
瓦楞纸板圆压圆模切机.pdf

婀娜****aj

1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
瓦楞纸板圆压圆模切机.pdf
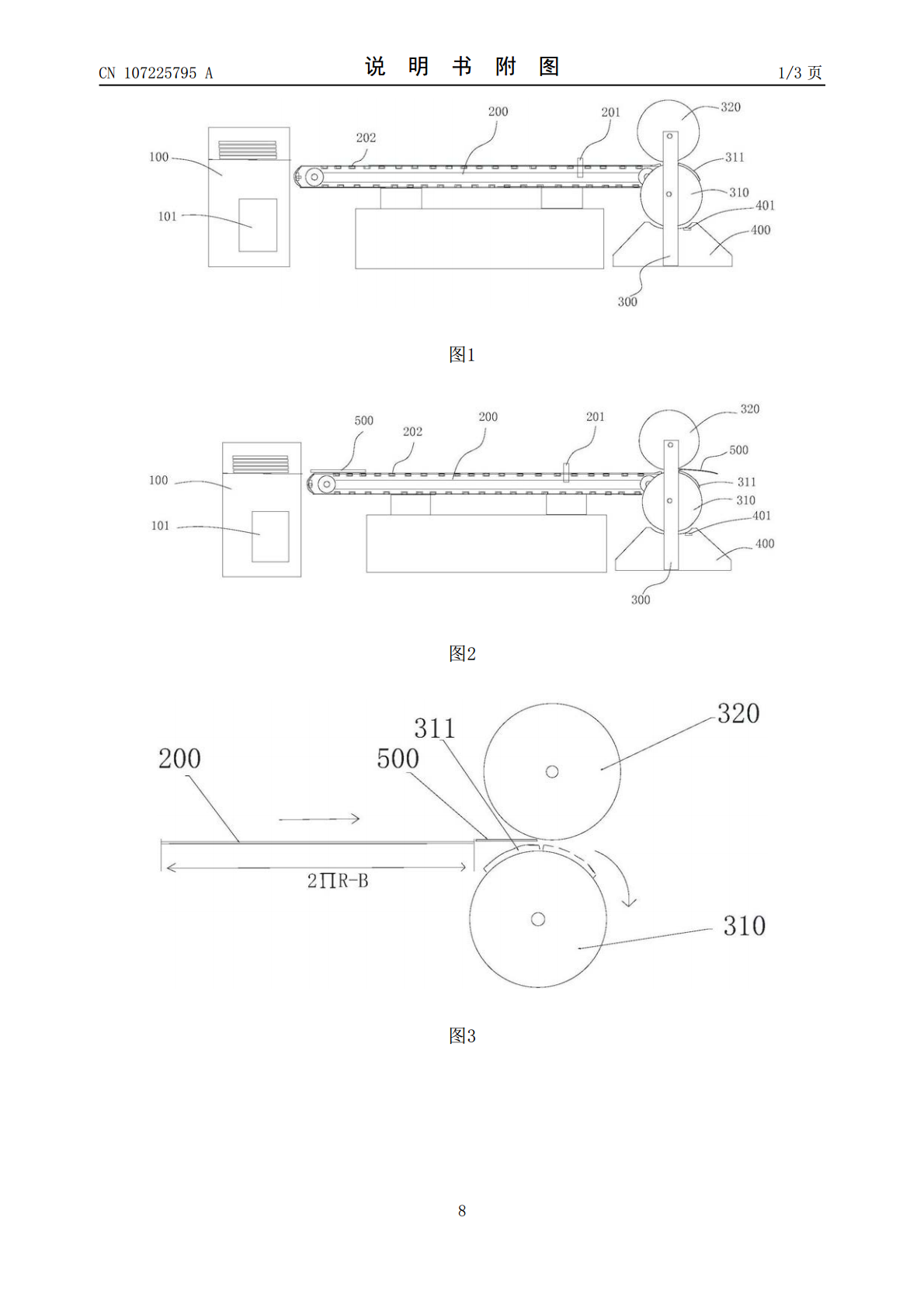
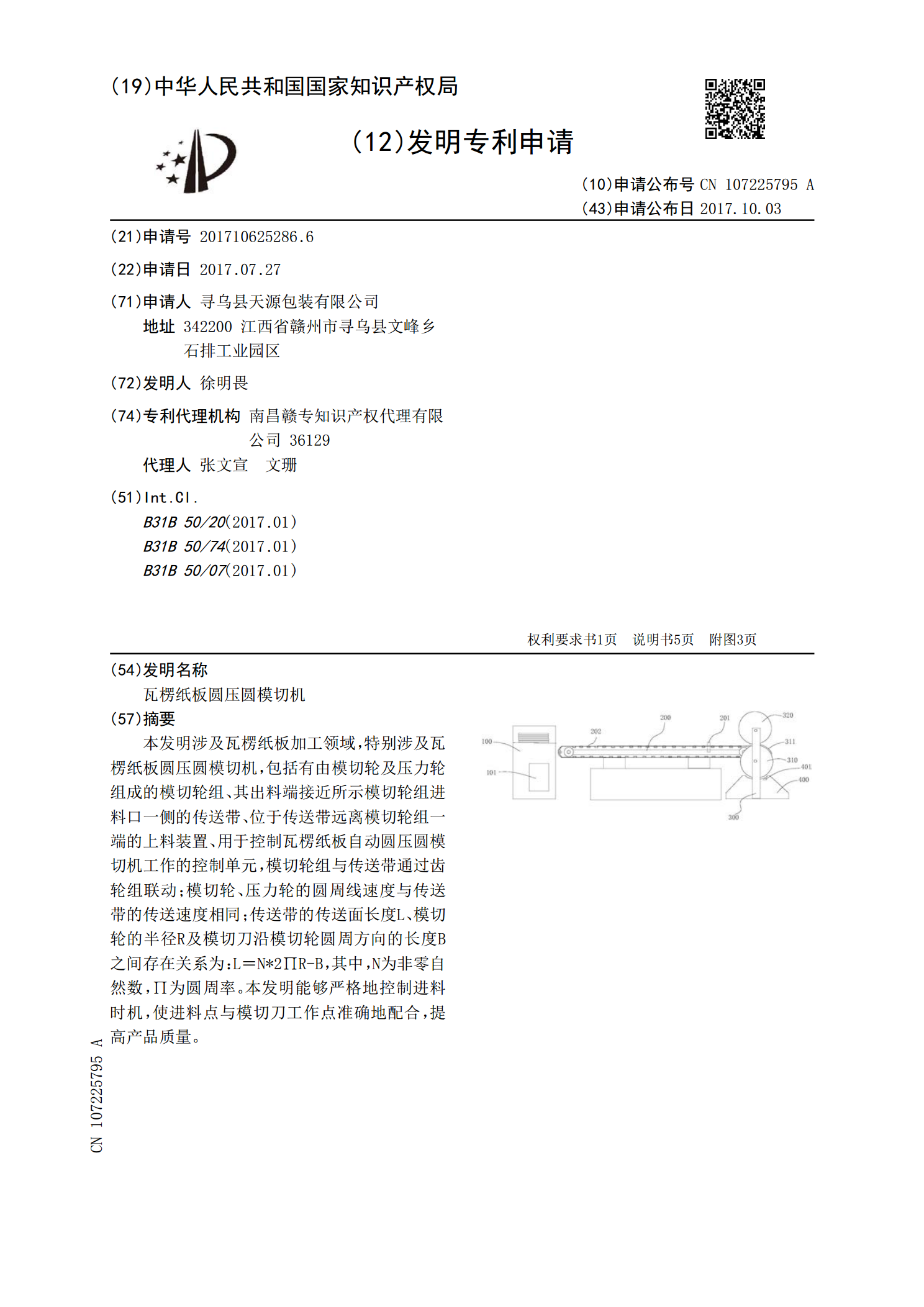
本发明涉及瓦楞纸板加工领域,特别涉及瓦楞纸板圆压圆模切机,包括有由模切轮及压力轮组成的模切轮组、其出料端接近所示模切轮组进料口一侧的传送带、位于传送带远离模切轮组一端的上料装置、用于控制瓦楞纸板自动圆压圆模切机工作的控制单元,模切轮组与传送带通过齿轮组联动;模切轮、压力轮的圆周线速度与传送带的传送速度相同;传送带的传送面长度L、模切轮的半径R及模切刀沿模切轮圆周方向的长度B之间存在关系为:L=N*2∏R‑B,其中,N为非零自然数,∏为圆周率。本发明能够严格地控制进料时机,使进料点与模切刀工作点准确地配合,

ZM系列瓦楞纸板自动圆压圆模切机.doc
ZM系列瓦楞纸板自动圆压圆模切机本机采用双辊轮转滚压的方式,将低、中、高档瓦楞纸板一次性完成切边、切口、滚线、压折叠痕、打孔、打扣手等工序,是制作异型纸箱、纸盒的理想设备。该机采用真空吸附辅助送纸,主机电磁调速,模板辊360°电动调整,胶套辊线速度自动补偿。同时设有电子计数器,脚套修复装置。具有模切精度高、速度快、操作方便、脚套使用寿命长等特点。技术参数序号参数名称单位规格ZM127×1800ZM1270×2000ZM1270×22001最高速度Pieces/min1201201202有效模切尺寸mm12
一种瓦楞纸板圆压圆模切机.pdf
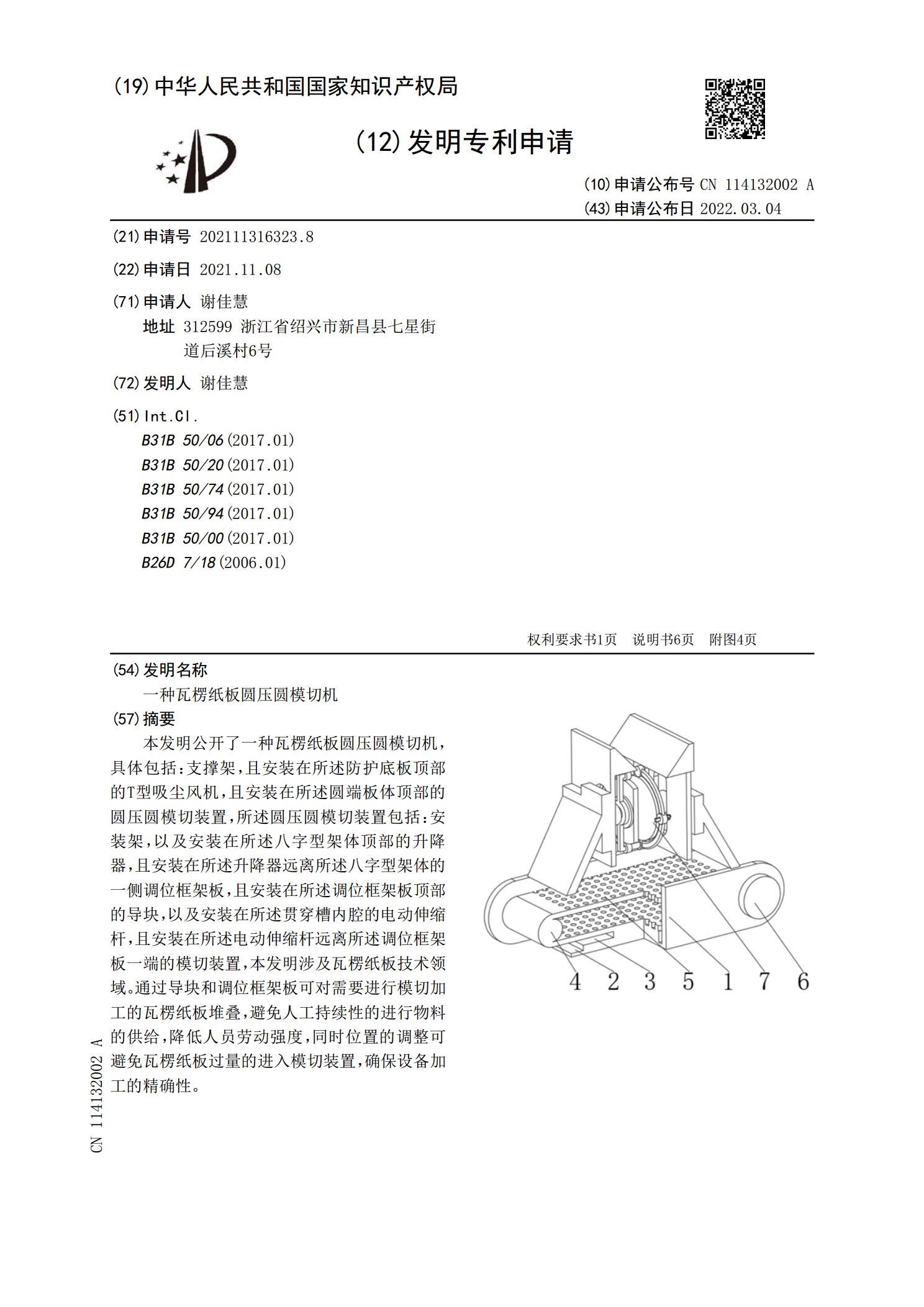
本发明公开了一种瓦楞纸板圆压圆模切机,具体包括:支撑架,且安装在所述防护底板顶部的T型吸尘风机,且安装在所述圆端板体顶部的圆压圆模切装置,所述圆压圆模切装置包括:安装架,以及安装在所述八字型架体顶部的升降器,且安装在所述升降器远离所述八字型架体的一侧调位框架板,且安装在所述调位框架板顶部的导块,以及安装在所述贯穿槽内腔的电动伸缩杆,且安装在所述电动伸缩杆远离所述调位框架板一端的模切装置,本发明涉及瓦楞纸板技术领域。通过导块和调位框架板可对需要进行模切加工的瓦楞纸板堆叠,避免人工持续性的进行物料的供给,降低
一种圆压圆模切机.pdf
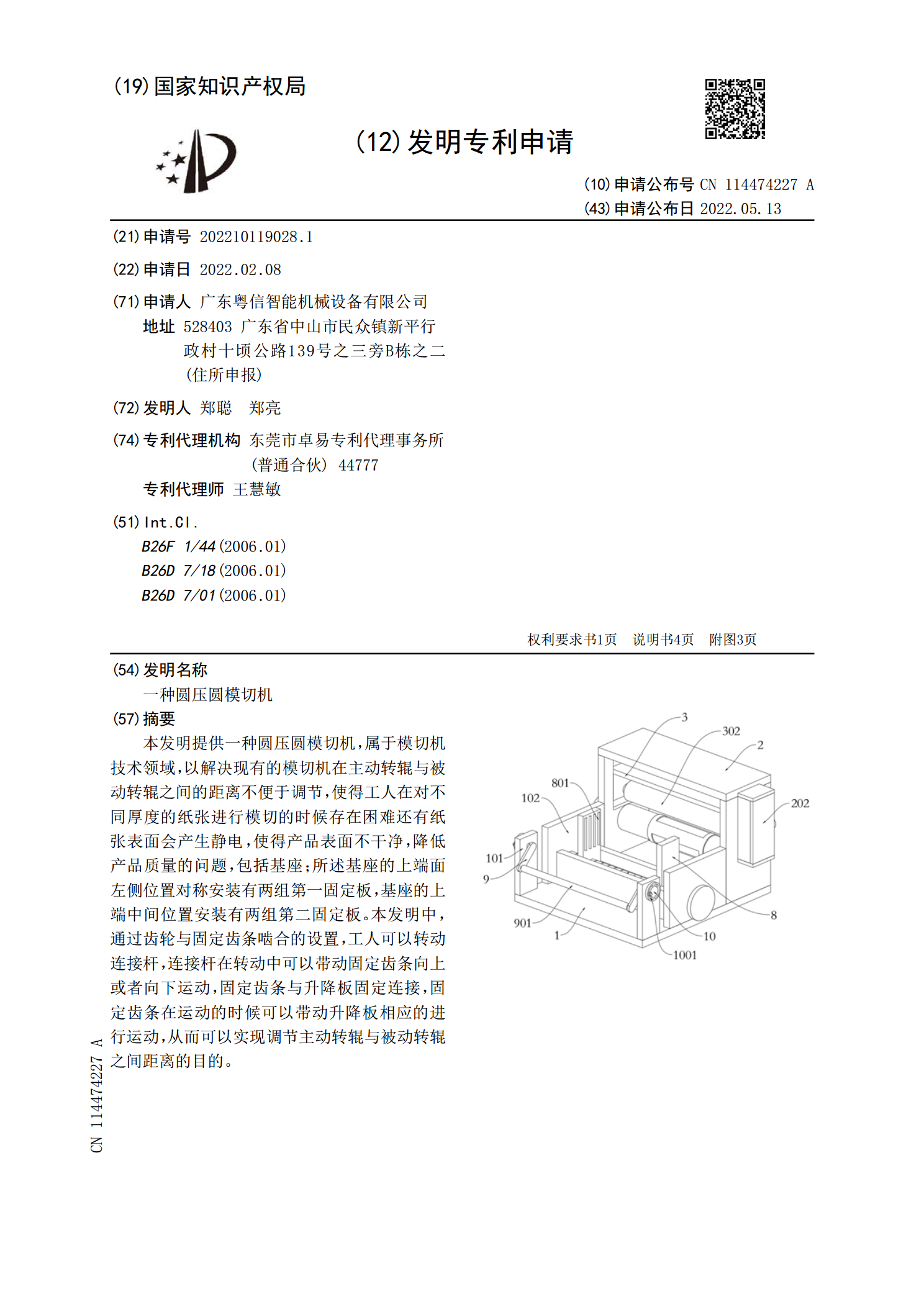
本发明提供一种圆压圆模切机,属于模切机技术领域,以解决现有的模切机在主动转辊与被动转辊之间的距离不便于调节,使得工人在对不同厚度的纸张进行模切的时候存在困难还有纸张表面会产生静电,使得产品表面不干净,降低产品质量的问题,包括基座;所述基座的上端面左侧位置对称安装有两组第一固定板,基座的上端中间位置安装有两组第二固定板。本发明中,通过齿轮与固定齿条啮合的设置,工人可以转动连接杆,连接杆在转动中可以带动固定齿条向上或者向下运动,固定齿条与升降板固定连接,固定齿条在运动的时候可以带动升降板相应的进行运动,从而可
一种圆压圆模切机.pdf
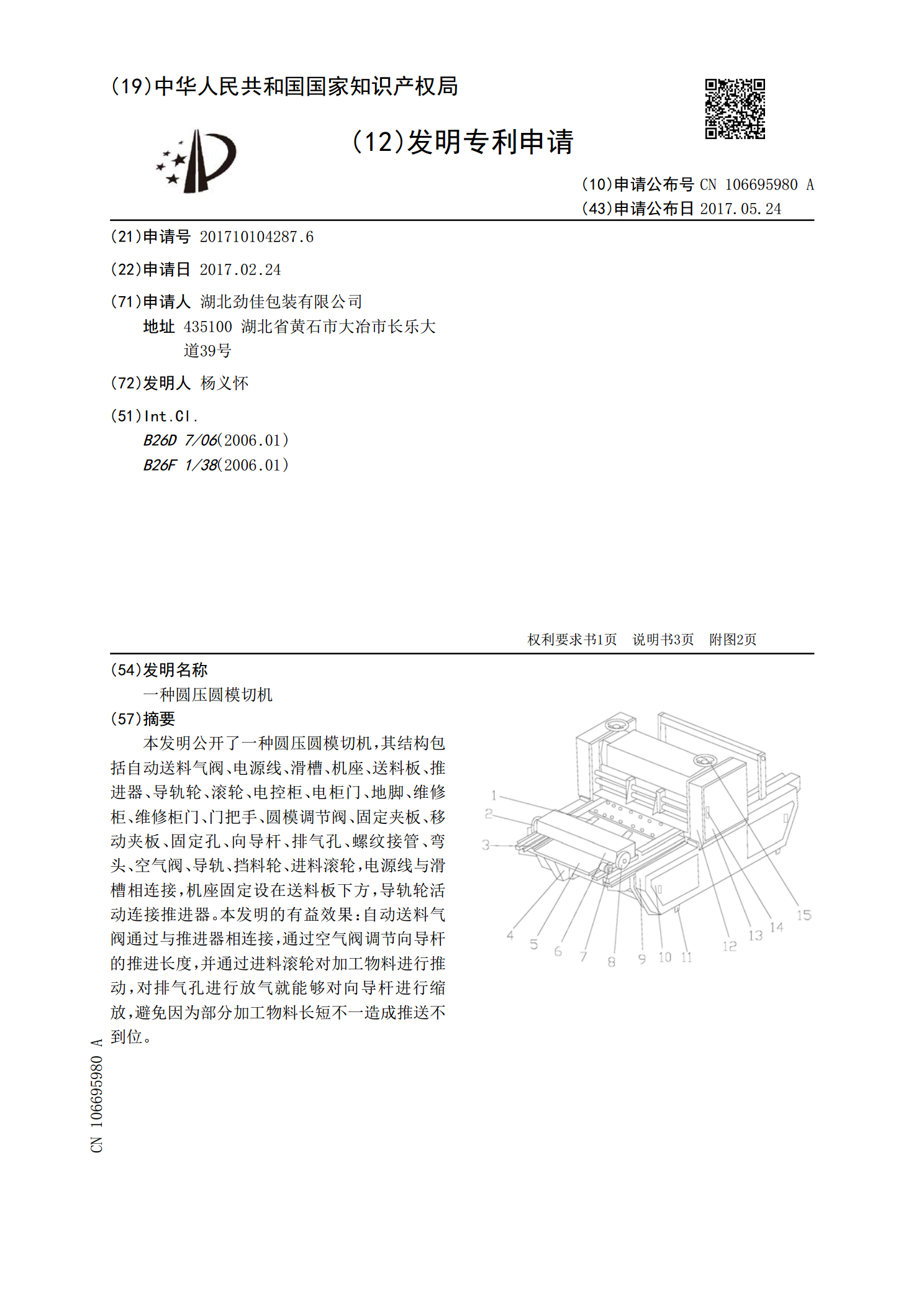
本发明公开了一种圆压圆模切机,其结构包括自动送料气阀、电源线、滑槽、机座、送料板、推进器、导轨轮、滚轮、电控柜、电柜门、地脚、维修柜、维修柜门、门把手、圆模调节阀、固定夹板、移动夹板、固定孔、向导杆、排气孔、螺纹接管、弯头、空气阀、导轨、挡料轮、进料滚轮,电源线与滑槽相连接,机座固定设在送料板下方,导轨轮活动连接推进器。本发明的有益效果:自动送料气阀通过与推进器相连接,通过空气阀调节向导杆的推进长度,并通过进料滚轮对加工物料进行推动,对排气孔进行放气就能够对向导杆进行缩放,避免因为部分加工物料长短不一造成