
一种用于涡轮盘拉削工艺实验的高强度钢试件.pdf

和裕****az

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于涡轮盘拉削工艺实验的高强度钢试件.pdf
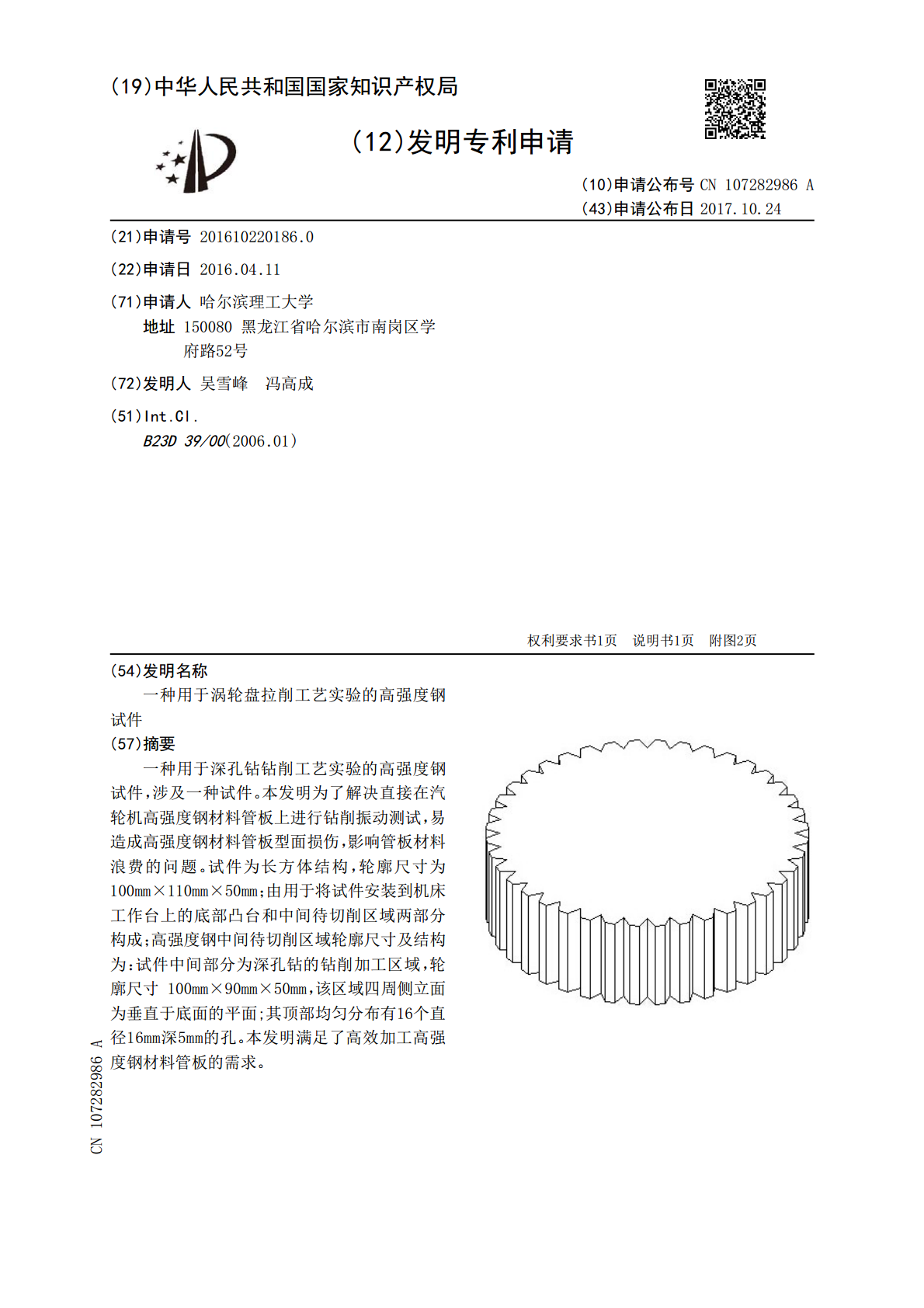
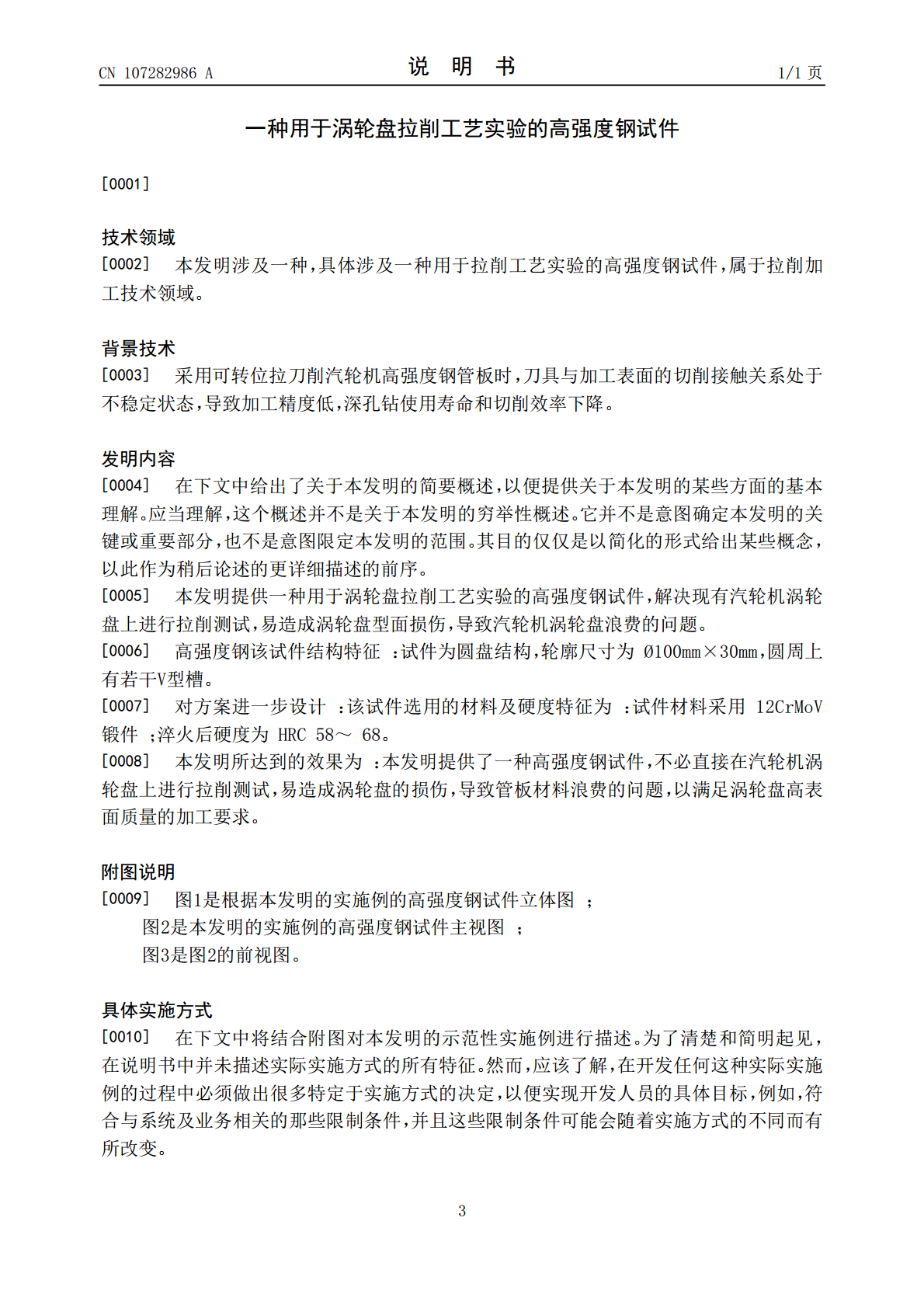
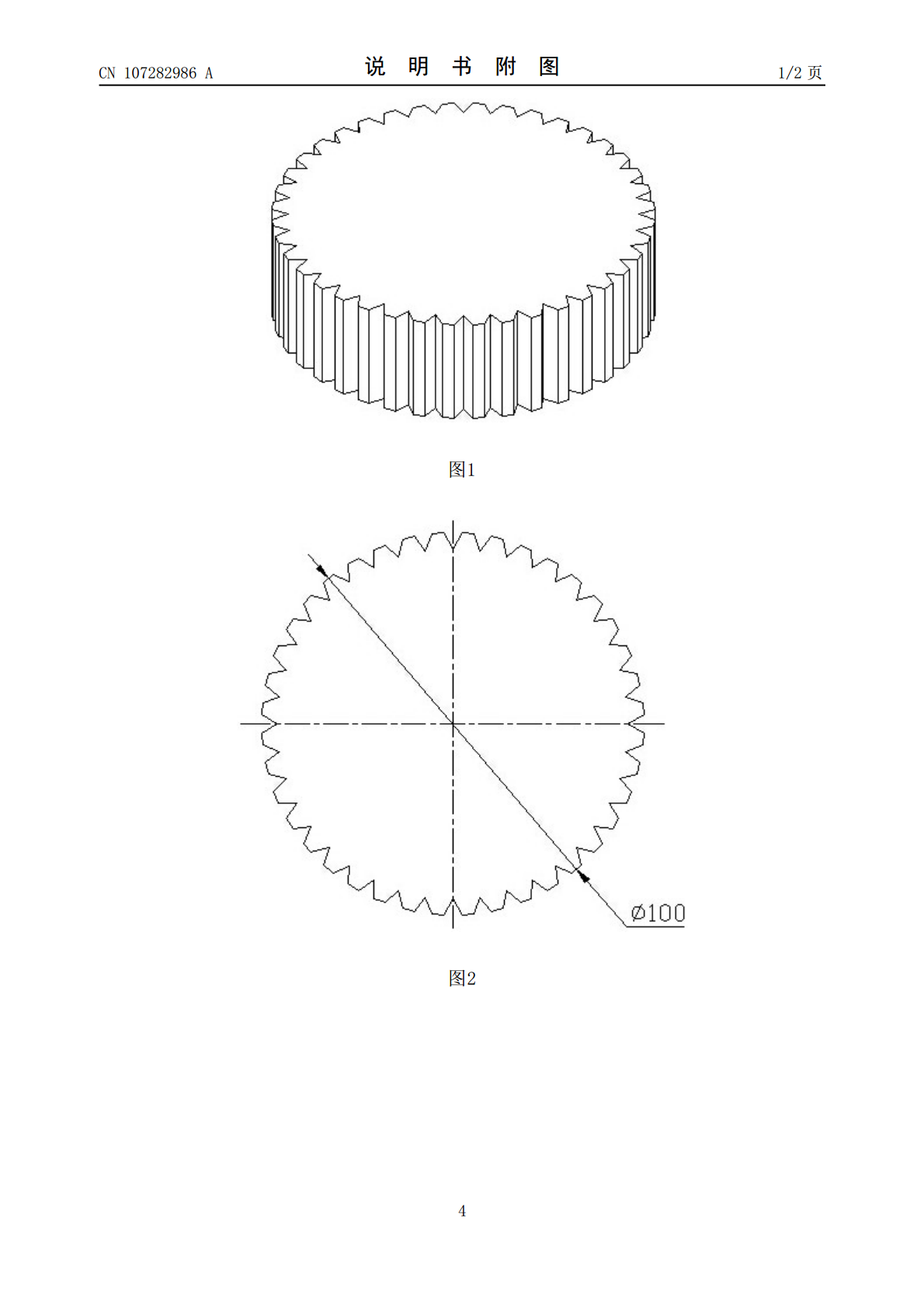
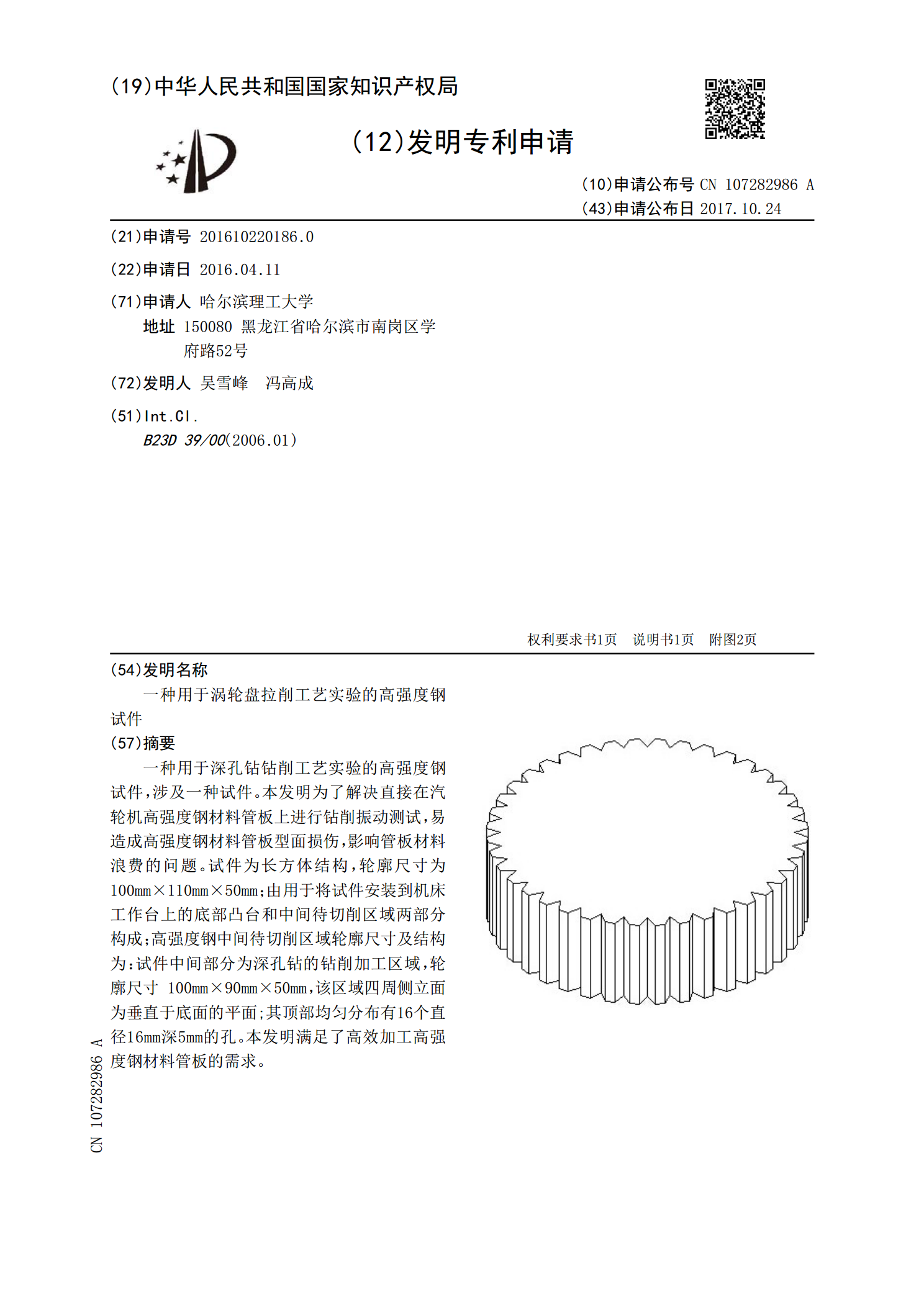
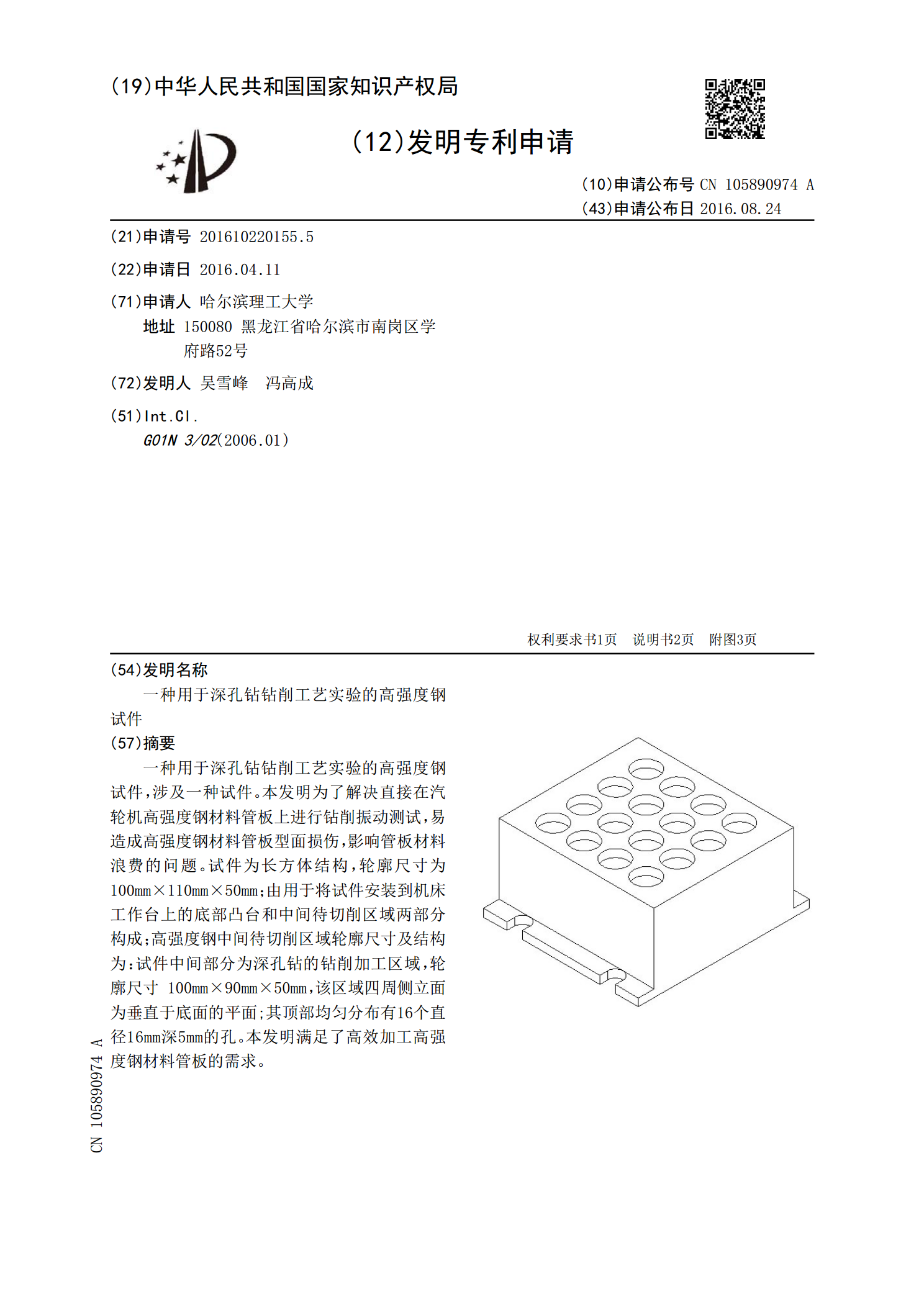
一种用于深孔钻钻削工艺实验的高强度钢试件,涉及一种试件。本发明为了解决直接在汽轮机高强度钢材料管板上进行钻削振动测试,易造成高强度钢材料管板型面损伤,影响管板材料浪费的问题。试件为长方体结构,轮廓尺寸为100mm×110mm×50mm;由用于将试件安装到机床工作台上的底部凸台和中间待切削区域两部分构成;高强度钢中间待切削区域轮廓尺寸及结构为:试件中间部分为深孔钻的钻削加工区域,轮廓尺寸100mm×90mm×50mm,该区域四周侧立面为垂直于底面的平面;其顶部均匀分布有16个直径16mm深5mm的孔。本发
一种用于深孔钻钻削工艺实验的高强度钢试件.pdf
一种用于深孔钻钻削工艺实验的高强度钢试件,涉及一种试件。本发明为了解决直接在汽轮机高强度钢材料管板上进行钻削振动测试,易造成高强度钢材料管板型面损伤,影响管板材料浪费的问题。试件为长方体结构,轮廓尺寸为100mm×110mm×50mm;由用于将试件安装到机床工作台上的底部凸台和中间待切削区域两部分构成;高强度钢中间待切削区域轮廓尺寸及结构为:试件中间部分为深孔钻的钻削加工区域,轮廓尺寸100mm×90mm×50mm,该区域四周侧立面为垂直于底面的平面;其顶部均匀分布有16个直径16mm深5mm的孔。本发
用于涡轮盘零件的拉削加工工装.pdf
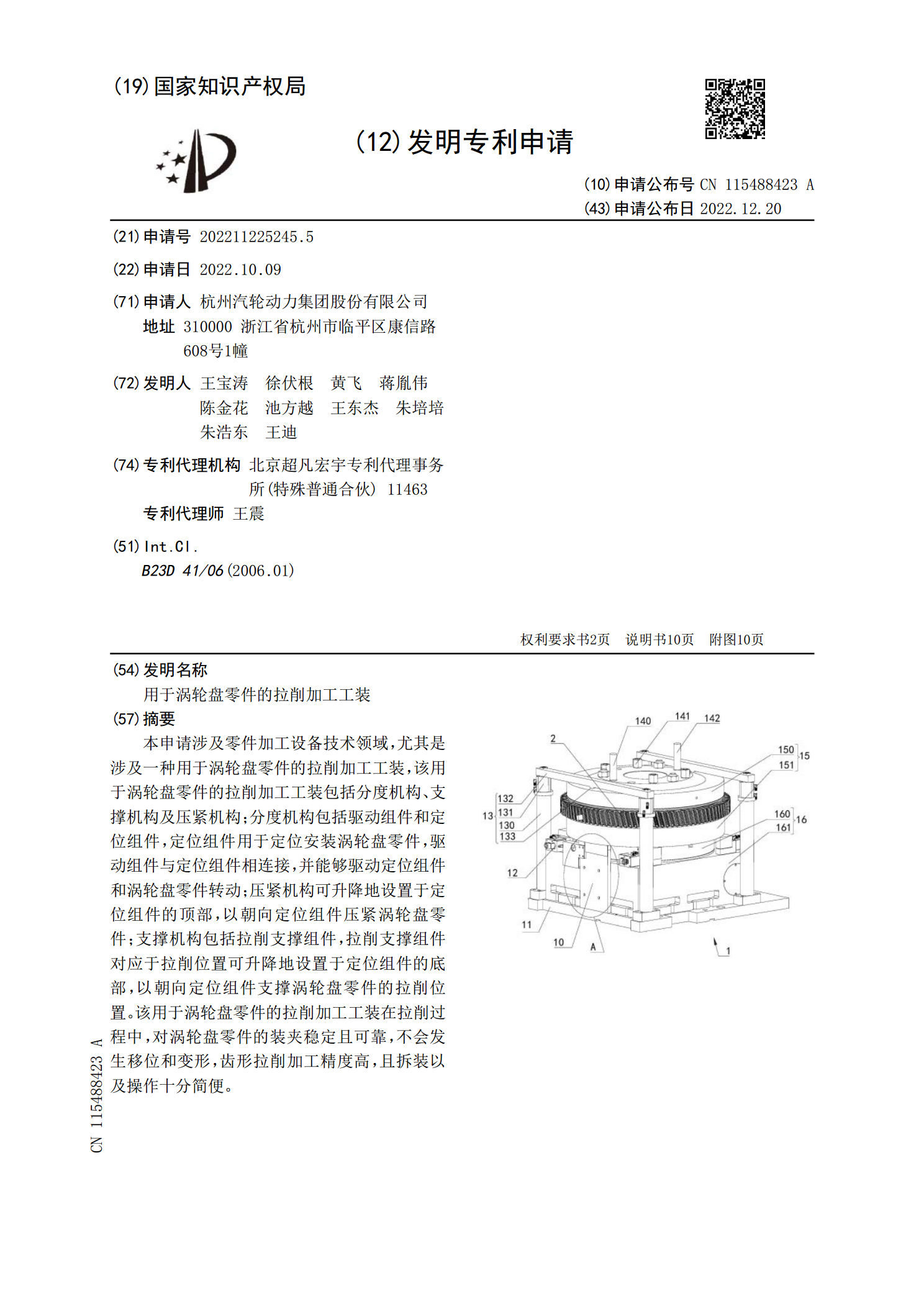
本申请涉及零件加工设备技术领域,尤其是涉及一种用于涡轮盘零件的拉削加工工装,该用于涡轮盘零件的拉削加工工装包括分度机构、支撑机构及压紧机构;分度机构包括驱动组件和定位组件,定位组件用于定位安装涡轮盘零件,驱动组件与定位组件相连接,并能够驱动定位组件和涡轮盘零件转动;压紧机构可升降地设置于定位组件的顶部,以朝向定位组件压紧涡轮盘零件;支撑机构包括拉削支撑组件,拉削支撑组件对应于拉削位置可升降地设置于定位组件的底部,以朝向定位组件支撑涡轮盘零件的拉削位置。该用于涡轮盘零件的拉削加工工装在拉削过程中,对涡轮盘零
燃气轮机转子轮盘榫槽的拉削工艺.pdf
本发明公开一种燃气轮机转子轮盘榫槽的拉削工艺,采用变加速工艺拉削燃气轮机转子轮盘榫槽,采用变化的拉削速度完成整个刀盒行程进给过程,从进刀到出刀方向依次为低速进给区、变速进给区、高速进给区;所述低速进给区是匀速进给区,所述变速进给区是线性高加速度进给区,所述高速进给区是线性低加速度进给区。所述变速进给区起始点满足如下关系:A=W+n×P+P÷2(n≥1)式中:A?变速进给区起始点在拉刀上的位置高度;W?轮盘榫槽拉削厚度;P?拉刀的齿距;所述变速进给区的区间长度同时满足条件:(V<base:Sub>高</ba
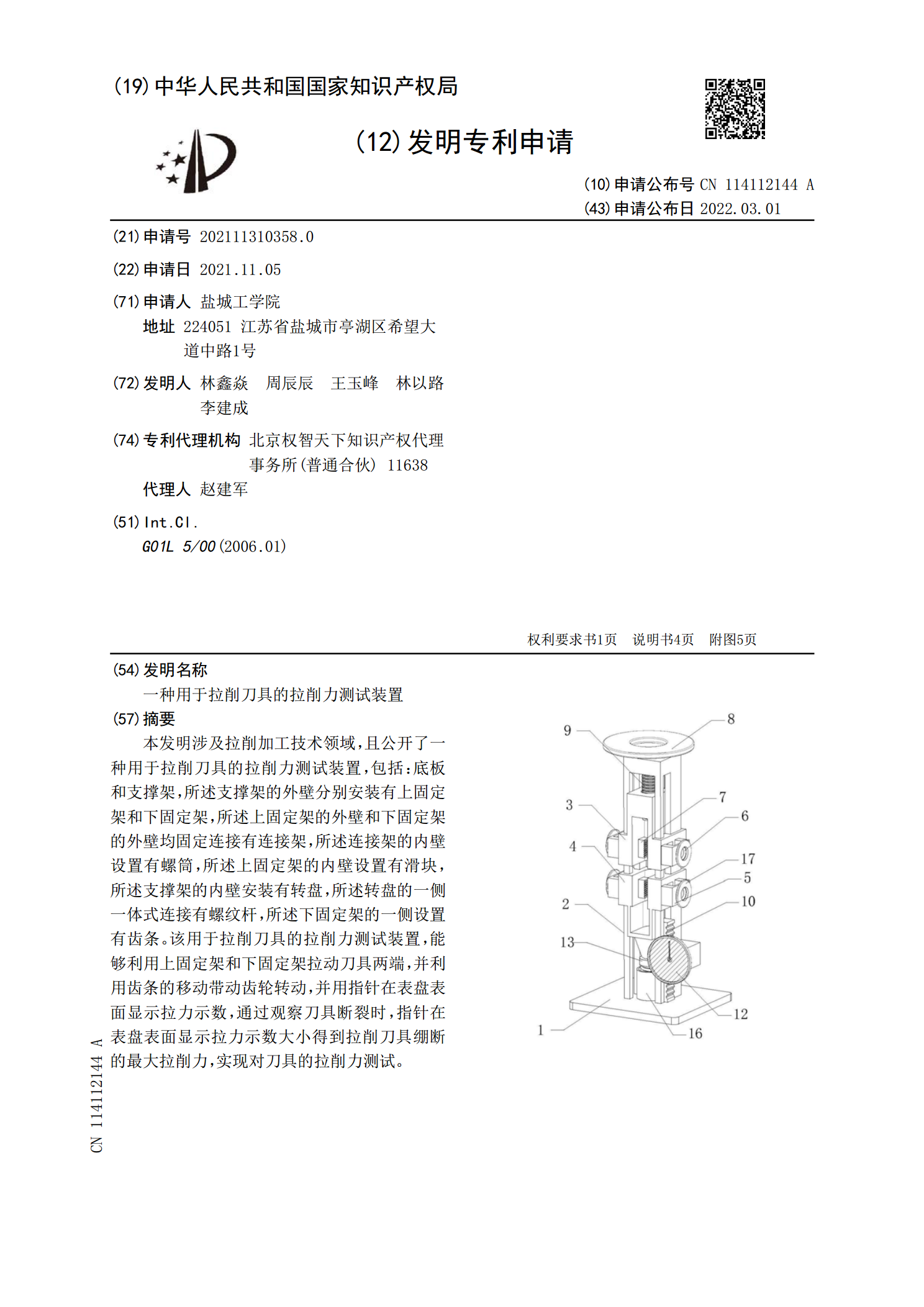
一种用于拉削刀具的拉削力测试装置.pdf
本发明涉及拉削加工技术领域,且公开了一种用于拉削刀具的拉削力测试装置,包括:底板和支撑架,所述支撑架的外壁分别安装有上固定架和下固定架,所述上固定架的外壁和下固定架的外壁均固定连接有连接架,所述连接架的内壁设置有螺筒,所述上固定架的内壁设置有滑块,所述支撑架的内壁安装有转盘,所述转盘的一侧一体式连接有螺纹杆,所述下固定架的一侧设置有齿条。该用于拉削刀具的拉削力测试装置,能够利用上固定架和下固定架拉动刀具两端,并利用齿条的移动带动齿轮转动,并用指针在表盘表面显示拉力示数,通过观察刀具断裂时,指针在表盘表面显