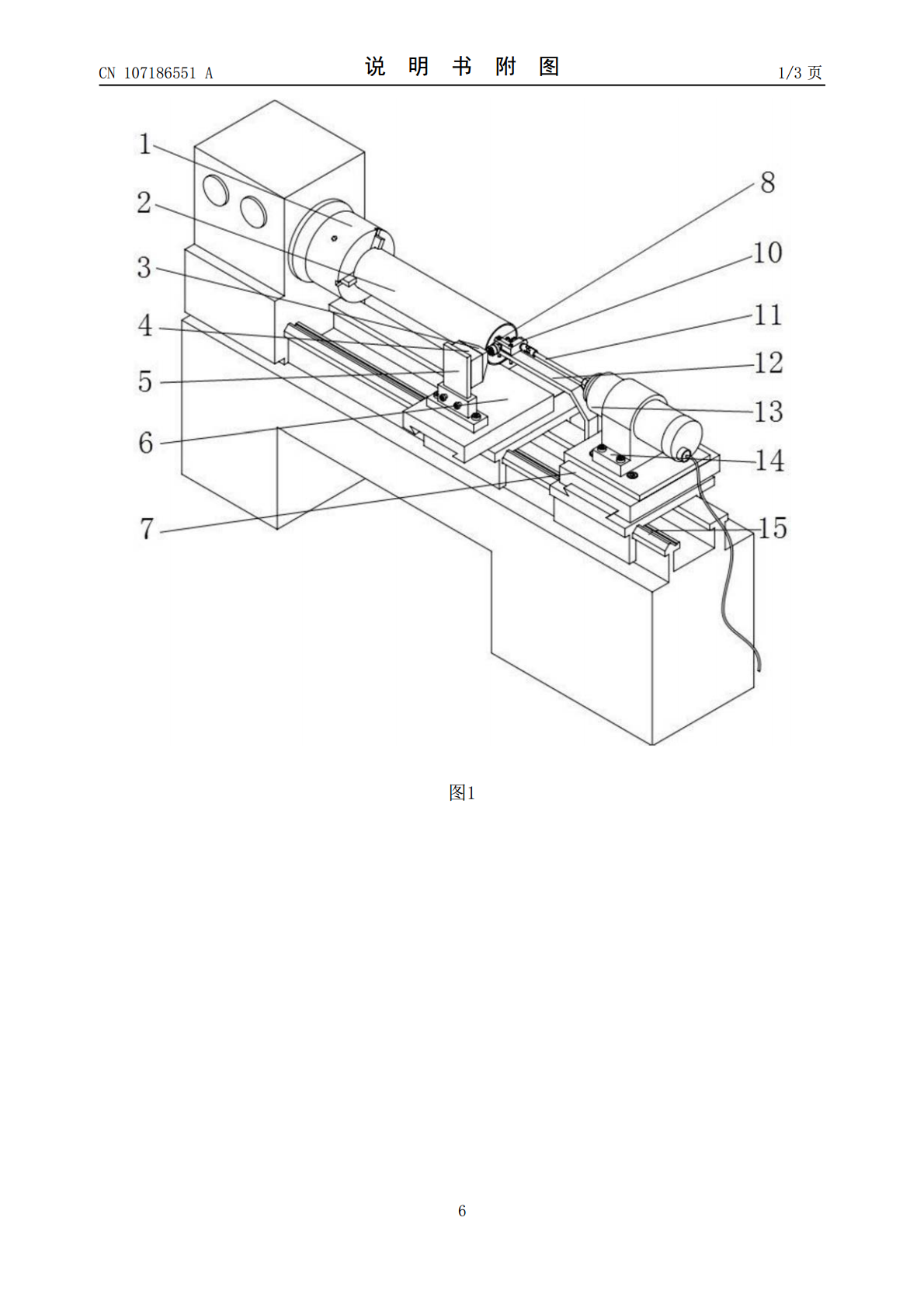
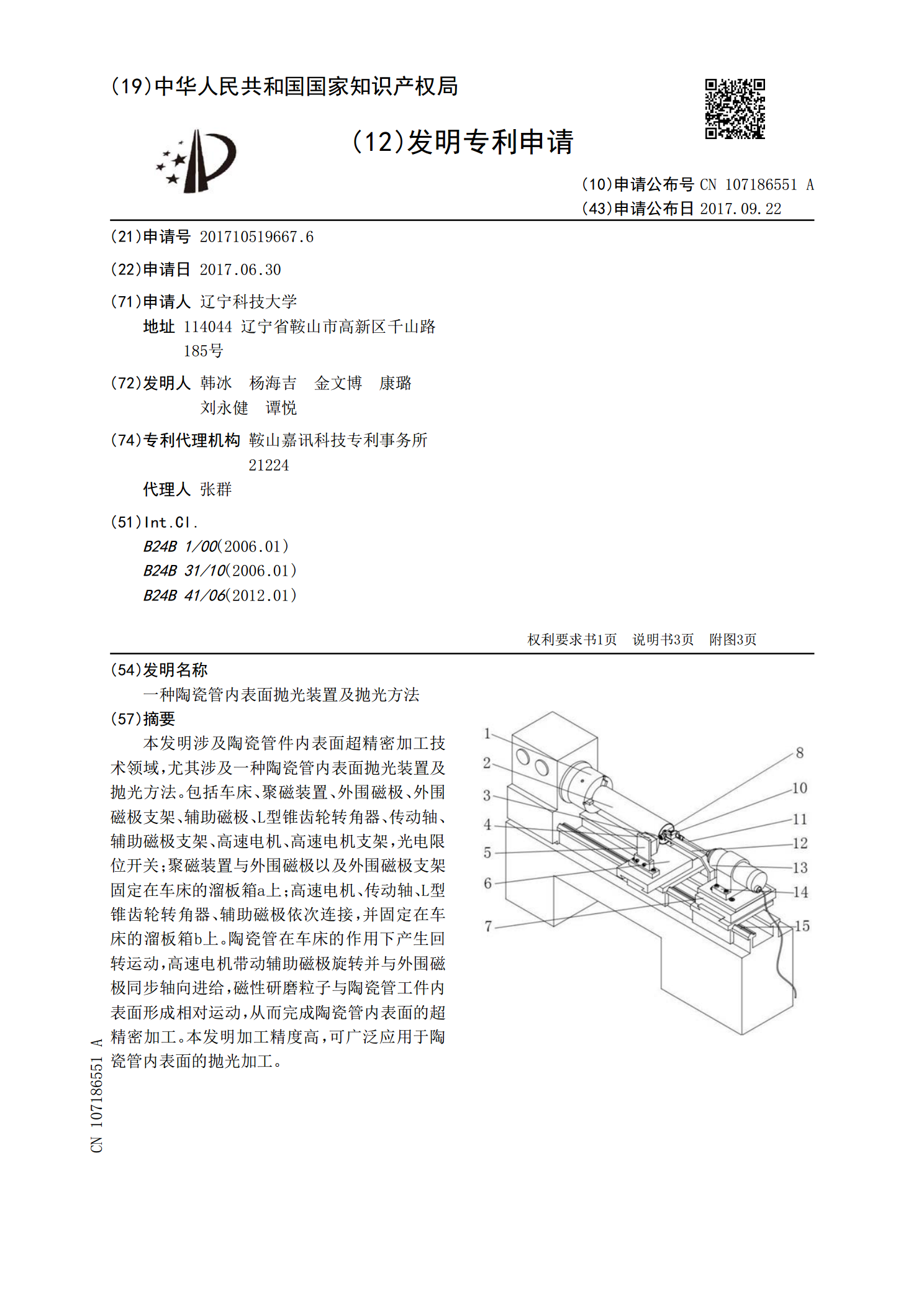
本发明涉及陶瓷管件内表面超精密加工技术领域,尤其涉及一种陶瓷管内表面抛光装置及抛光方法。包括车床、聚磁装置、外围磁极、外围磁极支架、辅助磁极、L型锥齿轮转角器、传动轴、辅助磁极支架、高速电机、高速电机支架,光电限位开关;聚磁装置与外围磁极以及外围磁极支架固定在车床的溜板箱a上;高速电机、传动轴、L型锥齿轮转角器、辅助磁极依次连接,并固定在车床的溜板箱b上。陶瓷管在车床的作用下产生回转运动,高速电机带动辅助磁极旋转并与外围磁极同步轴向进给,磁性研磨粒子与陶瓷管工件内表面形成相对运动,从而完成陶瓷管内表面的超

一种厚壁陶瓷管内表面磁力研磨抛光方法及其装置.pdf
本发明公开了一种厚壁陶瓷管内表面磁力研磨抛光方法及其装置,该方法包括:将厚壁陶瓷管装夹在三爪卡盘上;将两块永久磁铁分别以N-S或S-N磁极端安放在磁极架两端;进行磁性磨料的配制;将配制的磁性磨料吸附在V型磁铁上,把吸附有磁性磨料的V型磁铁安放进厚壁陶瓷管内部;磁性研磨粒子在陶瓷管体内表面进行相互摩擦、挤压,实现对内表面的抛光。该装置包括:基座、变速电机、凸轮、连杆、永久磁铁、磁极架、三爪卡盘、连接轴、连接轴轴承、调速电机、变速启动开关、调速启动开关、移动平台、导轨、磁性磨料和V形磁铁。本发明采用直线往复运
导磁管内表面研磨抛光装置.pdf
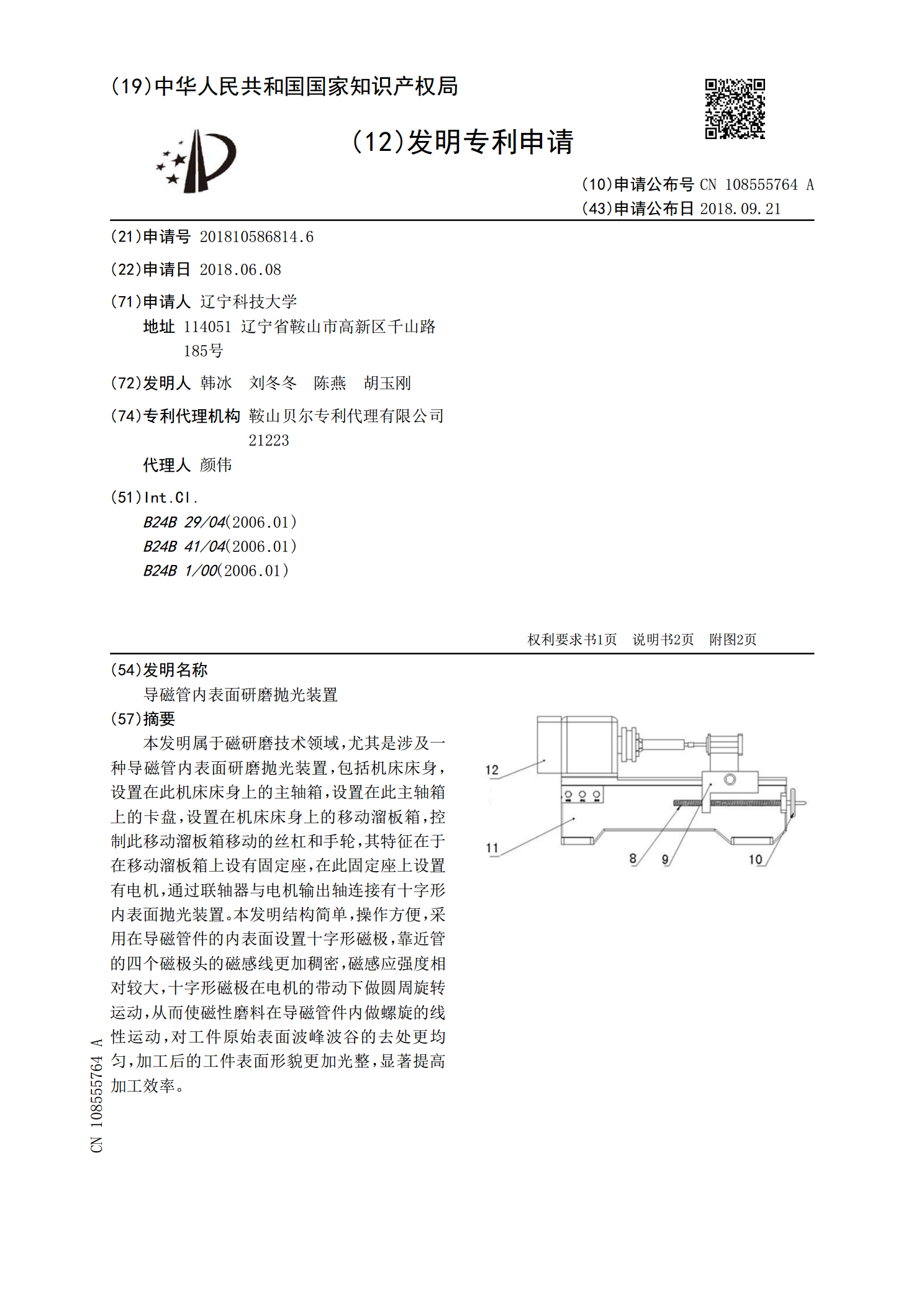
本发明属于磁研磨技术领域,尤其是涉及一种导磁管内表面研磨抛光装置,包括机床床身,设置在此机床床身上的主轴箱,设置在此主轴箱上的卡盘,设置在机床床身上的移动溜板箱,控制此移动溜板箱移动的丝杠和手轮,其特征在于在移动溜板箱上设有固定座,在此固定座上设置有电机,通过联轴器与电机输出轴连接有十字形内表面抛光装置。本发明结构简单,操作方便,采用在导磁管件的内表面设置十字形磁极,靠近管的四个磁极头的磁感线更加稠密,磁感应强度相对较大,十字形磁极在电机的带动下做圆周旋转运动,从而使磁性磨料在导磁管件内做螺旋的线性运动,
一种用于管内表面高效抛光的磁粒研磨装置及方法.pdf
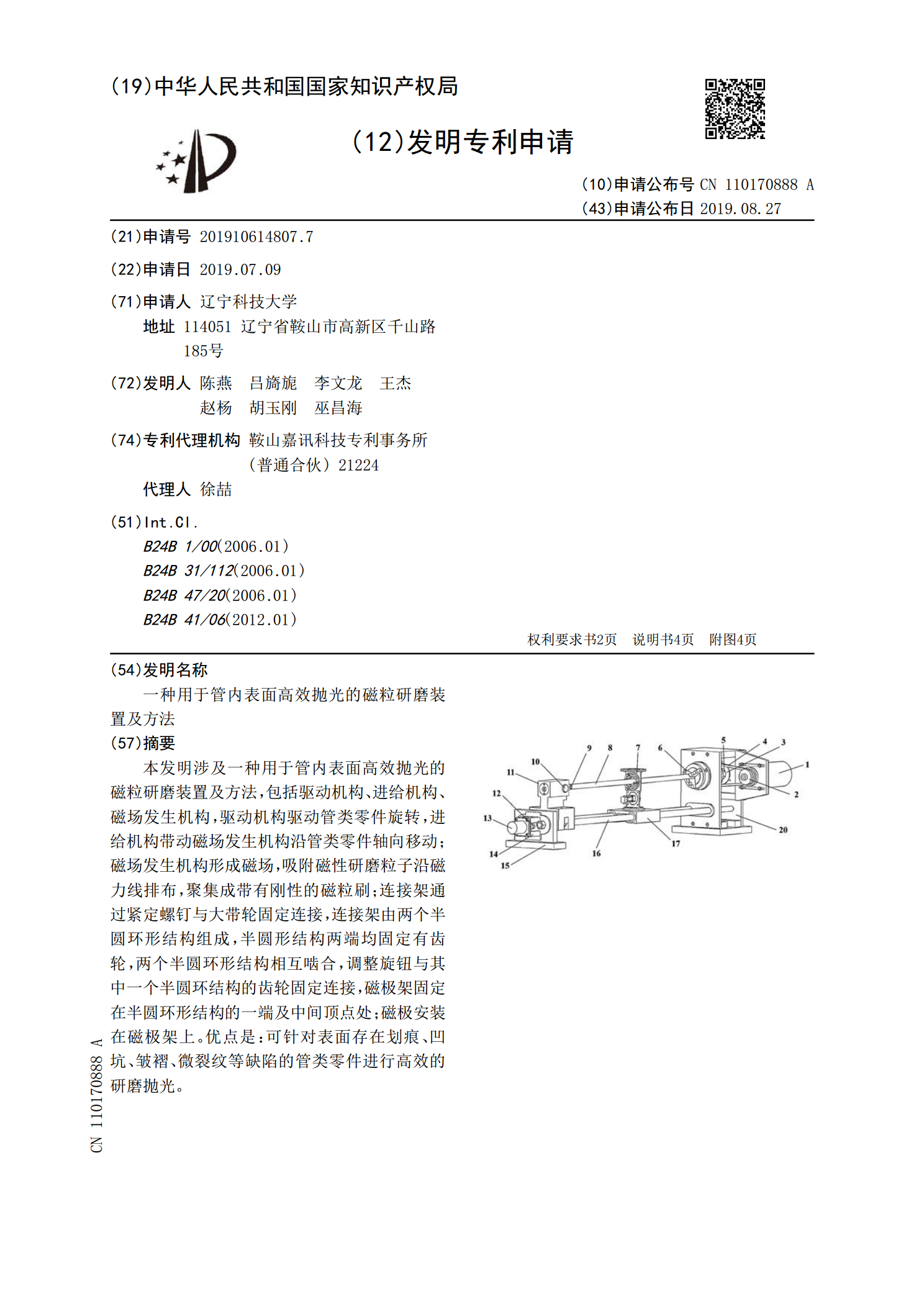
本发明涉及一种用于管内表面高效抛光的磁粒研磨装置及方法,包括驱动机构、进给机构、磁场发生机构,驱动机构驱动管类零件旋转,进给机构带动磁场发生机构沿管类零件轴向移动;磁场发生机构形成磁场,吸附磁性研磨粒子沿磁力线排布,聚集成带有刚性的磁粒刷;连接架通过紧定螺钉与大带轮固定连接,连接架由两个半圆环形结构组成,半圆形结构两端均固定有齿轮,两个半圆环形结构相互啮合,调整旋钮与其中一个半圆环结构的齿轮固定连接,磁极架固定在半圆环形结构的一端及中间顶点处;磁极安装在磁极架上。优点是:可针对表面存在划痕、凹坑、皱褶、微
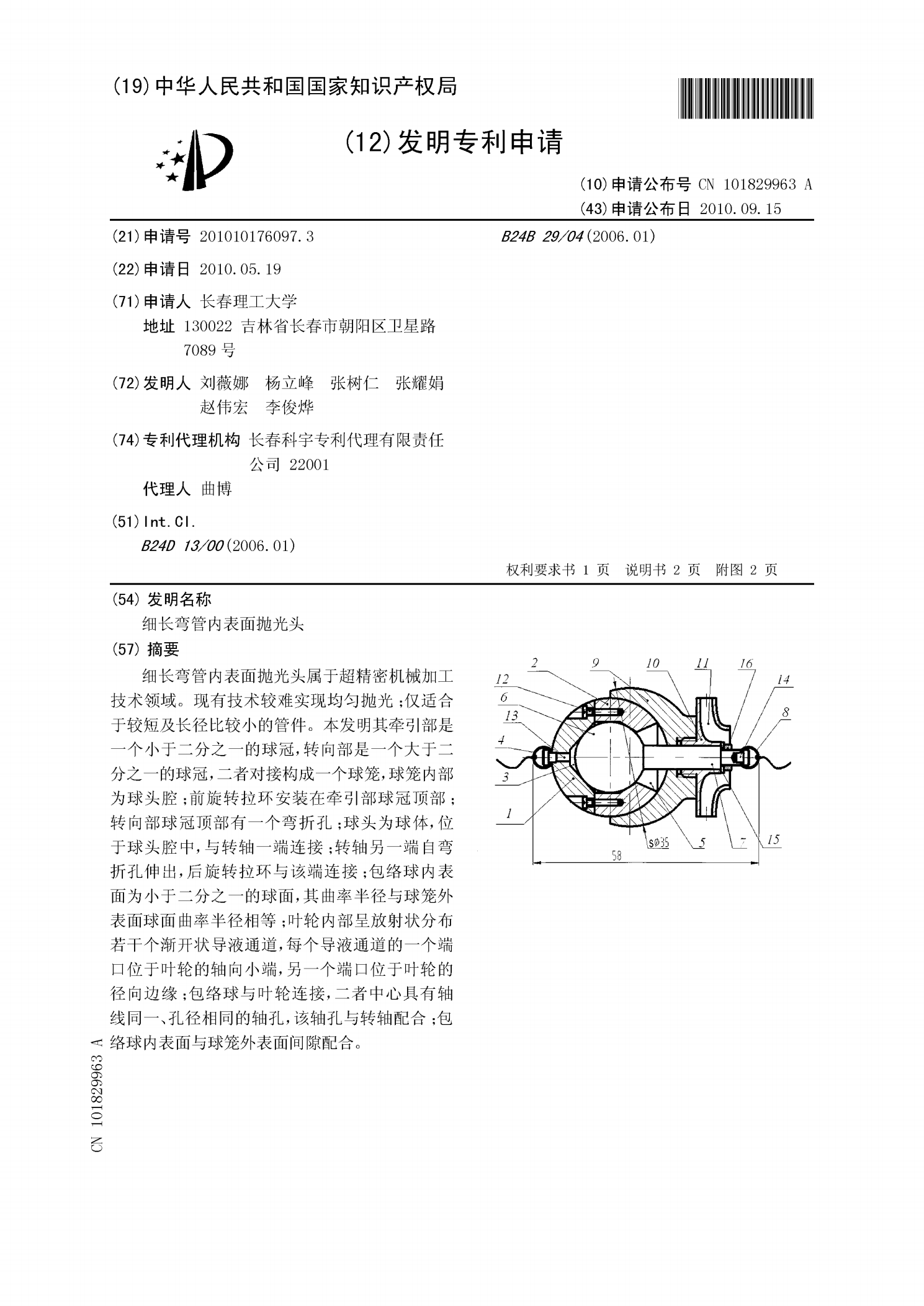
细长弯管内表面抛光头.pdf
细长弯管内表面抛光头属于超精密机械加工技术领域。现有技术较难实现均匀抛光;仅适合于较短及长径比较小的管件。本发明其牵引部是一个小于二分之一的球冠,转向部是一个大于二分之一的球冠,二者对接构成一个球笼,球笼内部为球头腔;前旋转拉环安装在牵引部球冠顶部;转向部球冠顶部有一个弯折孔;球头为球体,位于球头腔中,与转轴一端连接;转轴另一端自弯折孔伸出,后旋转拉环与该端连接;包络球内表面为小于二分之一的球面,其曲率半径与球笼外表面球面曲率半径相等;叶轮内部呈放射状分布若干个渐开状导液通道,每个导液通道的一个端口位于叶