
一种多工位自动定位装置.pdf

是你****盟主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多工位自动定位装置.pdf
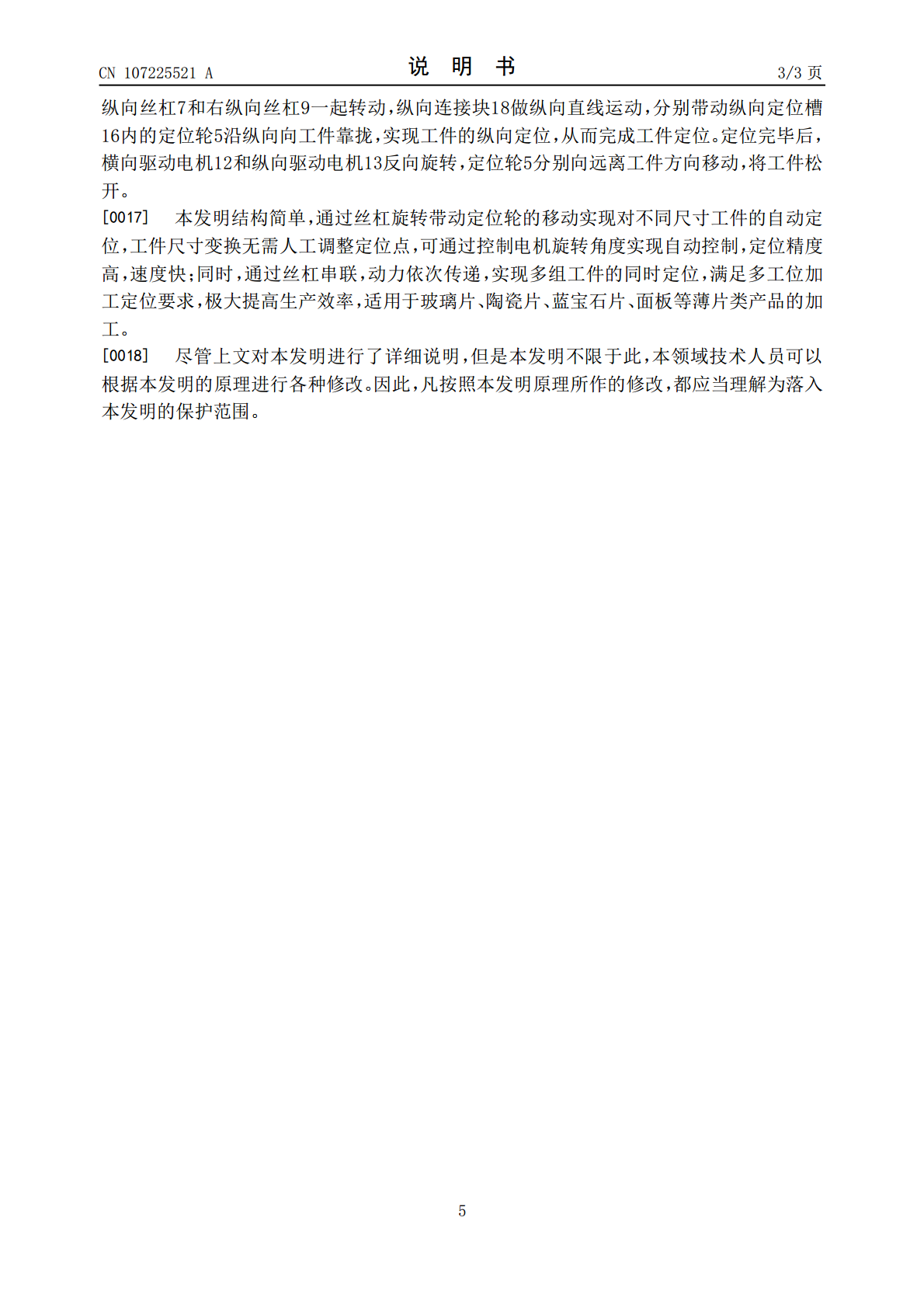
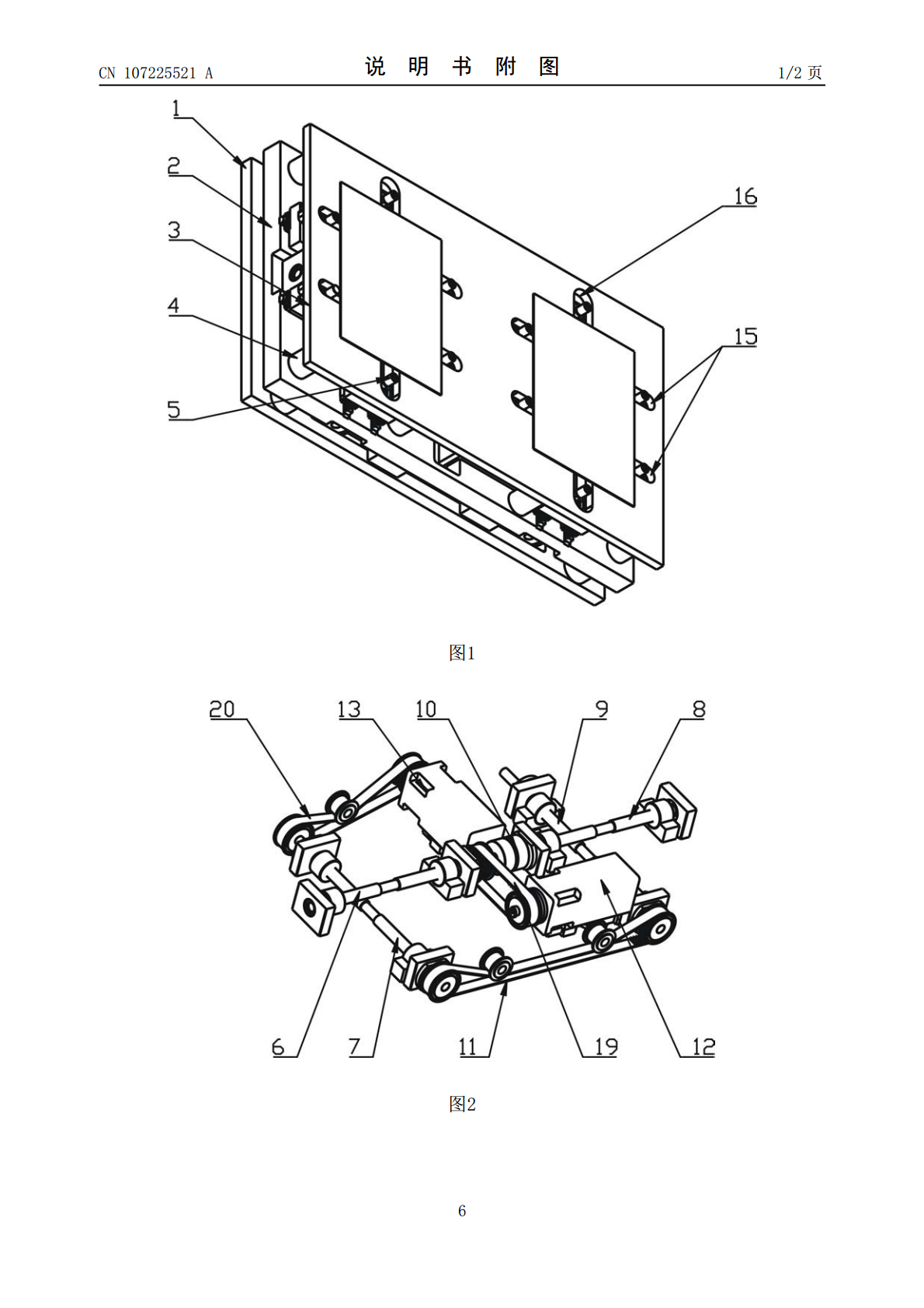
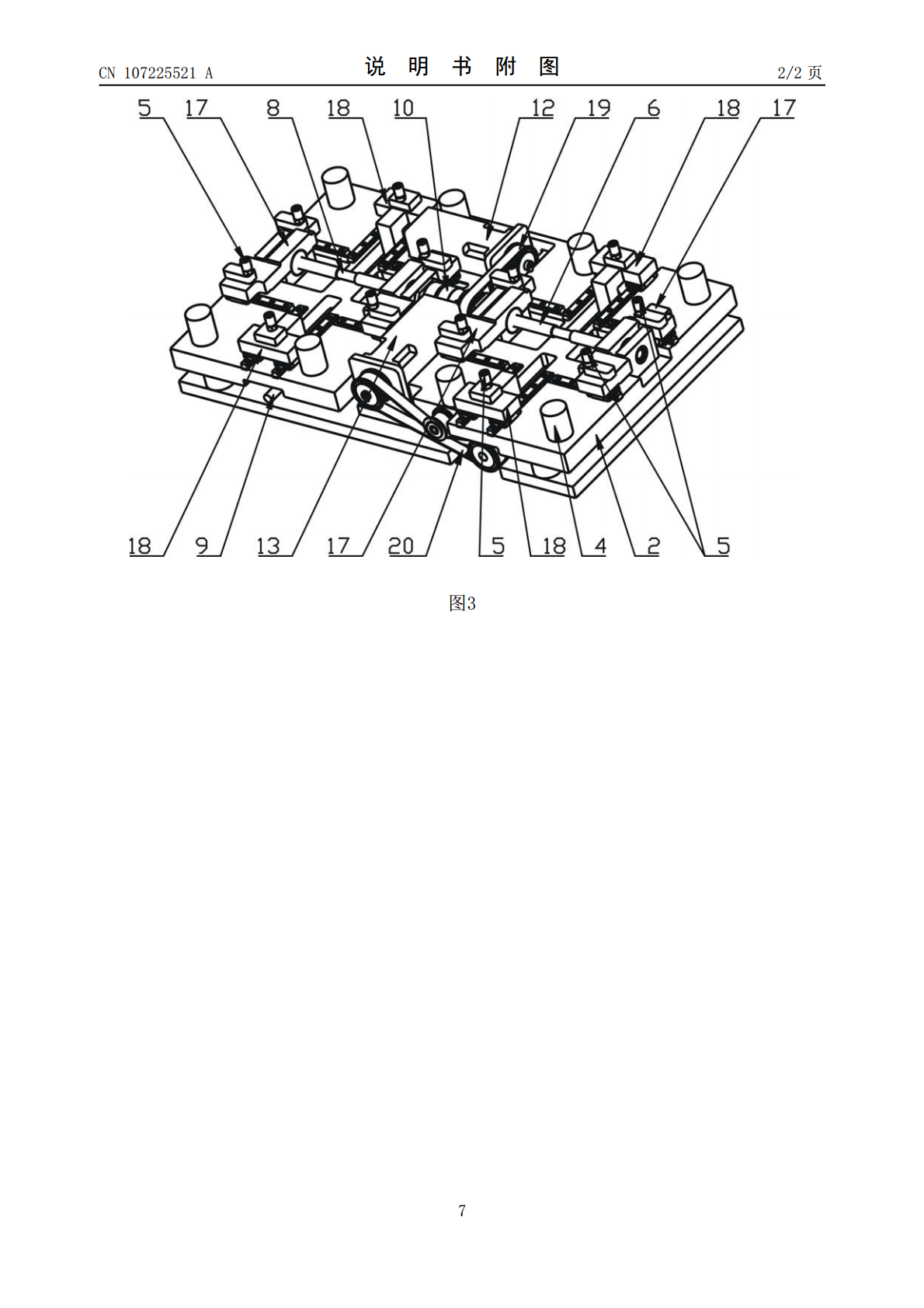
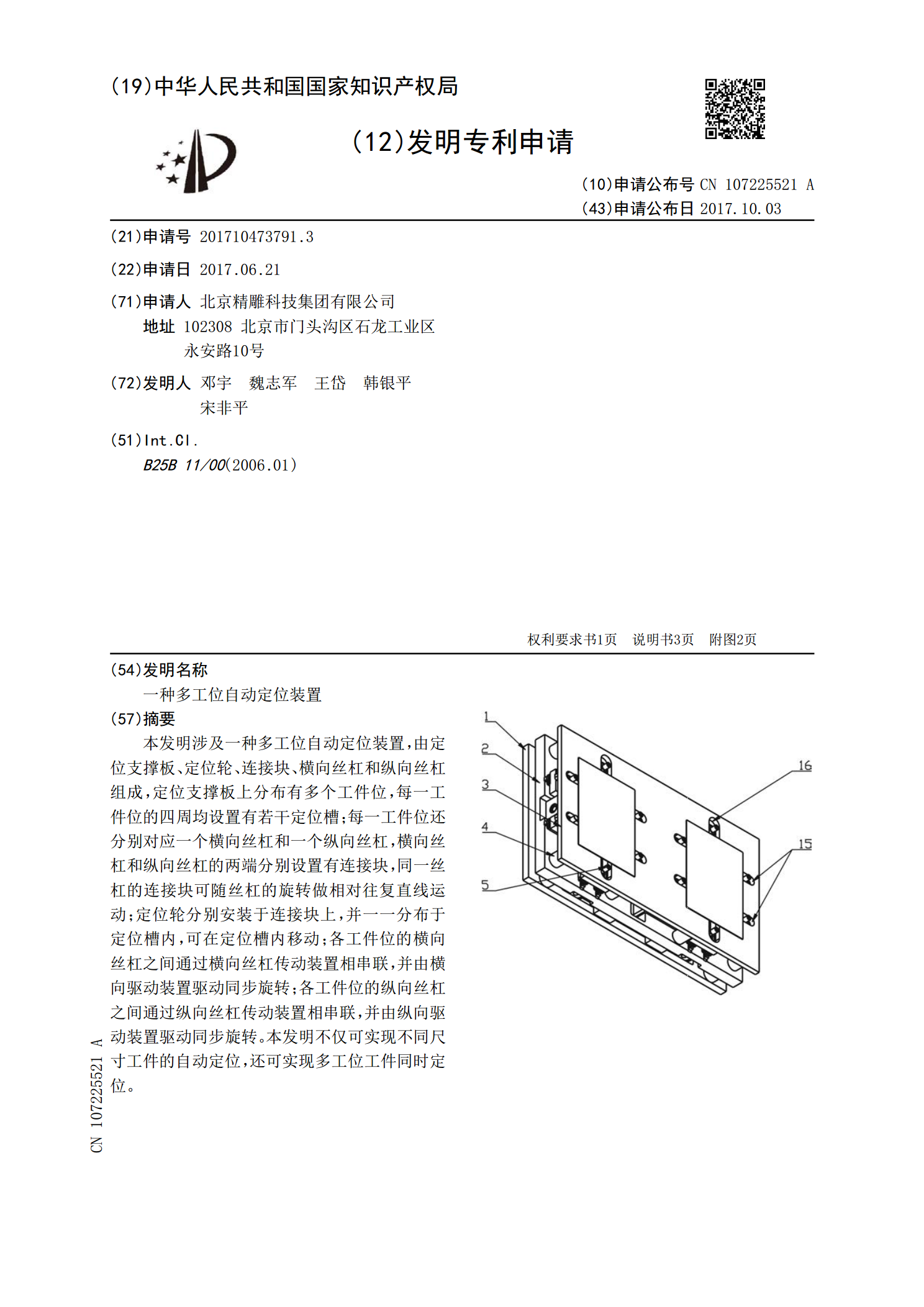
本发明涉及一种多工位自动定位装置,由定位支撑板、定位轮、连接块、横向丝杠和纵向丝杠组成,定位支撑板上分布有多个工件位,每一工件位的四周均设置有若干定位槽;每一工件位还分别对应一个横向丝杠和一个纵向丝杠,横向丝杠和纵向丝杠的两端分别设置有连接块,同一丝杠的连接块可随丝杠的旋转做相对往复直线运动;定位轮分别安装于连接块上,并一一分布于定位槽内,可在定位槽内移动;各工件位的横向丝杠之间通过横向丝杠传动装置相串联,并由横向驱动装置驱动同步旋转;各工件位的纵向丝杠之间通过纵向丝杠传动装置相串联,并由纵向驱动装置驱动
一种多工位木材定位装置.pdf
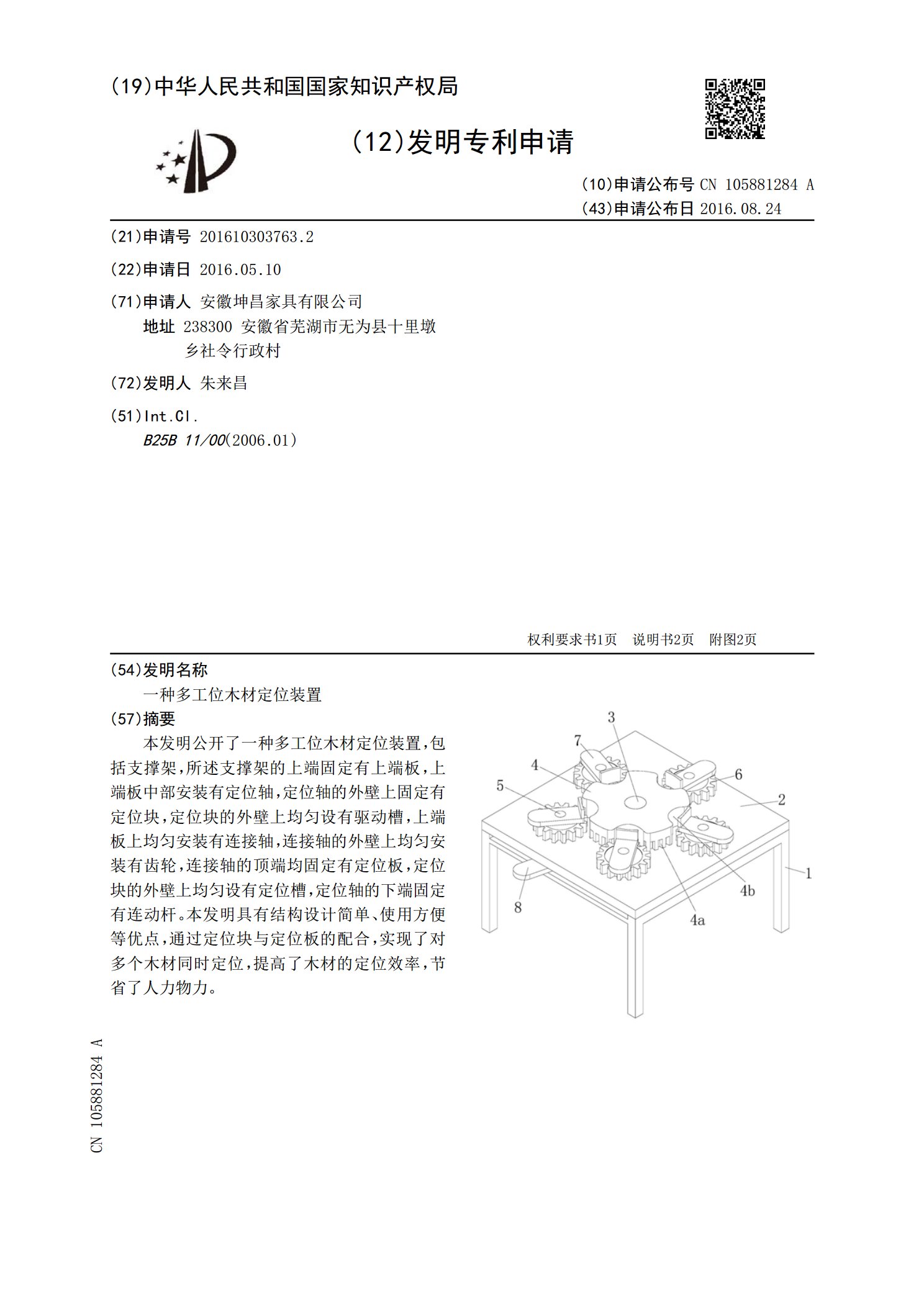
本发明公开了一种多工位木材定位装置,包括支撑架,所述支撑架的上端固定有上端板,上端板中部安装有定位轴,定位轴的外壁上固定有定位块,定位块的外壁上均匀设有驱动槽,上端板上均匀安装有连接轴,连接轴的外壁上均匀安装有齿轮,连接轴的顶端均固定有定位板,定位块的外壁上均匀设有定位槽,定位轴的下端固定有连动杆。本发明具有结构设计简单、使用方便等优点,通过定位块与定位板的配合,实现了对多个木材同时定位,提高了木材的定位效率,节省了人力物力。
一种多工位自动搅拌装置.pdf
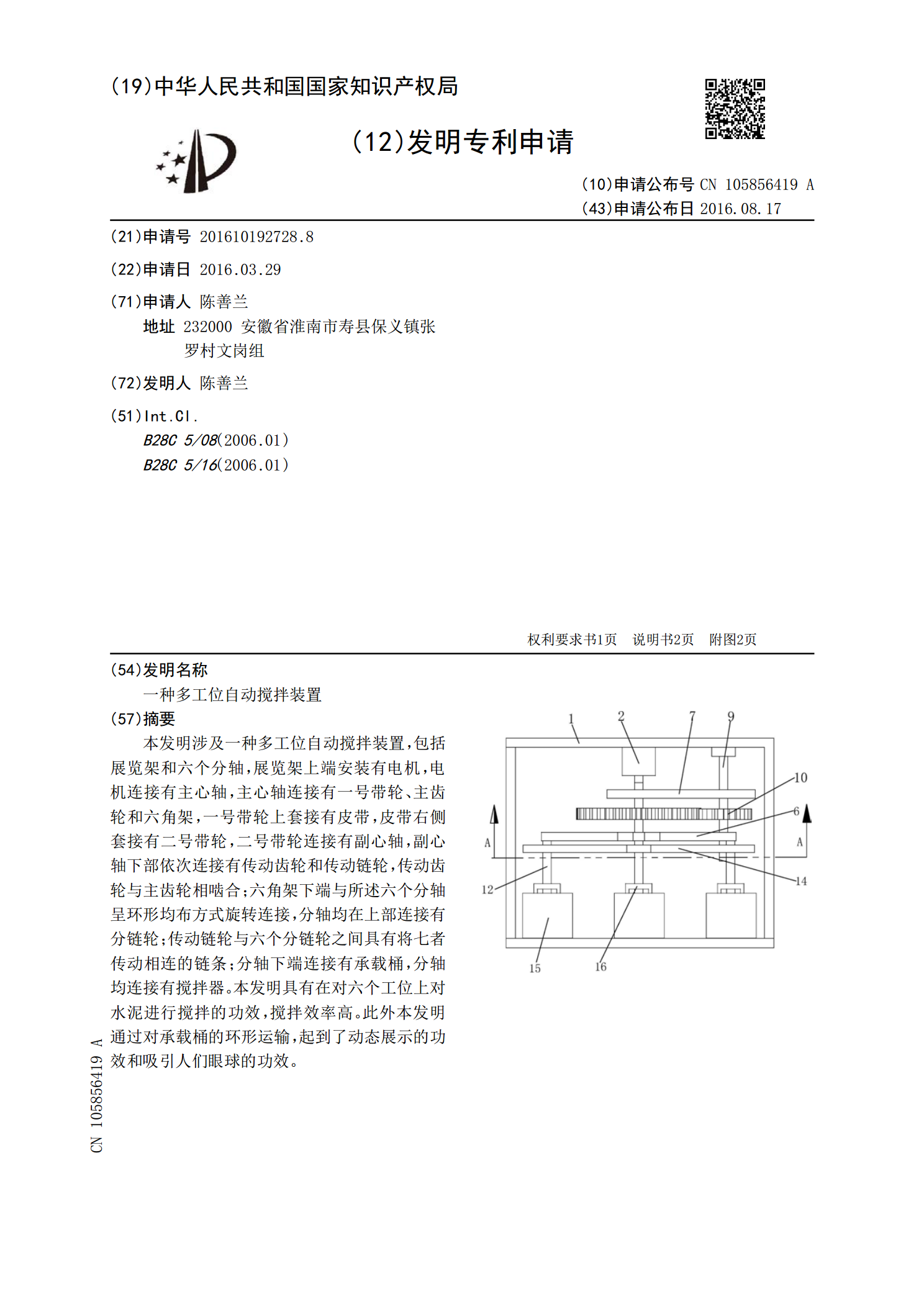
本发明涉及一种多工位自动搅拌装置,包括展览架和六个分轴,展览架上端安装有电机,电机连接有主心轴,主心轴连接有一号带轮、主齿轮和六角架,一号带轮上套接有皮带,皮带右侧套接有二号带轮,二号带轮连接有副心轴,副心轴下部依次连接有传动齿轮和传动链轮,传动齿轮与主齿轮相啮合;六角架下端与所述六个分轴呈环形均布方式旋转连接,分轴均在上部连接有分链轮;传动链轮与六个分链轮之间具有将七者传动相连的链条;分轴下端连接有承载桶,分轴均连接有搅拌器。本发明具有在对六个工位上对水泥进行搅拌的功效,搅拌效率高。此外本发明通过对承载

多工位切换精密定位装置.pdf
本发明公开了一种多工位切换精密定位装置,它包括机座和周侧部位设置有多个加工工位的转盘,转盘通过中心轴连接有被动齿轮,该被动齿轮一侧通过主动齿轮连接有伺服电机,所述精密定位装置设置挡块式定位机构或阻尼式定位机构。该装置采用加工制作简单的机械传动切换和机械定位,具有结构简单、使用操作方便、造价便宜等优点,尤其适合中、小企业多工位一体化加工生产装备。
一种多工位自动打孔攻丝装置.pdf
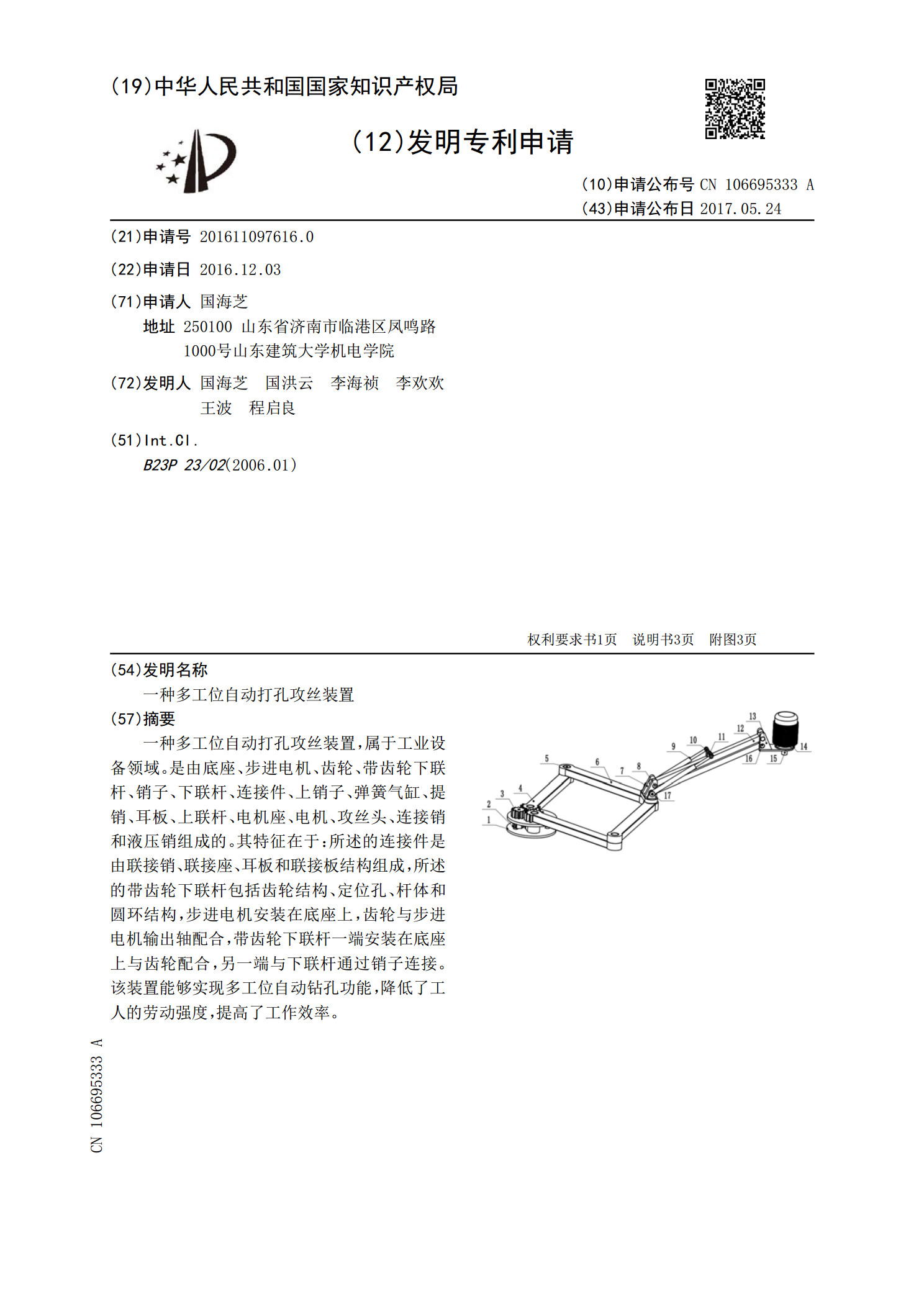
一种多工位自动打孔攻丝装置,属于工业设备领域。是由底座、步进电机、齿轮、带齿轮下联杆、销子、下联杆、连接件、上销子、弹簧气缸、提销、耳板、上联杆、电机座、电机、攻丝头、连接销和液压销组成的。其特征在于:所述的连接件是由联接销、联接座、耳板和联接板结构组成,所述的带齿轮下联杆包括齿轮结构、定位孔、杆体和圆环结构,步进电机安装在底座上,齿轮与步进电机输出轴配合,带齿轮下联杆一端安装在底座上与齿轮配合,另一端与下联杆通过销子连接。该装置能够实现多工位自动钻孔功能,降低了工人的劳动强度,提高了工作效率。