
在线式可升降毛边去除机.pdf

子璇****君淑

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
在线式可升降毛边去除机.pdf
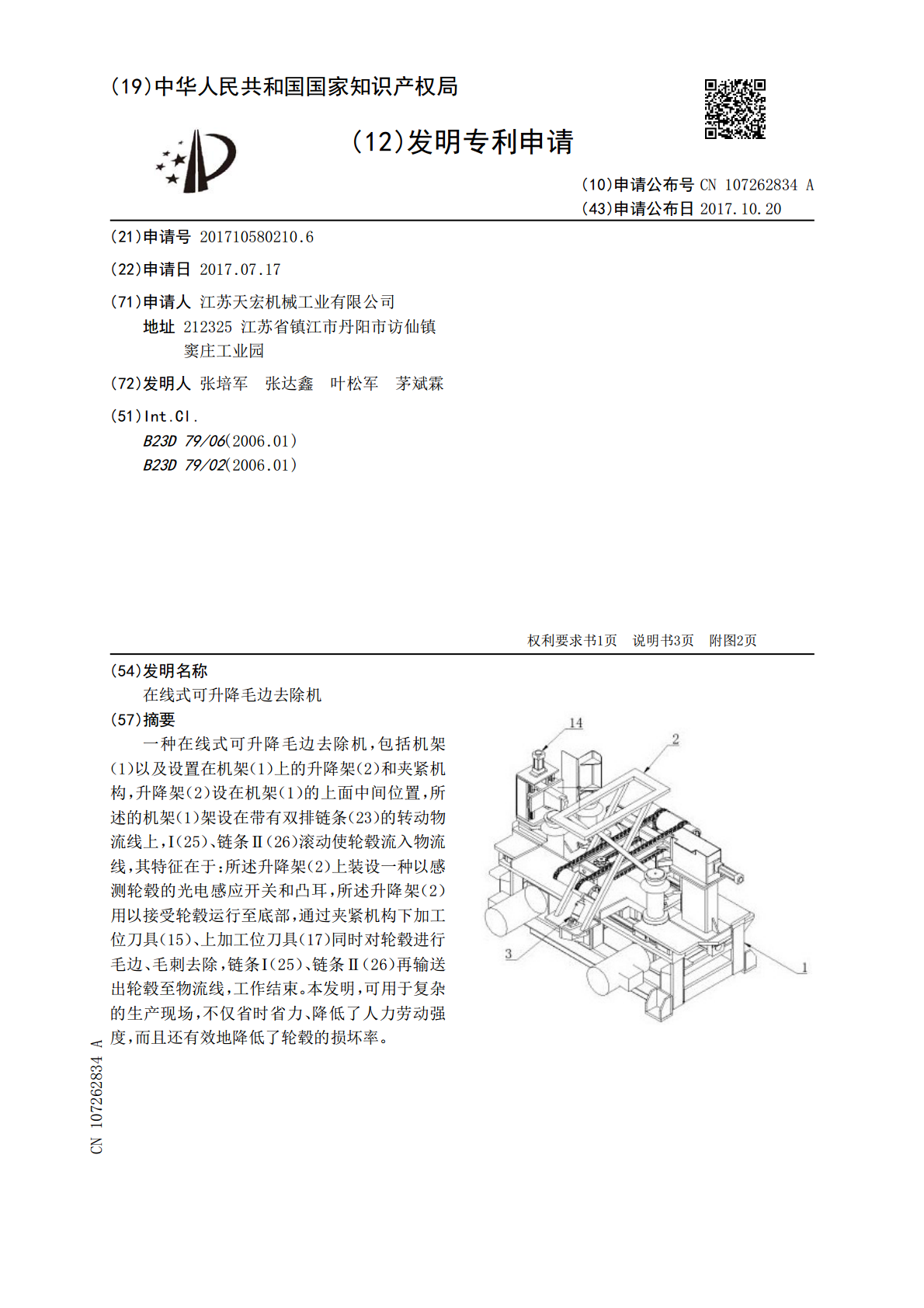
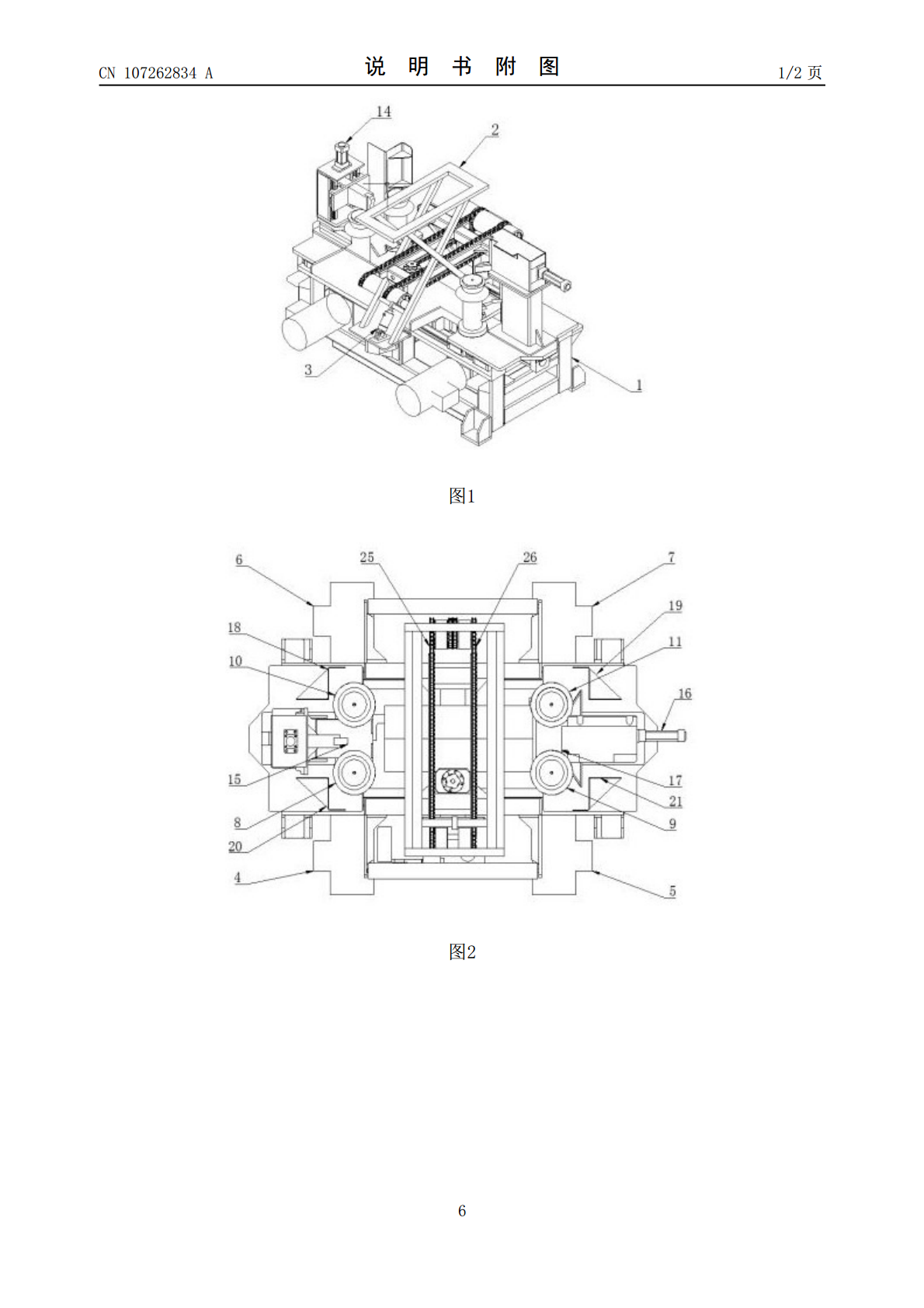
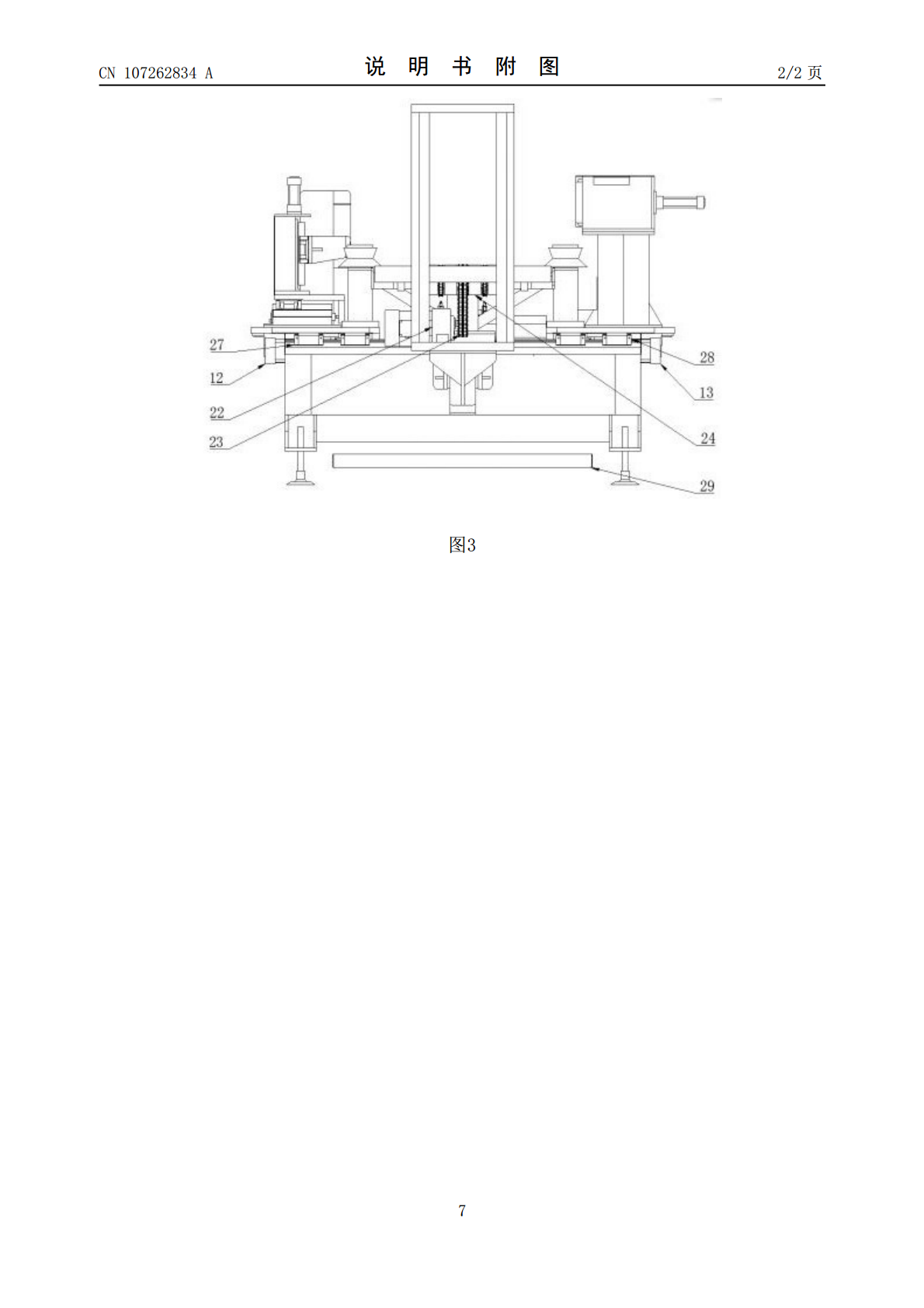
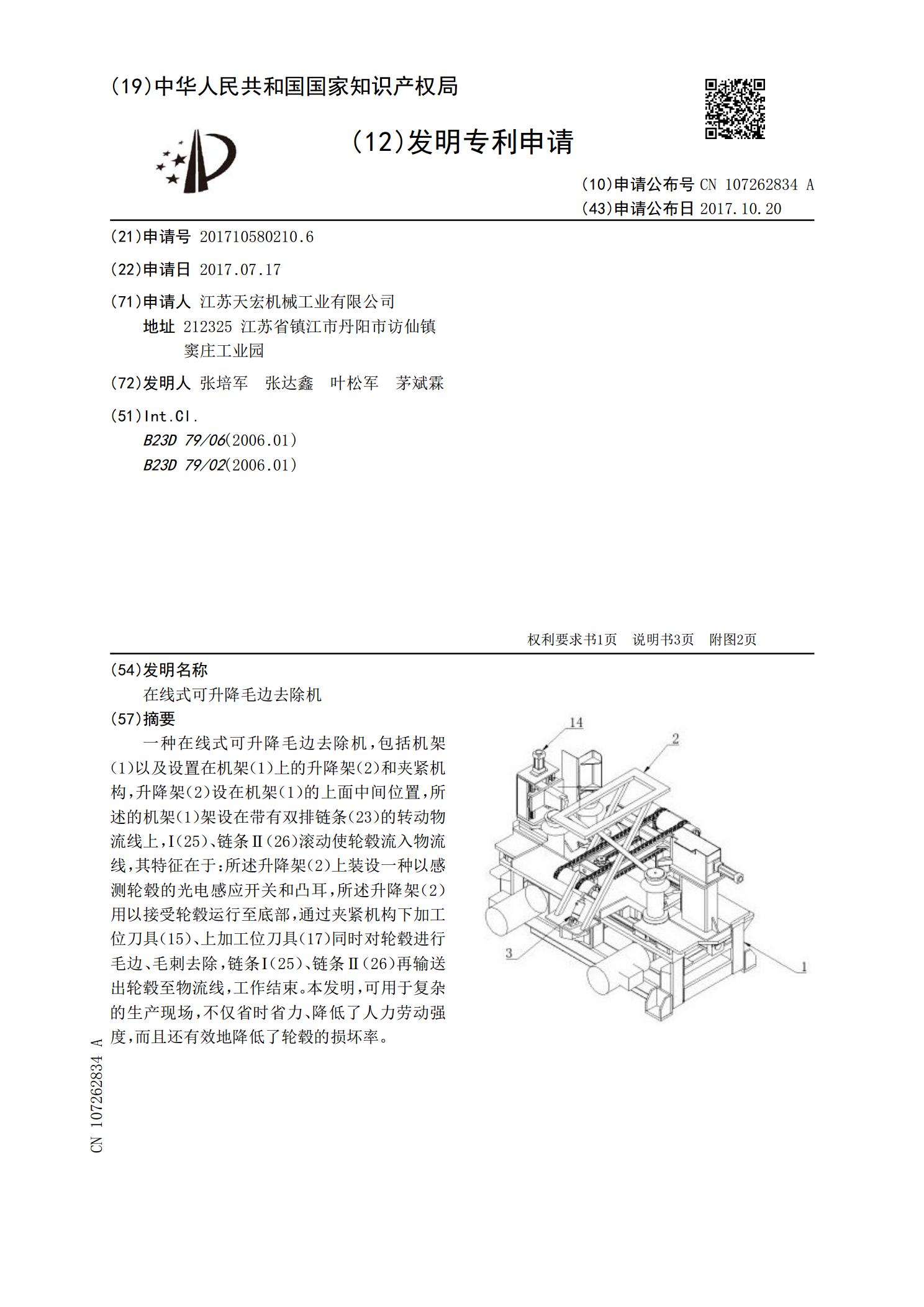
一种在线式可升降毛边去除机,包括机架(1)以及设置在机架(1)上的升降架(2)和夹紧机构,升降架(2)设在机架(1)的上面中间位置,所述的机架(1)架设在带有双排链条(23)的转动物流线上,Ⅰ(25)、链条Ⅱ(26)滚动使轮毂流入物流线,其特征在于:所述升降架(2)上装设一种以感测轮毂的光电感应开关和凸耳,所述升降架(2)用以接受轮毂运行至底部,通过夹紧机构下加工位刀具(15)、上加工位刀具(17)同时对轮毂进行毛边、毛刺去除,链条Ⅰ(25)、链条Ⅱ(26)再输送出轮毂至物流线,工作结束。本发明,可用于复

轮毂毛边去除机.pdf
本发明公开了一种轮毂毛边去除机,包括机架、以及定位设置在机架上的入料辊道和夹紧机构,入料辊道用以输送轮毂,且其上具有加工工位,夹紧机构用以夹持和松开运行至该加工工位中的轮毂,夹紧机构包括两组夹紧单元,每组夹紧单元各包括有一对夹紧轮,该两组夹紧单元中的两对夹紧轮对称布设于该加工工位的相对两侧的上方,且该两对夹紧轮之间能够同步进行相对和相向移动定位,同时该两对夹紧轮还各分别能够绕其轴心线同步旋转;另机架上还定位设置有至少一个用以对轮毂进行毛边去除的刀具,刀具能够相对入料辊道上的加工工位作往复移动定位。该轮毂毛

一种大型齿轮毛边去除机.pdf
本发明涉及一种去毛边装置,尤其涉及一种大型齿轮毛边去除机。本发明采用的技术方案是:一种大型齿轮毛边去除机,包括底座,所述底座上安装有电动机,所述电动机的输出轴连接变速箱的输入轴,所述变速箱的输出轴上安装有打磨轮,所述打磨轮的下方设有机架,所述机架上铰接有安装座,液压马达通过齿轮带动安装座旋转。本发明的优点是:结构合理,可以对大型的砂轮进行去毛边处理,有利于提高工作效率,降低工作人员的劳动强度。
可拆装式移动升降机.pdf
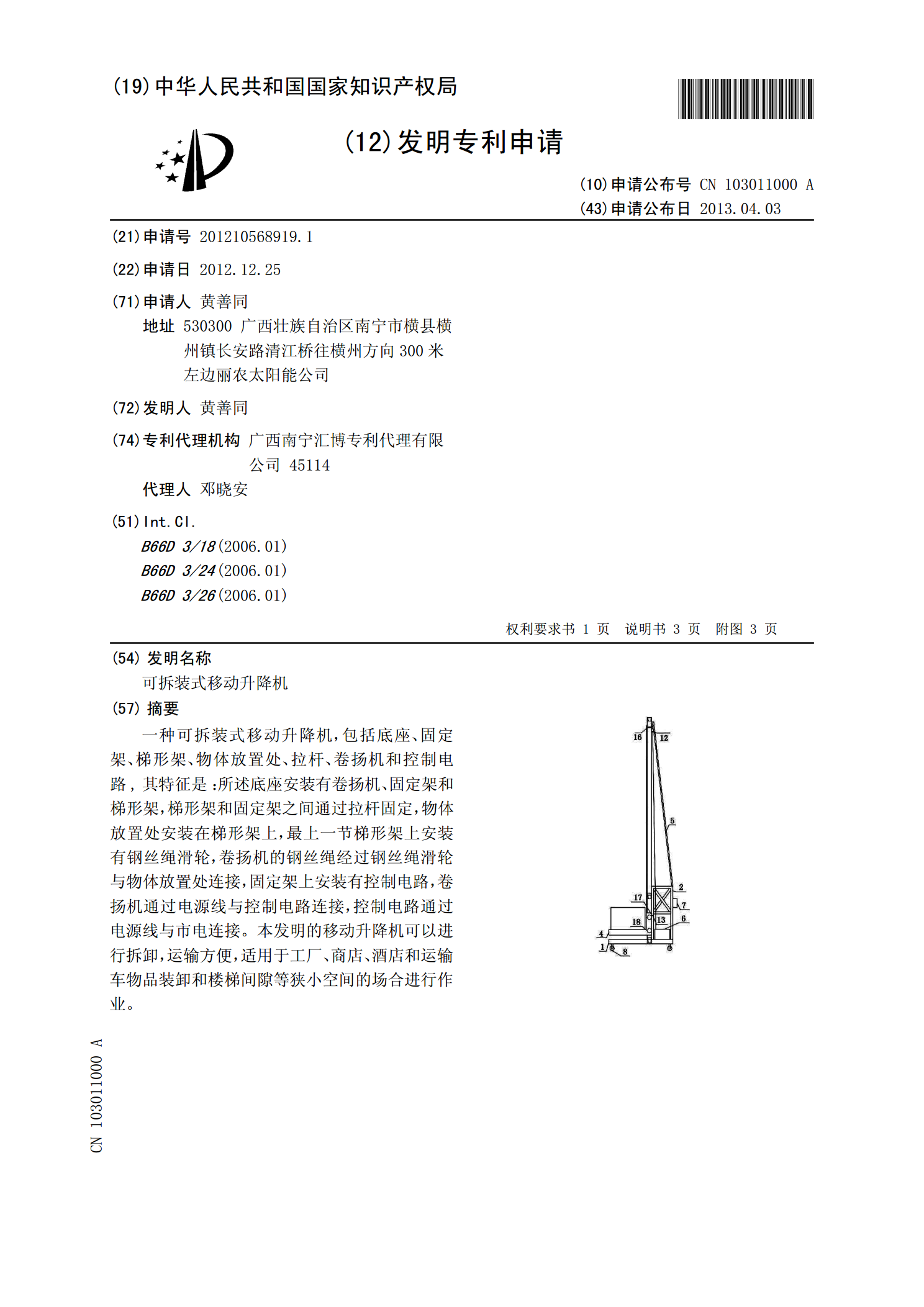
一种可拆装式移动升降机,包括底座、固定架、梯形架、物体放置处、拉杆、卷扬机和控制电路,其特征是:所述底座安装有卷扬机、固定架和梯形架,梯形架和固定架之间通过拉杆固定,物体放置处安装在梯形架上,最上一节梯形架上安装有钢丝绳滑轮,卷扬机的钢丝绳经过钢丝绳滑轮与物体放置处连接,固定架上安装有控制电路,卷扬机通过电源线与控制电路连接,控制电路通过电源线与市电连接。本发明的移动升降机可以进行拆卸,运输方便,适用于工厂、商店、酒店和运输车物品装卸和楼梯间隙等狭小空间的场合进行作业。

橡胶件毛边去除机滚筒传动机构.pdf
橡胶件毛边去除机滚筒传动机构,涉及橡胶件毛边去除设备,包括滚筒及传动电机,所述传动电机的输出轴通过传动皮带与滚筒连接,其特征在于:所述传动皮带上设有涨紧装置,所述涨紧装置包括涨紧轮及连接涨紧轮的螺旋扣,所述涨紧轮设于传动皮带两侧。本发明与现有技术相比结构简单,使用安全方便,通过涨紧装置的设置可调节传动皮带的涨紧度,也便于更换传动皮带。