
超声波焊缝探伤操作简述PPT课件.ppt

天马****23


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超声波焊缝探伤操作简述PPT课件.ppt
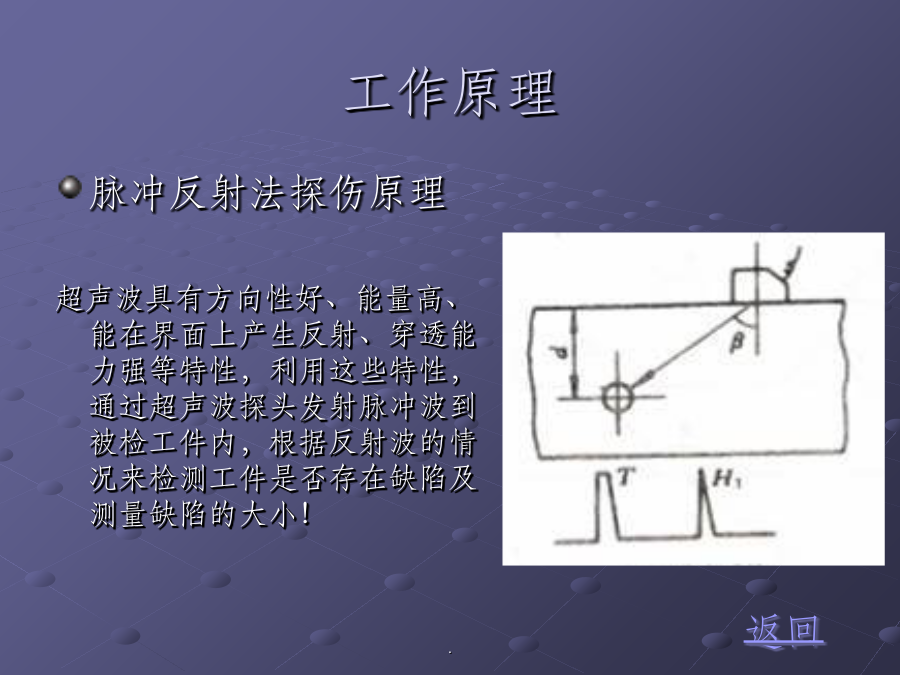
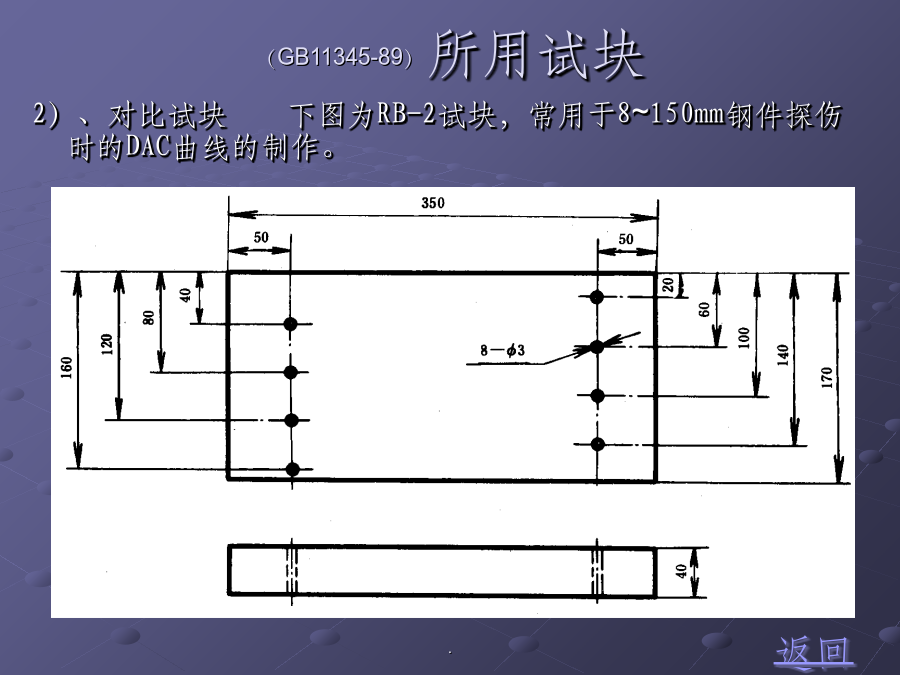
超声波探伤操作前言目录工作原理仪器面板介绍准备工作探头的选择(GB11345-89)所用试块(GB11345-89)所用试块仪器的调校仪器的调校1)、设置[DAC]菜单中[DAC曲线]=on,开始制作曲线。2)、用斜探头扫射RB-2试块上深度为10mm的φ3孔,找到最高回波,使用闸门套住该回波,调节回波高度为80%,选中DAC主菜单,按“打印”键,此时记录了第一个回波参考点,并画出第一段曲线。3)、重复2项操作,依次记录20mm、30mm、40mm、50mm等由浅到深的孔的回波,在记录完成所需回波参考点后

焊缝的超声波探伤ppt课件.ppt
焊缝的超声波探伤汇报内容什么是超声波超声波特性超声波的波型超声波声速超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波探伤仪超声波探伤仪超声波探头超声波探头超声波探头参数表示超声波探伤用试块超声波探伤用试块超声波探伤用试块超声波探伤用试块距离-波幅(DAC)曲线绘制探测灵敏度的选定焊接接头类型焊接坡口形式常见焊接缺陷超声波探伤基本方法—直接接触法T探测面的修整耦合剂的选用探头(K值)角度的选择探头频率的选择检验等级检验等级检验等级探伤面及使用折射角探头移动方式探头移

焊缝超声波探伤焊缝超声波探伤定位.docx
第四章焊缝超声波探伤第三节焊缝超声波探伤定位超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。一、斜探头定位与直探头定位的区别纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。图4–7横波探伤定位示意图横波探伤时的定位比较复杂(见图5

焊缝的超声波探伤(课堂PPT).ppt
焊缝的超声波探伤汇报内容什么是超声波超声波特性超声波的波型超声波声速超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波探伤仪超声波探伤仪超声波探头超声波探头超声波探头参数表示超声波探伤用试块超声波探伤用试块超声波探伤用试块超声波探伤用试块距离-波幅(DAC)曲线绘制探测灵敏度的选定焊接接头类型焊接坡口形式常见焊接缺陷超声波探伤基本方法—直接接触法T探测面的修整耦合剂的选用探头(K值)角度的选择探头频率的选择检验等级检验等级检验等级探伤面及使用折射角探头移动方式探头移

焊缝的超声波探伤.ppt
焊缝的超声波探伤汇报内容什么是超声波超声波特性超声波的波型超声波声速超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波探伤仪超声波探伤仪超声波探头超声波探头超声波探头参数表示超声波探伤用试块超声波探伤用试块超声波探伤用试块超声波探伤用试块距离-波幅(DAC)曲线绘制探测灵敏度的选定焊接接头类型焊接坡口形式常见焊接缺陷超声波探伤基本方法—直接接触法T探测面的修整耦合剂的选用探头(K值)角度的选择探头频率的选择检验等级检验等级检验等级探伤面及使用折射角探头移动方式探头移