
一种垫圈的冲压方法.pdf

夏萍****文章

1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种垫圈的冲压方法.pdf
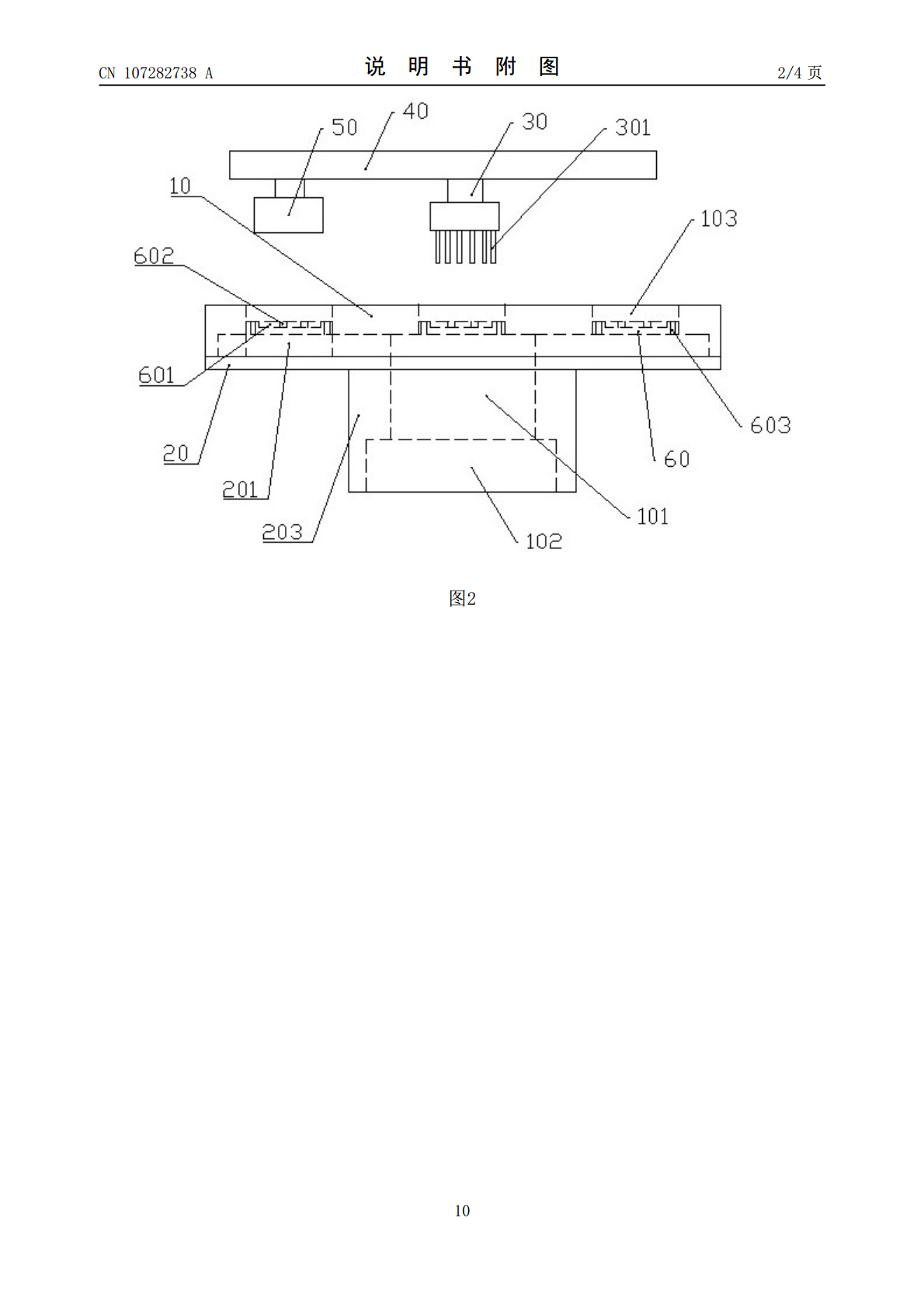
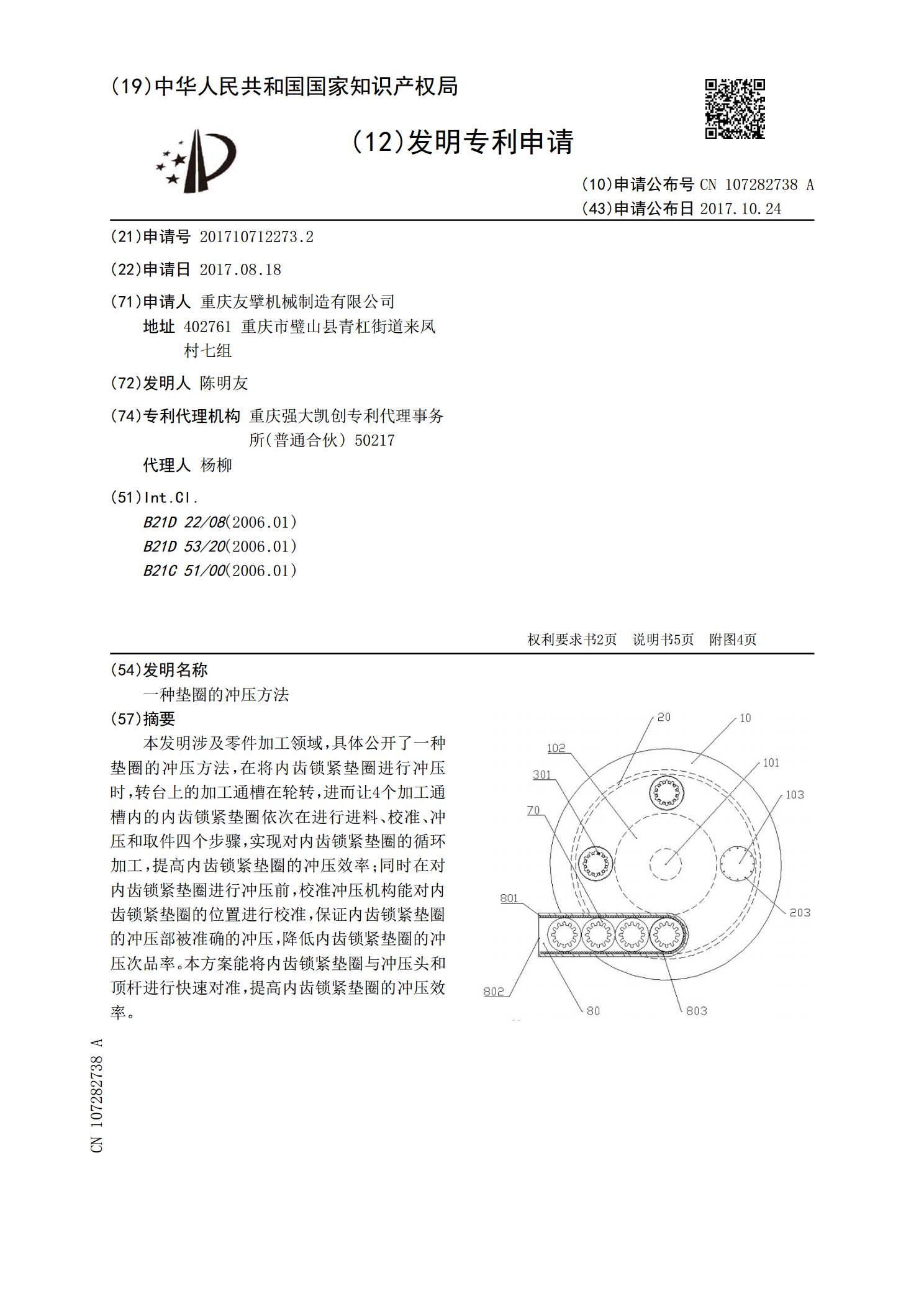
本发明涉及零件加工领域,具体公开了一种垫圈的冲压方法,在将内齿锁紧垫圈进行冲压时,转台上的加工通槽在轮转,进而让4个加工通槽内的内齿锁紧垫圈依次在进行进料、校准、冲压和取件四个步骤,实现对内齿锁紧垫圈的循环加工,提高内齿锁紧垫圈的冲压效率;同时在对内齿锁紧垫圈进行冲压前,校准冲压机构能对内齿锁紧垫圈的位置进行校准,保证内齿锁紧垫圈的冲压部被准确的冲压,降低内齿锁紧垫圈的冲压次品率。本方案能将内齿锁紧垫圈与冲压头和顶杆进行快速对准,提高内齿锁紧垫圈的冲压效率。
一种垫圈的冲压成型装置.pdf
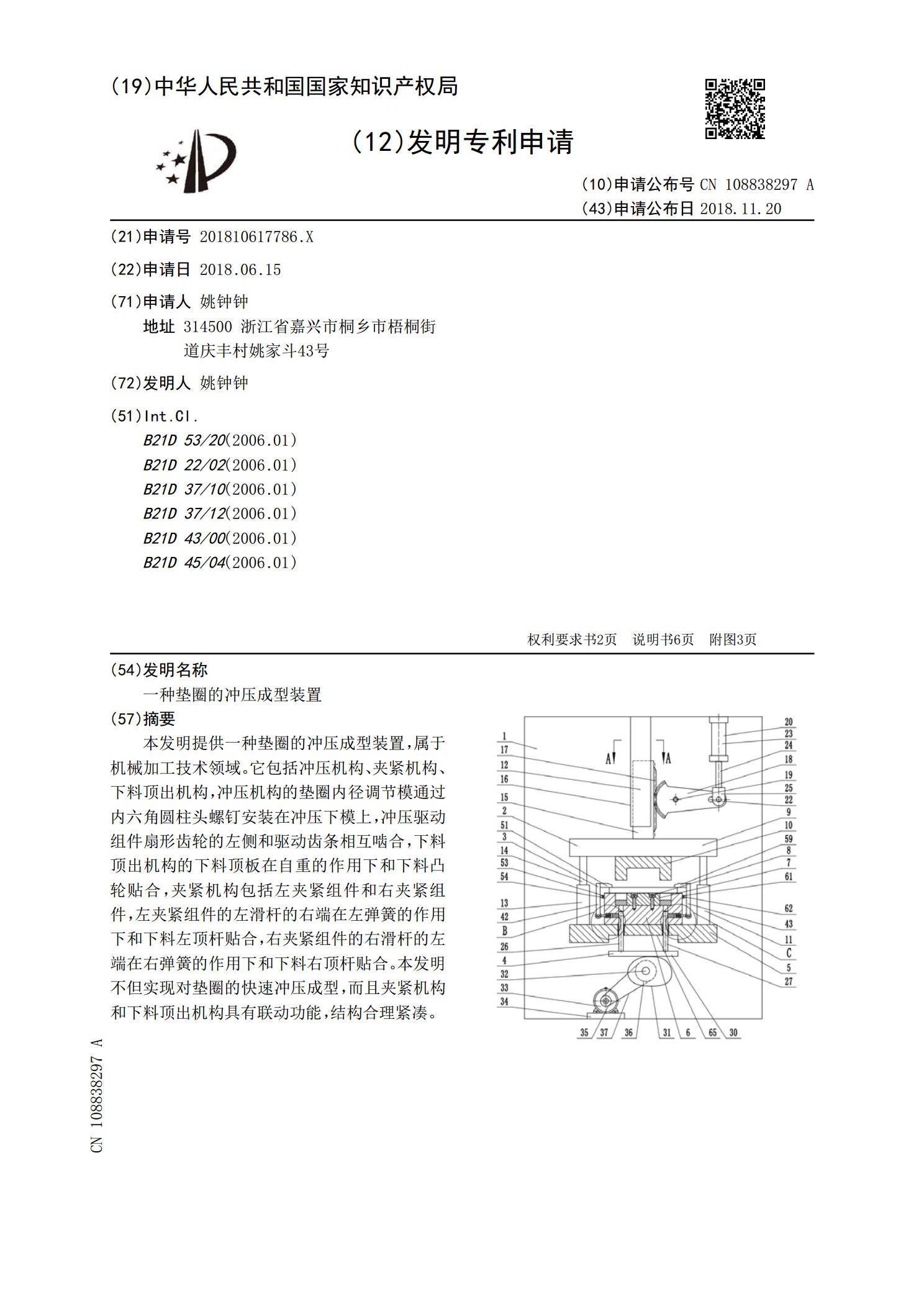
本发明提供一种垫圈的冲压成型装置,属于机械加工技术领域。它包括冲压机构、夹紧机构、下料顶出机构,冲压机构的垫圈内径调节模通过内六角圆柱头螺钉安装在冲压下模上,冲压驱动组件扇形齿轮的左侧和驱动齿条相互啮合,下料顶出机构的下料顶板在自重的作用下和下料凸轮贴合,夹紧机构包括左夹紧组件和右夹紧组件,左夹紧组件的左滑杆的右端在左弹簧的作用下和下料左顶杆贴合,右夹紧组件的右滑杆的左端在右弹簧的作用下和下料右顶杆贴合。本发明不但实现对垫圈的快速冲压成型,而且夹紧机构和下料顶出机构具有联动功能,结构合理紧凑。

垫圈冲压模具.doc
垫圈冲压模具设计摘要冲压是机械制造业中一种较先进的加工方法,与切削加工相比,具有材料利用率高、制品力学性能好,互换性强、生产效率高等优点。我设计的这套复合模具,采用倒装复合模具冲压,因为倒装模具有许多的优点,比如说:制件精度高,由于是在冲床的一次行程内,完成数道冲压工序。因而不存在累积定位误差。使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。生产效率高,模具结构紧凑,面积较小。由于采用弹压卸料装置,使冲制出的工件平整,表面质量好。采用打料杆将工件或废料从凹模孔中打下,因而工件或废料不在凹模孔

垫圈冲压模具.doc
垫圈冲压模具设计摘要冲压是机械制造业中一种较先进的加工方法,与切削加工相比,具有材料利用率高、制品力学性能好,互换性强、生产效率高等优点。我设计的这套复合模具,采用倒装复合模具冲压,因为倒装模具有许多的优点,比如说:制件精度高,由于是在冲床的一次行程内,完成数道冲压工序。因而不存在累积定位误差。使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。生产效率高,模具结构紧凑,面积较小。由于采用弹压卸料装置,使冲制出的工件平整,表面质量好。采用打料杆将工件或废料从凹模孔中打下,因而工件或废料不在凹模孔

一种工业用垫圈批量冲压装置.pdf
本发明涉及一种冲压装置,尤其涉及一种工业用垫圈批量冲压装置。本发明要解决的技术问题是提供一种可以自动对垫圈进行运输冲压省时省力,安全且高效的工业用垫圈批量冲压装置。为了解决上述技术问题,本发明提供了这样一种工业用垫圈批量冲压装置,包括:底座,其上连接有支撑座;支架,其连接在底座上;支杆,其连接在底座上;冲压组件,其连接在支杆上;送料组件,其滑动式地连接在支架上。本发明通过冲压组件和送料组件从而对垫圈进行运输冲压,通过传动组件从而不需要人工推动滑块向后运动对垫圈进行推送,节省人力提高工作效率。