
基于板料体积成形的双联齿轮锻造工艺与模具.pdf

一只****生物

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于板料体积成形的双联齿轮锻造工艺与模具.pdf
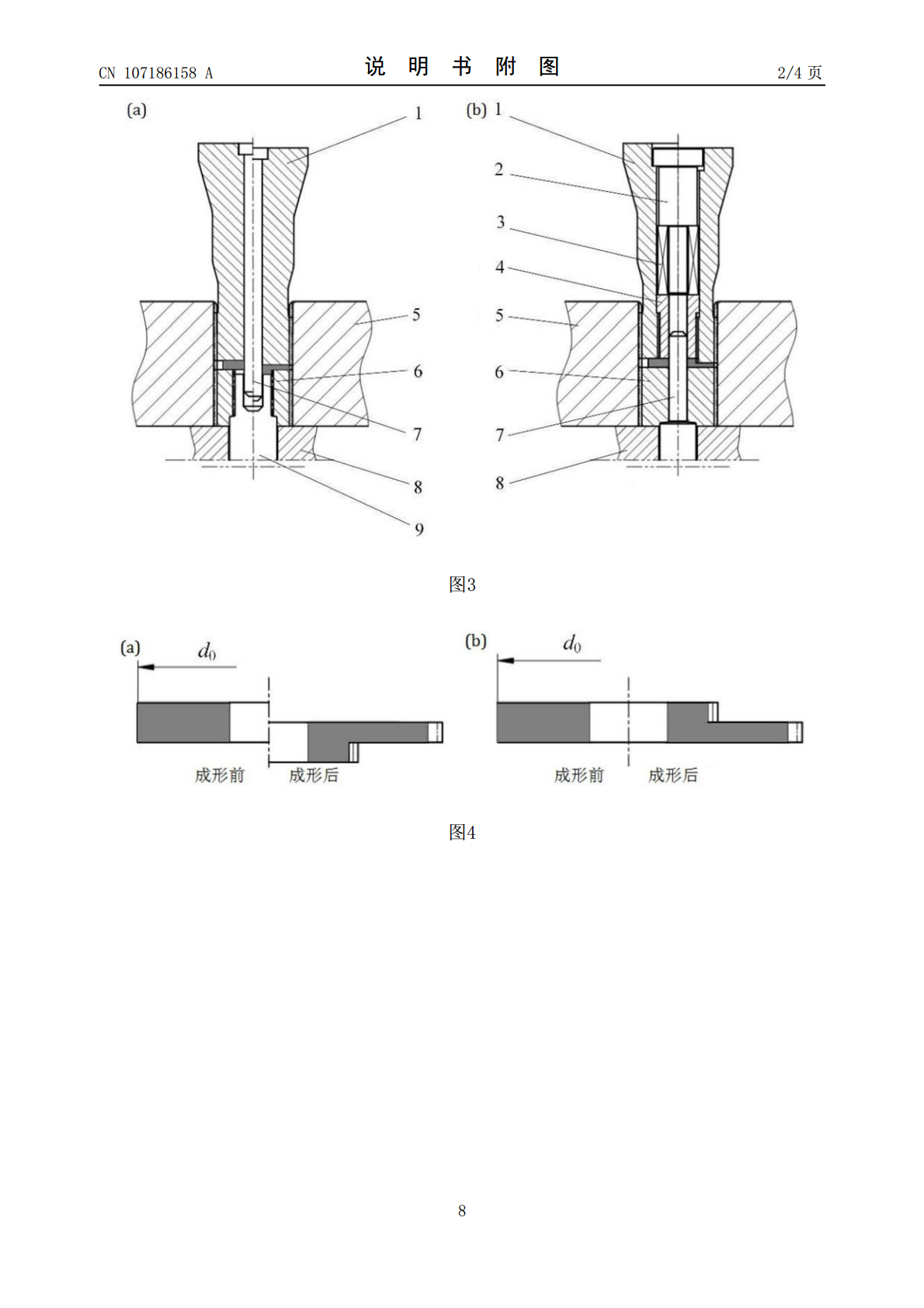
一种金属塑性成形技术领域的基于板料体积成形的双联齿轮锻造工艺和模具,首先根据设计的成品通过激光切割或冲裁获取环形板坯,环形板坯的轴孔与成品轴孔尺寸相同;然后剪切成形法兰内齿,同时内齿外侧的法兰部分镦粗减薄;最后挤压成形法兰外齿。本发明在一个工序中先后完成法兰内齿的剪切成形、内齿外侧法兰区域的镦粗减薄以及法兰外齿的挤压成形,成形的双联齿轮表面质量好、尺寸精度高,材料利用率高,属于近净成形,同时还具有模具成本低的优点。

双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法.pdf
本发明提供了一种双联齿轮锻造模具及使用该锻造模具的双联齿轮锻造方法,双联齿轮锻造模具,其包括预锻模具组和终锻模具组;终锻模具组包括终锻上模、终锻冲头、终锻凹模上块和一对终锻卡子,终锻凹模上块中部开有凹模容置孔,一对终锻卡子置于该凹模容置孔内且两个终锻卡子之间形成卡箍腔,在该卡箍腔的下方设有终锻凹模顶块,此终锻凹模顶块的顶部设有顶块凸起,终锻上模上开有终锻冲压孔,终锻冲头通过终锻冲压孔与终锻上模相抵接且该终锻冲头的头部处于终锻上模外部,终锻凹模上块与终锻上模抵接时,该终锻冲头的头部置于卡箍腔内。本发明解决了

双联齿轮的锻造工艺.docx
双联齿轮的锻造工艺双联齿轮的锻造工艺摘要:双联齿轮是一种常见的机械传动装置,广泛应用于各个工业领域。本文就双联齿轮的锻造工艺进行了详细的研究和分析。首先介绍了双联齿轮的基本结构和工作原理,接着阐述了锻造工艺的背景及意义。然后分析了传统的锻造工艺的优缺点,并提出了改进方案。最后,对双联齿轮的锻造工艺进行了仿真和实验验证,并总结了研究成果和展望。第一节:引言双联齿轮是一种由两个或多个齿轮组合而成的传动装置。它通过齿轮的啮合和旋转来传递动力和转矩,并实现不同转速的转换。双联齿轮具有结构简单、效率高等优点,被广泛

双联齿轮坯的锻造工艺.docx
双联齿轮坯的锻造工艺双联齿轮坯的锻造工艺摘要:本文主要研究了双联齿轮坯的锻造工艺。通过分析双联齿轮坯的结构特点和材料性能,确定了合适的锻造工艺参数。通过应力分析和模拟软件仿真,优化了双联齿轮坯的锻造工艺流程。实验证明,该工艺可以获得质量良好的双联齿轮坯。关键词:双联齿轮坯;锻造工艺;工艺参数;应力分析第一章引言双联齿轮坯作为一种重要的机械零部件,在工业生产中起到了关键的作用。它通常由锻造工艺制成,具有高强度、高硬度和较好的韧性等特点。因此,研究双联齿轮坯的锻造工艺具有重要的理论和应用价值。第二章双联齿轮坯

双联齿轮精密塑性成形研究与模具设计.docx
双联齿轮精密塑性成形研究与模具设计双联齿轮是一种常见的机械传动零件,其精度要求高,成形难度大。因此,精密塑性成形技术应运而生。本篇论文将以双联齿轮的精密塑性成形研究与模具设计为题,分别介绍双联齿轮的精密塑性成形工艺、模拟模具设计方案、模具制造和试验结果分析,以期为同行研究提供参考。一、双联齿轮的精密塑性成形工艺双联齿轮的精密塑性成形工艺准备包括材料准备、模具准备、加工前的准备、操作期间的准备和成型后的处理。1、材料准备双联齿轮的精密塑性成形主要使用通过加工、材料性质和成形工艺的优化来减少不良因素的影响。在