
一种弯曲下模.pdf

纪阳****公主


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种弯曲下模.pdf
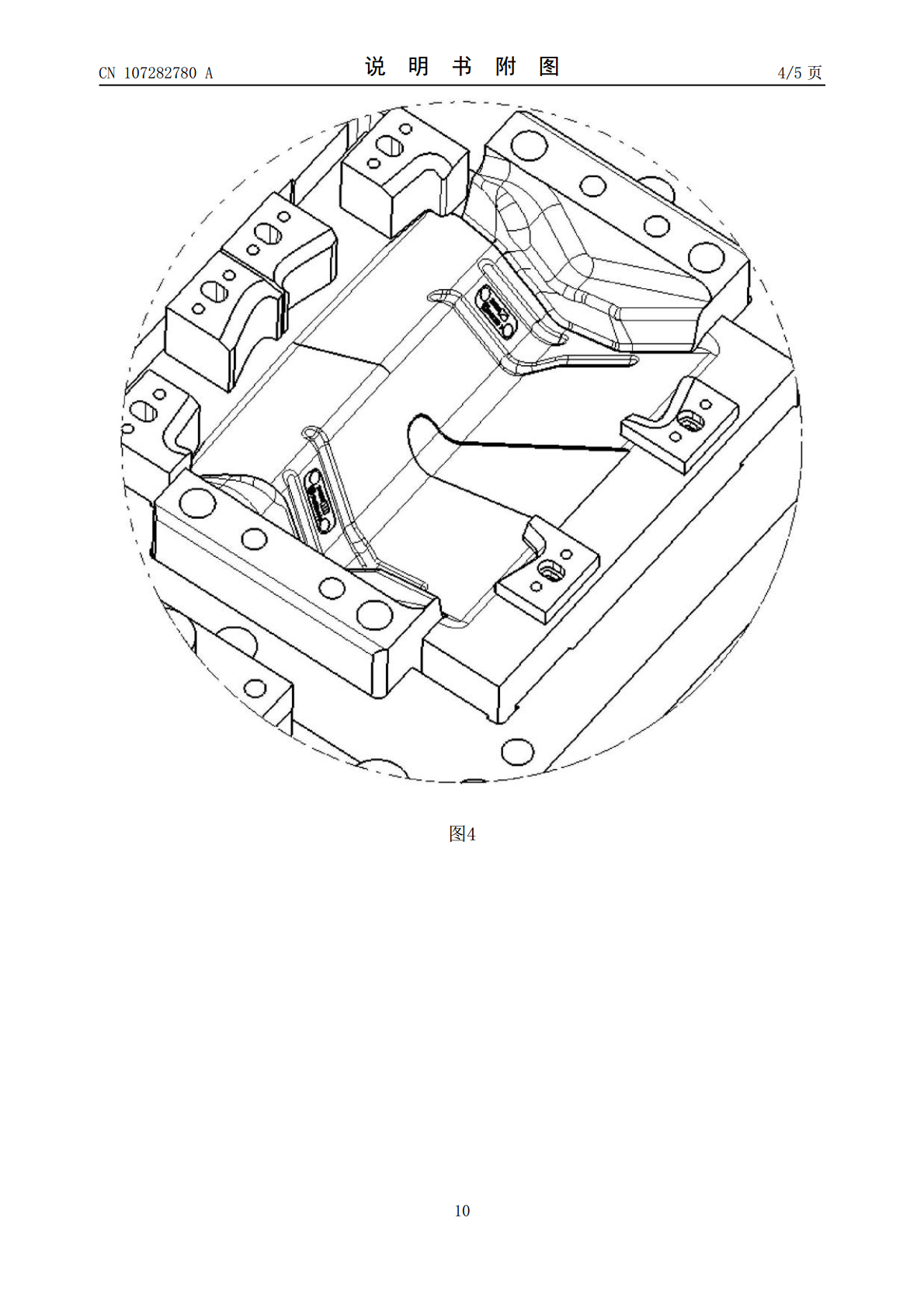
本发明公开了一种弯曲下模,包括下压料板,具备依次成角度连接的第一斜面、第二斜面、第三斜面,下压料板沿第一斜面、第二斜面、第三斜面的连接方向呈中心轴对称,中心轴两侧构成两处供折弯件的折弯区域,折弯区域各具备一个长凹槽和一个短凹槽,长凹槽连通第一斜面、第二斜面、第三斜面,短凹槽位于第二斜面上,长凹槽和短凹槽的槽深恒定;下刀块,由与下压料板接触并轴对称布置在两侧的第一下刀块和第二下刀块构成;定位具,固定于下压料板四周,具备与折弯件凸角的角度、圆角相吻合的定位轮廓。压料板和下刀块嵌套固定于下模框的十字形中部槽内。
一种弯曲模.pdf
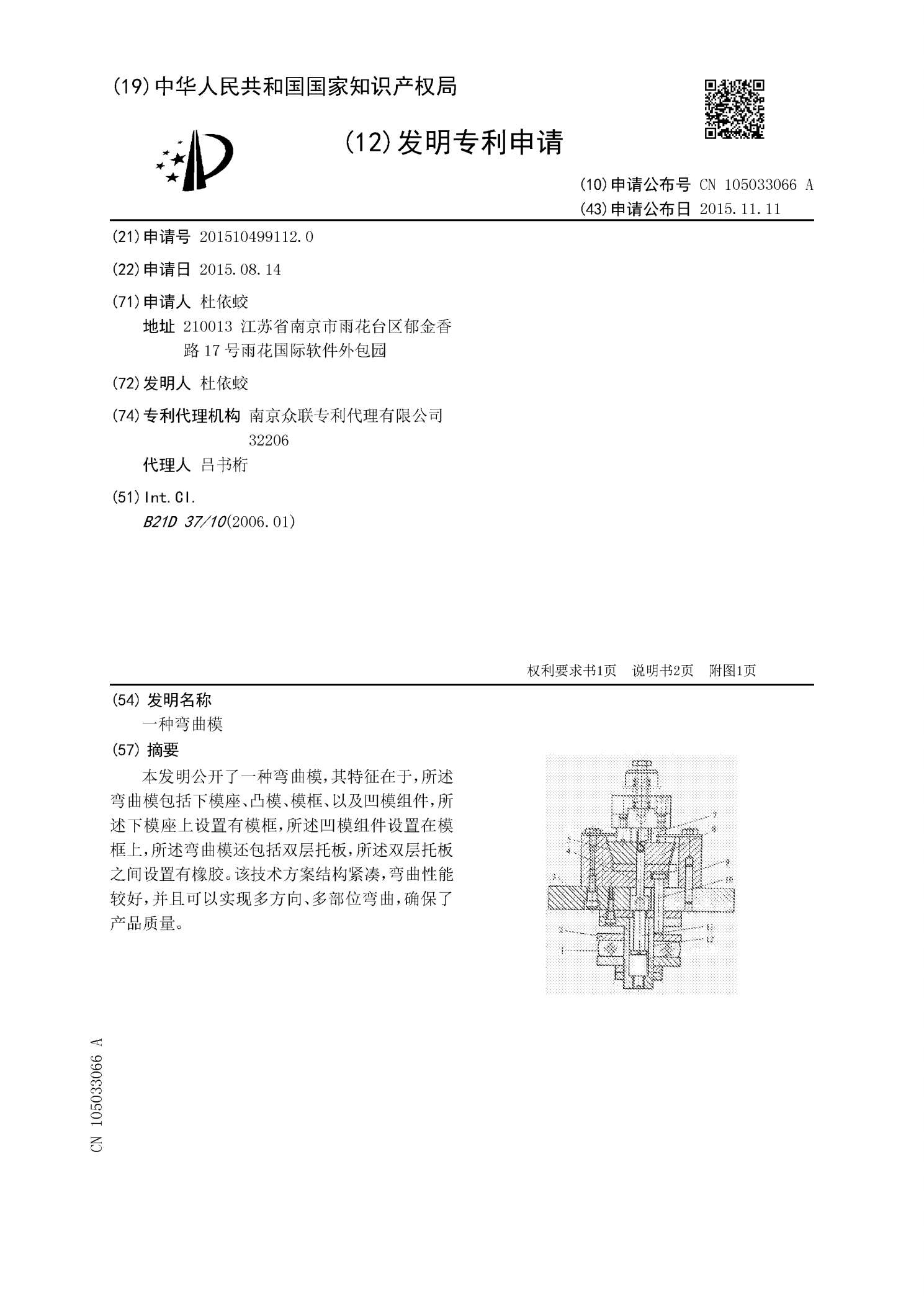
本发明公开了一种弯曲模,其特征在于,所述弯曲模包括下模座、凸模、模框、以及凹模组件,所述下模座上设置有模框,所述凹模组件设置在模框上,所述弯曲模还包括双层托板,所述双层托板之间设置有橡胶。该技术方案结构紧凑,弯曲性能较好,并且可以实现多方向、多部位弯曲,确保了产品质量。

一种弯曲复合模.pdf
本发明公开了一种弯曲复合模,包括上模座、左凸模、右凸模、压料板、凹模、顶料块,所述左凸模、右凸模对称地固设于所述上模座,所述压料板位于所述左凸模、右凸模之间且活动设置于所述上模座,所述压料板与所述上模座之间设置有弹性体一;所述凹模设置有窄口孔腔,所述窄口孔腔底部设置有盲孔,所述顶料块活动设置于所述盲孔内,所述顶料块与所述盲孔底部之间设置有弹性体二。所述模具能够实现翻边U形弯折的一次成形,且结构简单,制作成本较低,便于维护,使用寿命长,因此能够降低生产成本。
一种把手弯曲校正模.pdf
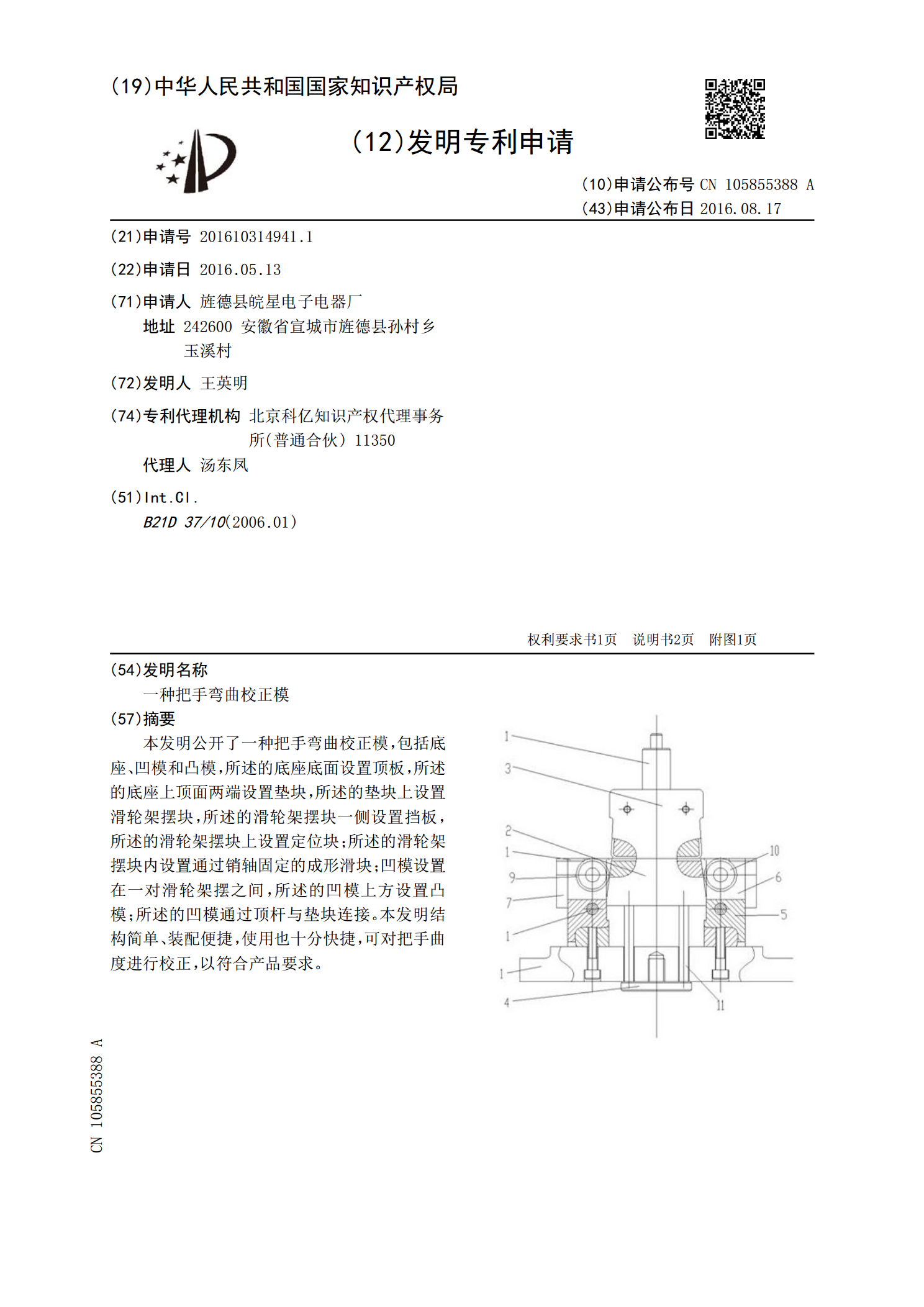
本发明公开了一种把手弯曲校正模,包括底座、凹模和凸模,所述的底座底面设置顶板,所述的底座上顶面两端设置垫块,所述的垫块上设置滑轮架摆块,所述的滑轮架摆块一侧设置挡板,所述的滑轮架摆块上设置定位块;所述的滑轮架摆块内设置通过销轴固定的成形滑块;凹模设置在一对滑轮架摆之间,所述的凹模上方设置凸模;所述的凹模通过顶杆与垫块连接。本发明结构简单、装配便捷,使用也十分快捷,可对把手曲度进行校正,以符合产品要求。
一种把手弯曲校正模.pdf
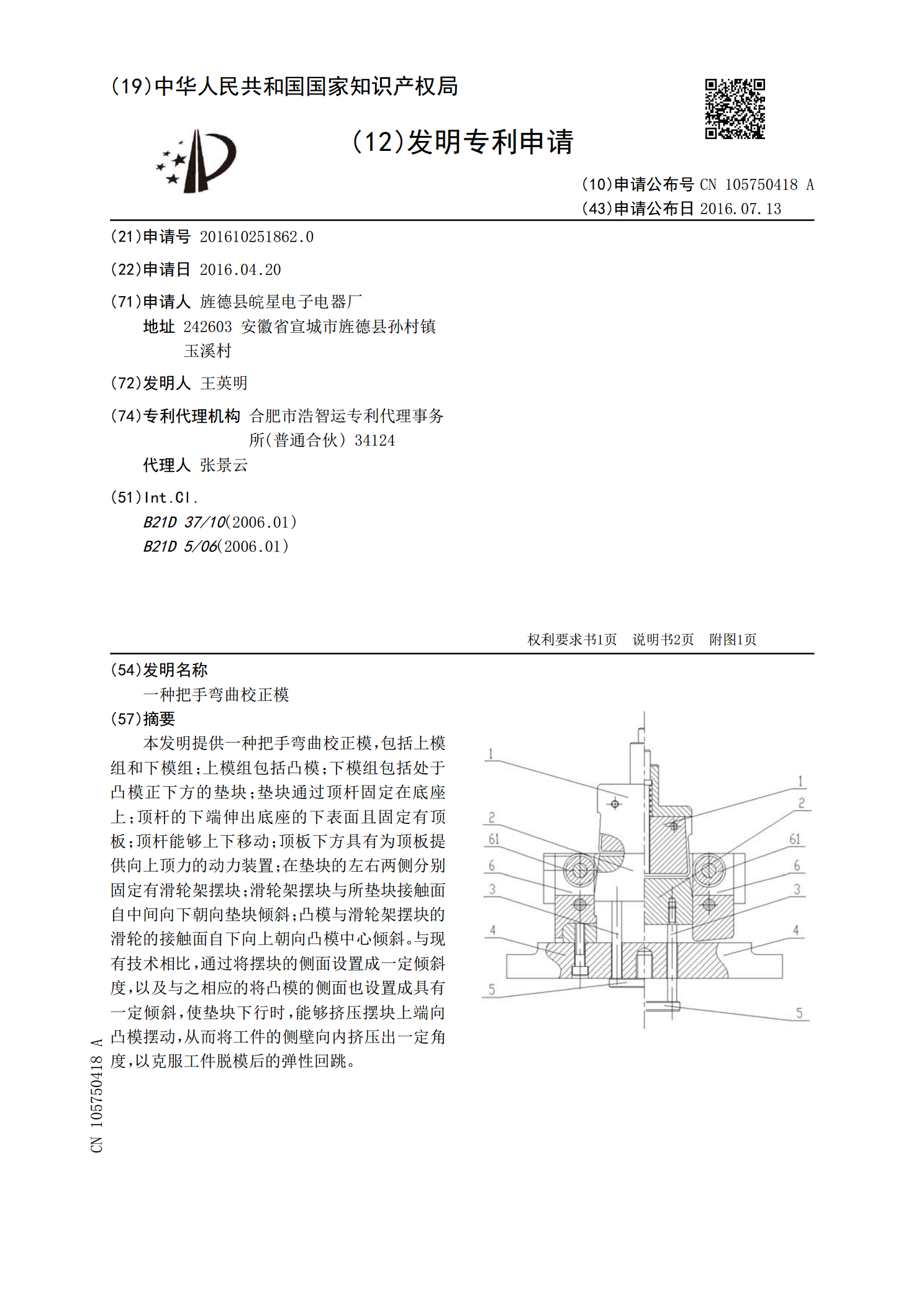
本发明提供一种把手弯曲校正模,包括上模组和下模组;上模组包括凸模;下模组包括处于凸模正下方的垫块;垫块通过顶杆固定在底座上;顶杆的下端伸出底座的下表面且固定有顶板;顶杆能够上下移动;顶板下方具有为顶板提供向上顶力的动力装置;在垫块的左右两侧分别固定有滑轮架摆块;滑轮架摆块与所垫块接触面自中间向下朝向垫块倾斜;凸模与滑轮架摆块的滑轮的接触面自下向上朝向凸模中心倾斜。与现有技术相比,通过将摆块的侧面设置成一定倾斜度,以及与之相应的将凸模的侧面也设置成具有一定倾斜,使垫块下行时,能够挤压摆块上端向凸模摆动,从而