
一种PVC广告膜及其制备方法.pdf

小寄****淑k

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种PVC广告膜及其制备方法.pdf
本发明公开了一种PVC广告膜的制备方法,包括如下步骤:采用压延成型后的胶膜包覆第一和第二支引取轮,经拉伸后成型,使胶膜表面与底面产生花纹,冷却定型、切边卷曲、冷却,得到所述PVC广告膜。同时,本发明还公开一种所述制备方法制备得到的PVC广告膜,广告膜双面都达到高光泽度效果(80光度单位以上,光度计60度角测量)的膜,薄膜卷取后不消光、不包气并且收缩小、平整度好,用于广告喷绘、印刷等领域。
一种阻燃PVC膜及其制备方法.pdf
本发明提供了一种阻燃PVC膜及其制备方法。本发明的阻燃PVC膜由PVC树脂粉、增塑剂、热稳定剂、润滑剂、二氧化锡、硼酸钙、阻燃型树脂和色粉制成,按重量百分比计,PVC树脂粉55%?65%、增塑剂20%?30%、热稳定剂1%?3%、润滑剂0.5%?1%,二氧化锡1%?3%,硼酸钙1%?3%,阻燃型树脂3%?9%和色粉0.5%?1%。将阻燃剂经过分子缠绕后,在挤出吹膜中,均匀的存在薄膜中,形成密不透风的阻燃墙,同时具有高效阻燃抑烟效果。相较于现有的阻燃材料,具有成本低、不含有有毒锑化合物。
一种耐老化PVC膜及其制备方法.pdf
本发明提供一种耐老化PVC膜及其制备方法。制备方法如下:(1)将PVC树脂、硬脂酸丁酯、领苯二甲酸二异辛酯、碳酸钙、沸石加入到反应釜中,在温度为100‑120℃条件下,搅拌30‑60分钟,搅拌速度为300‑500转/分钟,得到混合物;(2)将乳酸钙、硬脂酸钙、鞣花酸、二氢杨梅素、对‑甲氧基肉桂酸环己基酯、4‑甲基‑6‑甲氧基香豆素和甘油加入到步骤(1)得到的混合物中,降温至80‑100℃继续搅拌15‑30分钟;(3)将步骤(2)得到的物质于双螺杆挤出机中挤出造粒,得到母粒;(4)将母粒采用塑料吹膜机挤出吹
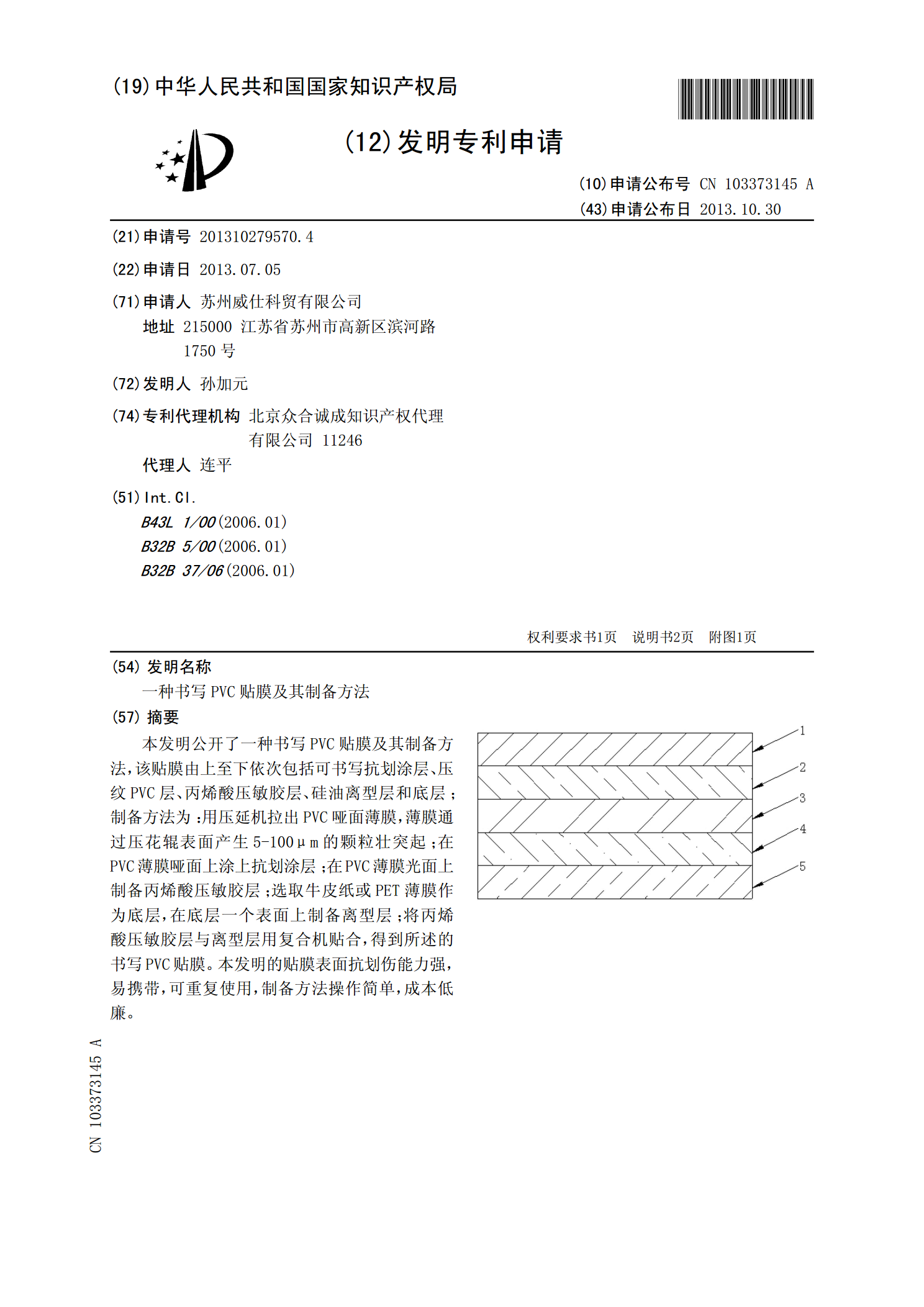
一种书写PVC贴膜及其制备方法.pdf
本发明公开了一种书写PVC贴膜及其制备方法,该贴膜由上至下依次包括可书写抗划涂层、压纹PVC层、丙烯酸压敏胶层、硅油离型层和底层;制备方法为:用压延机拉出PVC哑面薄膜,薄膜通过压花辊表面产生5-100μm的颗粒壮突起;在PVC薄膜哑面上涂上抗划涂层;在PVC薄膜光面上制备丙烯酸压敏胶层;选取牛皮纸或PET薄膜作为底层,在底层一个表面上制备离型层;将丙烯酸压敏胶层与离型层用复合机贴合,得到所述的书写PVC贴膜。本发明的贴膜表面抗划伤能力强,易携带,可重复使用,制备方法操作简单,成本低廉。
一种抗破损PVC涂层膜材及其制备方法.pdf
本发明涉及高分子复合材料技术领域,尤其涉及一种抗破损PVC涂层膜材及其制备方法。该抗破损PVC涂层膜材依次包括PVC涂层和亚克力层,所述亚克力层由亚克力层浆料烘干、塑化、冷却后形成;所述亚克力层与PVC涂层之间相互浸润。本发明对亚克力进行改性,并将改性亚克力对PVC涂层进行表面处理,获得高抗破损性能的PVC涂层膜材。本发明的技术方案,PVC涂层膜材具有高的抗破损性能,另外,在PVC涂层膜材中加入驱鼠助剂,提高膜材的抗鼠咬性能,而达到进一步优化PVC涂层膜材抗破损性能的目的。