
一种不锈钢管表面抛光工艺.pdf

岚风****55

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种不锈钢管表面抛光工艺.pdf
本发明公开了一种不锈钢管表面抛光工艺,包括如下步骤:(1)选择表面无漏焊、焊穿、焊点深浅不均匀、局部凹陷、对接不齐的钢管;(2)粗磨:采用600#的砂带对钢管表面进行打磨,直至钢管表面粗糙度为R0.9‑0.8mm;(3)半精磨:采用800#的砂带按照上述打磨方式对钢管表面进行打磨,直至钢管表面粗糙度为R0.4‑0.3mm;(4)精磨:采用1000#的砂带按照上述打磨方式对钢管表面进行打磨,对上述工序中出现的细纹进行修正磨削,直至钢管表面粗糙度为R0.1mm;(5)对钢管表面进行打蜡处理,再采用羊毛轮,通过
镜面效果的不锈钢管表面抛光工艺.pdf
本发明公开了镜面效果的不锈钢管表面抛光工艺,包括如下步骤:(1)粗磨:将不锈钢管在双头打磨抛光机上用80#或120#的砂带进行反复的打磨;(2)二次粗磨:将步骤(1)打磨后的不锈钢管再用180#的砂带进行打磨;(3)半精磨:将步骤(2)打磨后的不锈钢管再用240#的砂带进行打磨;(4)精磨:将步骤(3)打磨后的不锈钢管再用320#的砂带进行打磨;(5)二次精磨:将步骤(4)打磨后的不锈钢管再用400#的砂带进行打磨;(6)半出光:将步骤(5)打磨后的不锈钢管用麻轮反复抛光4‑5次,抛光过程使用抛光白腊进行

一种表面抛光工艺方法.pdf
本发明公开了一种表面抛光工艺方法,其包括以下步骤:1)粗加工:要求平面度0.01以内;2)半精加工:要求平面度0.005以内,光洁度达到0.4以内;3)精加工:选用粒度为1500粒的合金砂轮;将所选用的砂轮装在平面磨床上,选用紫铜块,对所选用的砂轮进行一次粗修处理,要求光洁度0.6以内;在同样的所述紫铜块上面,进行二次修砂轮,要求光洁度在0.4以内;选用钼块,对二次粗修后的砂轮进行精修处理,进行精修砂轮下刀量最多在0.001,要求钼块的面粗度在0.1以内将经过所述半精加工后的抛光工件在精修后的砂轮上进行最
一种多表面抛光工艺.pdf
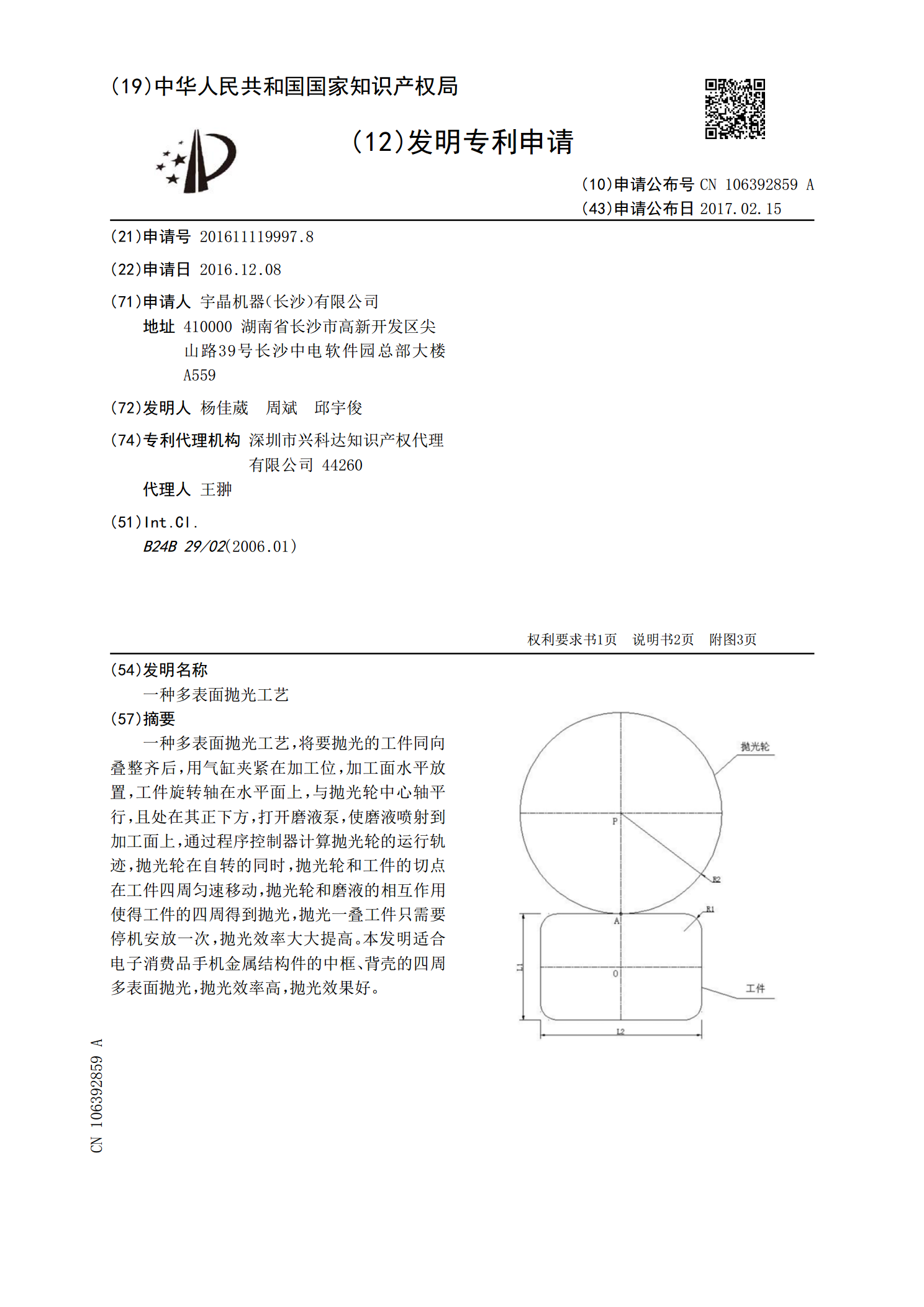
一种多表面抛光工艺,将要抛光的工件同向叠整齐后,用气缸夹紧在加工位,加工面水平放置,工件旋转轴在水平面上,与抛光轮中心轴平行,且处在其正下方,打开磨液泵,使磨液喷射到加工面上,通过程序控制器计算抛光轮的运行轨迹,抛光轮在自转的同时,抛光轮和工件的切点在工件四周匀速移动,抛光轮和磨液的相互作用使得工件的四周得到抛光,抛光一叠工件只需要停机安放一次,抛光效率大大提高。本发明适合电子消费品手机金属结构件的中框、背壳的四周多表面抛光,抛光效率高,抛光效果好。

一种轮毂表面抛光工艺.pdf
本发明公开了一种轮毂表面抛光工艺,涉及轮毂加工领域,通过脱脂、冲洗、配制抛光液、抛光反应、浸泡、烘干、打磨七个步骤制得,该种轮毂表面抛光工艺,采用该方法对轮毂的表面进行抛光具有抛光效果好、表面光亮度高的优点,而且可以节育大量的人力成本、缩短加工时间。