
涂覆铁基非晶金属涂层的火电厂引风机叶轮.pdf

一吃****海逸

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
涂覆铁基非晶金属涂层的火电厂引风机叶轮.pdf
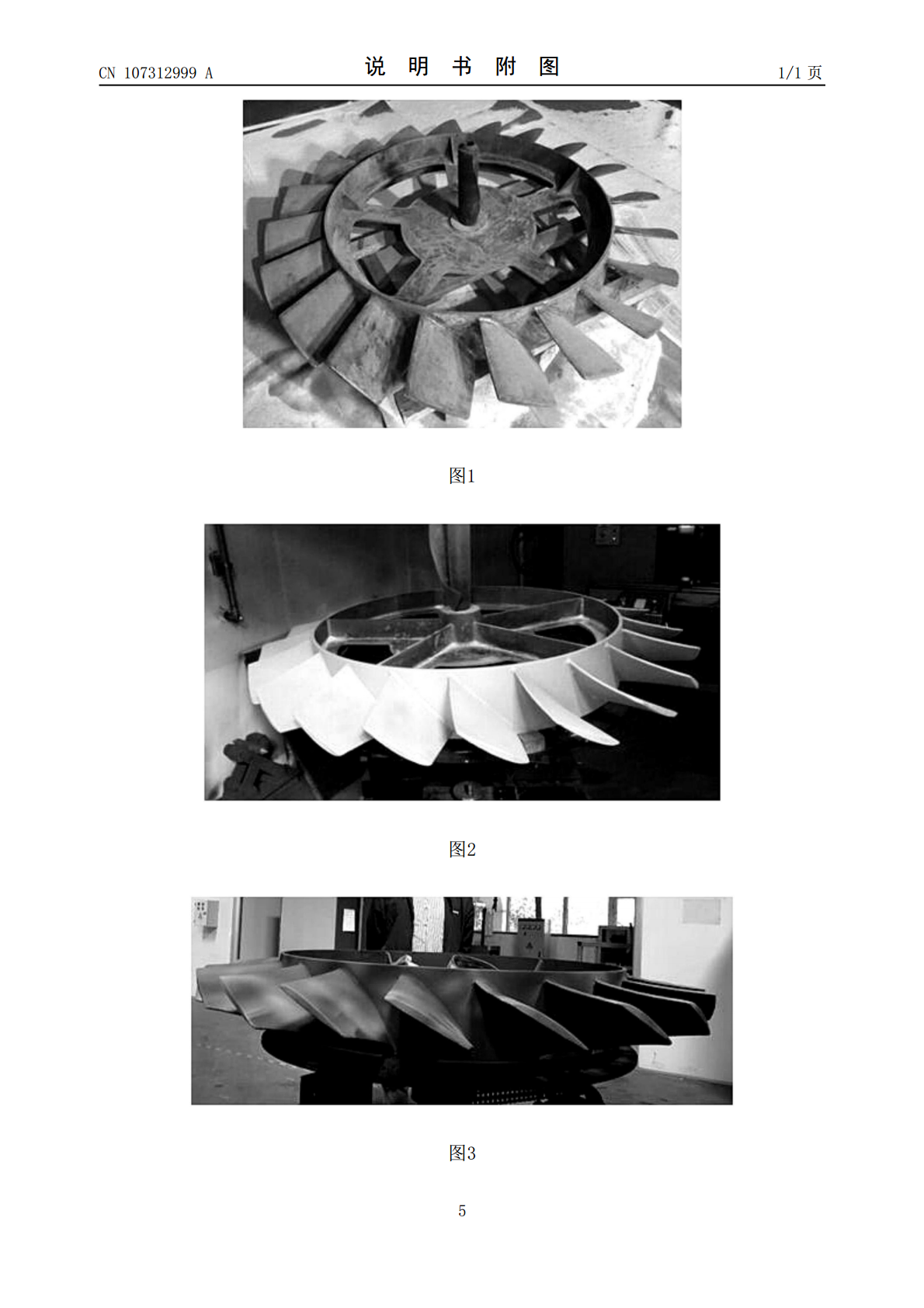
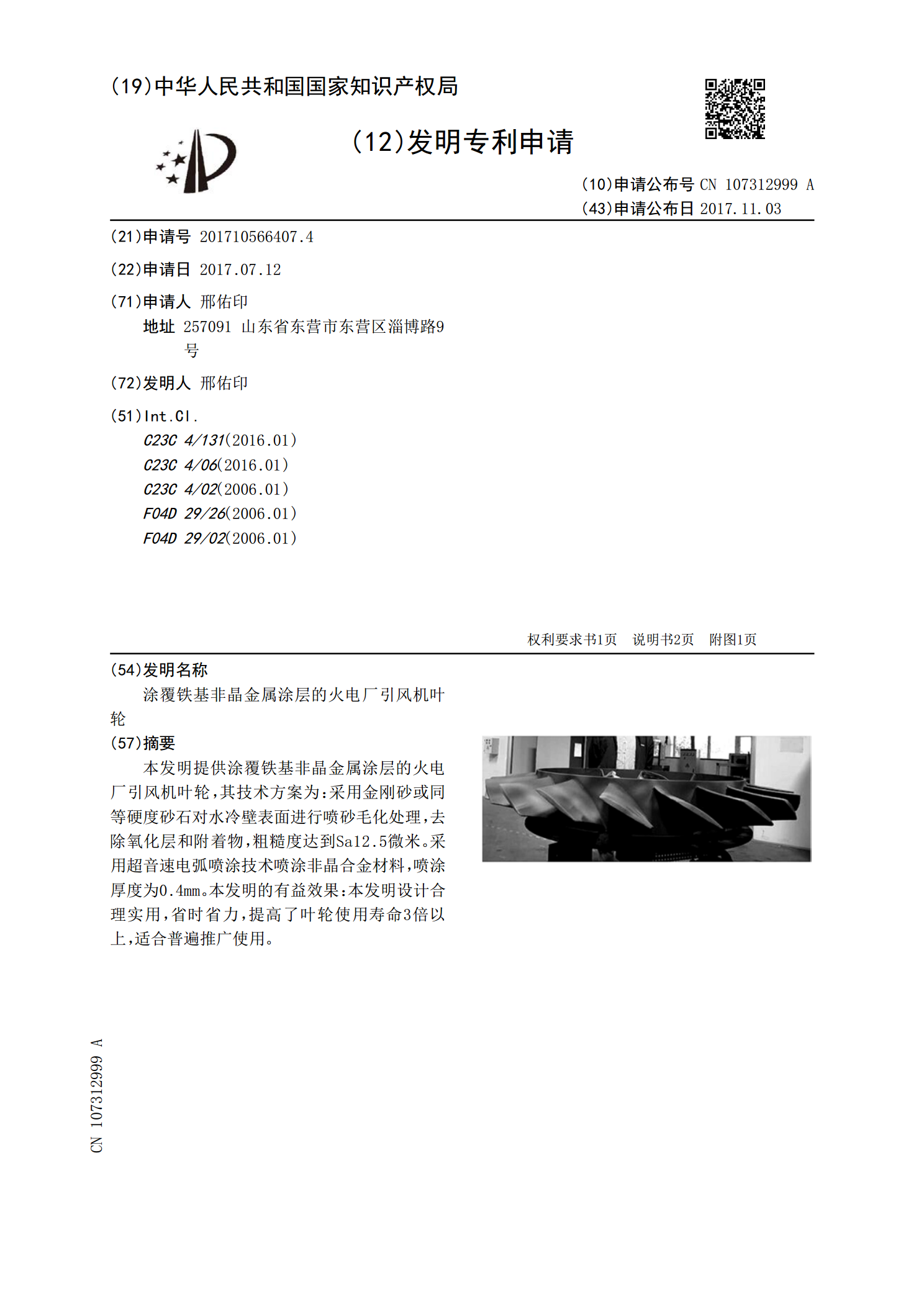
本发明提供涂覆铁基非晶金属涂层的火电厂引风机叶轮,其技术方案为:采用金刚砂或同等硬度砂石对水冷壁表面进行喷砂毛化处理,去除氧化层和附着物,粗糙度达到Sa12.5微米。采用超音速电弧喷涂技术喷涂非晶合金材料,喷涂厚度为0.4mm。本发明的有益效果:本发明设计合理实用,省时省力,提高了叶轮使用寿命3倍以上,适合普遍推广使用。

涂覆铁基非晶金属涂层的火电厂锅炉水冷壁.pdf
本发明提供涂覆铁基非晶金属涂层的火电厂锅炉水冷壁,其技术方案为:采用金刚砂或同等硬度砂石对水冷壁表面进行喷砂毛化处理,去除氧化层和附着物,粗糙度达到Sa12.5微米。采用超音速电弧喷涂技术喷涂非晶合金材料,喷涂厚度为0.3mm。本发明的有益效果:本发明设计合理实用,有效的减轻了对锅炉的磨损,省时省力,提高了锅炉使用寿命3倍以上,适合普遍推广使用。
涂覆铁基非晶金属涂层的石油钻杆耐磨带.pdf
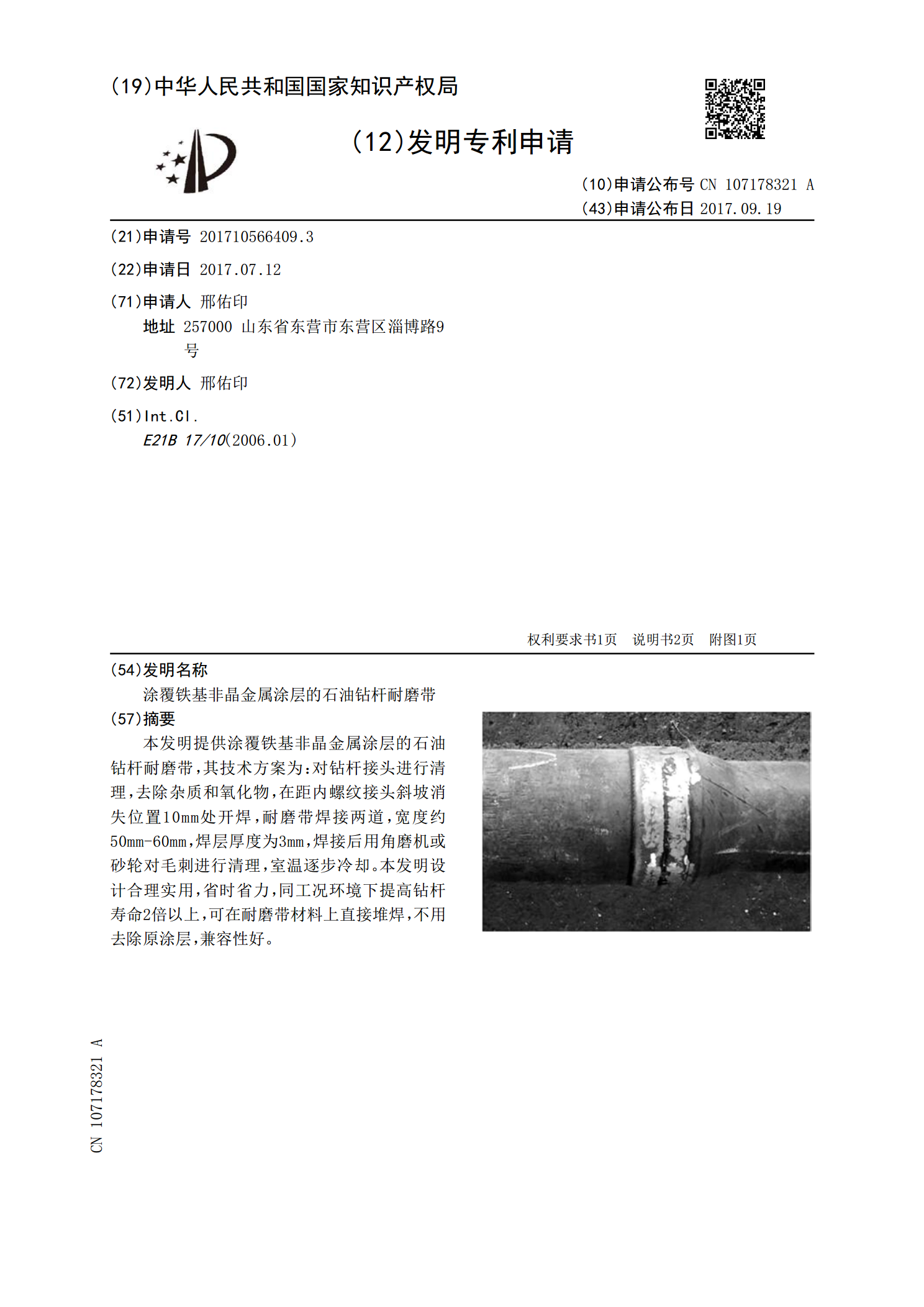
本发明提供涂覆铁基非晶金属涂层的石油钻杆耐磨带,其技术方案为:对钻杆接头进行清理,去除杂质和氧化物,在距内螺纹接头斜坡消失位置10mm处开焊,耐磨带焊接两道,宽度约50mm‑60mm,焊层厚度为3mm,焊接后用角磨机或砂轮对毛刺进行清理,室温逐步冷却。本发明设计合理实用,省时省力,同工况环境下提高钻杆寿命2倍以上,可在耐磨带材料上直接堆焊,不用去除原涂层,兼容性好。

涂覆铁基非晶金属涂层的往复泵15Mpa压力柱塞.pdf
本发明经多年实践提供最先进的技术,是把美国LMC公司的专有铁基非晶合金引用到中国石油机械上,来解决注水泵柱塞使用寿命短的问题。非晶合金又称为液态金属,是指材料在固态条件下保留了金属在液态状况下原子的三维空间无序排列,也就是金属没有了固有的晶界,由于晶界的消失,和传统合金比较,非晶合金的耐腐蚀性、硬度和韧性大大增强,美国LMC是该材料在全球该领域的领军企业之一。本发明的有益效果:本发明设计合理实用,提高了15Mpa柱塞的使用寿命,节约了成本,节省了原材料,适合普遍推广使用。

激光熔覆铁基非晶合金涂层的性能研究.docx
激光熔覆铁基非晶合金涂层的性能研究摘要本研究通过激光熔覆技术制备了铁基非晶合金涂层,并对其性能进行了研究。研究结果表明,铁基非晶合金涂层具有优异的硬度、耐磨性、耐腐蚀性和高温稳定性,具有广泛的应用前景。关键词:激光熔覆;铁基非晶合金;涂层性能引言近年来,随着工业化程度的不断提高,对材料的性能要求也越来越高,特别是对表面涂层材料的要求更为严格。激光熔覆技术是一种新兴的表面涂层技术,具有优异的涂层质量和成形性能。铁基非晶合金由于其特殊的结构和性能,在表面涂层中得到了广泛的应用,尤其在高温、强腐蚀环境下具有突出