
一种焊接用滚动夹紧装置.pdf

是飞****文章

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种焊接用滚动夹紧装置.pdf
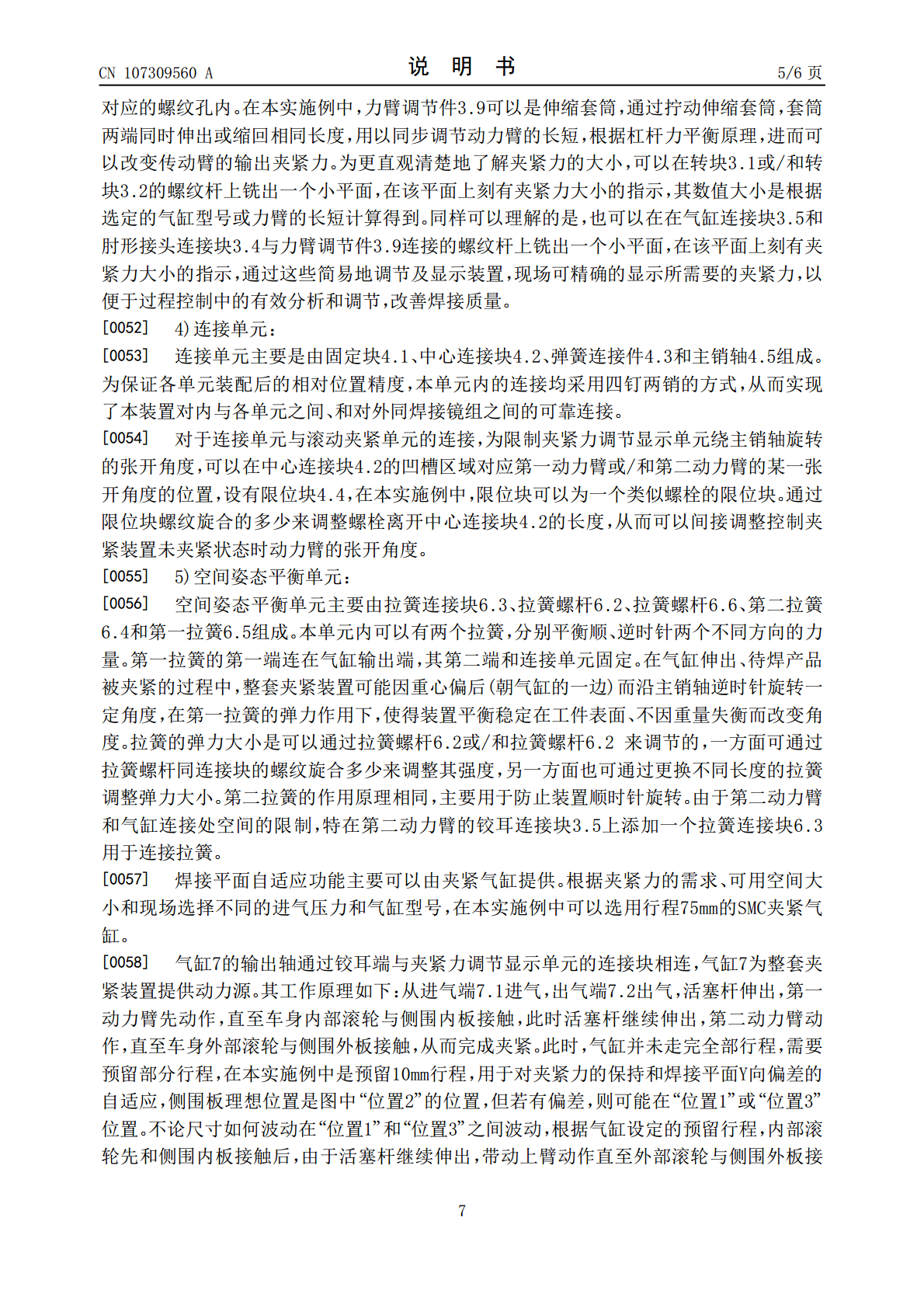
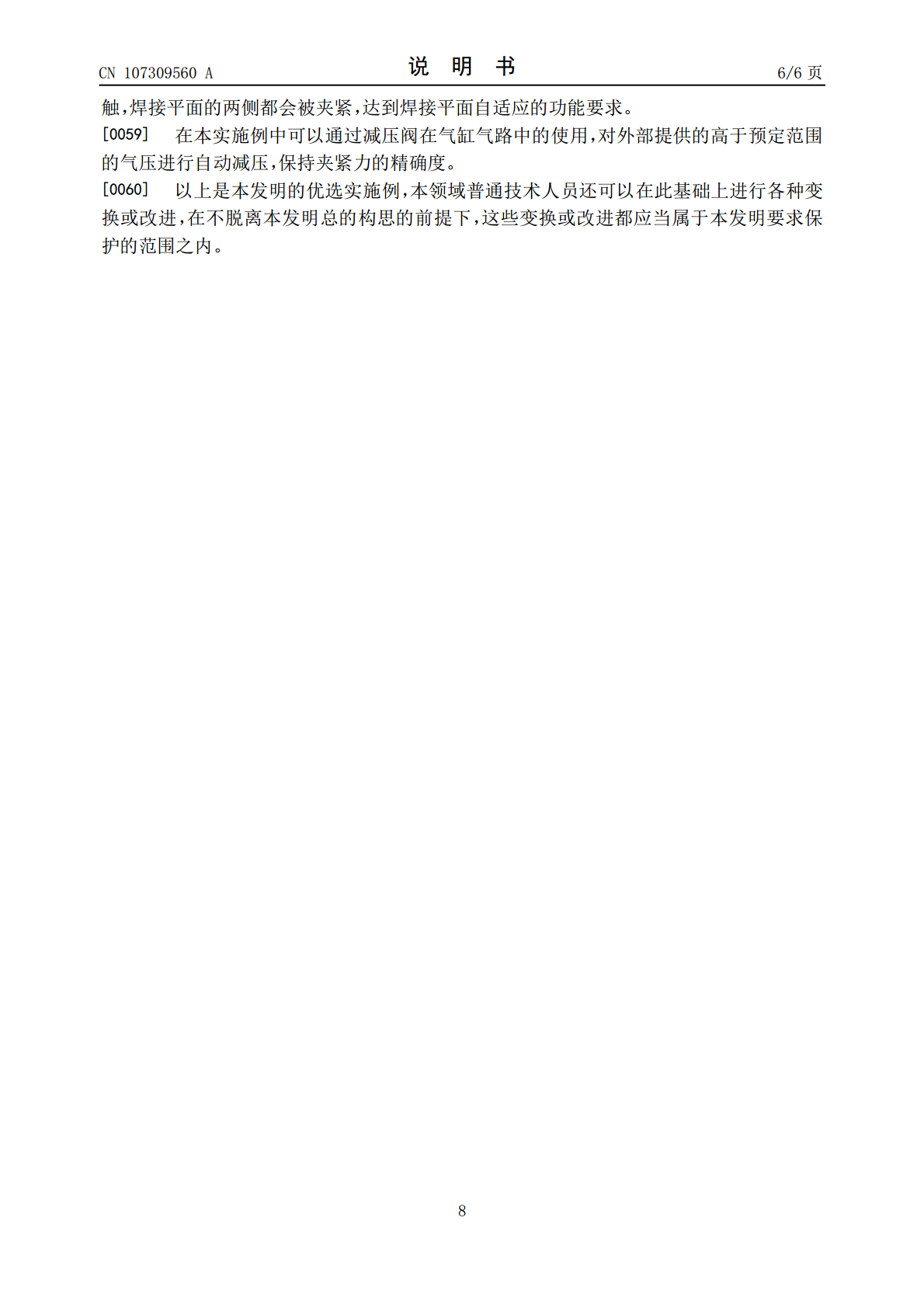
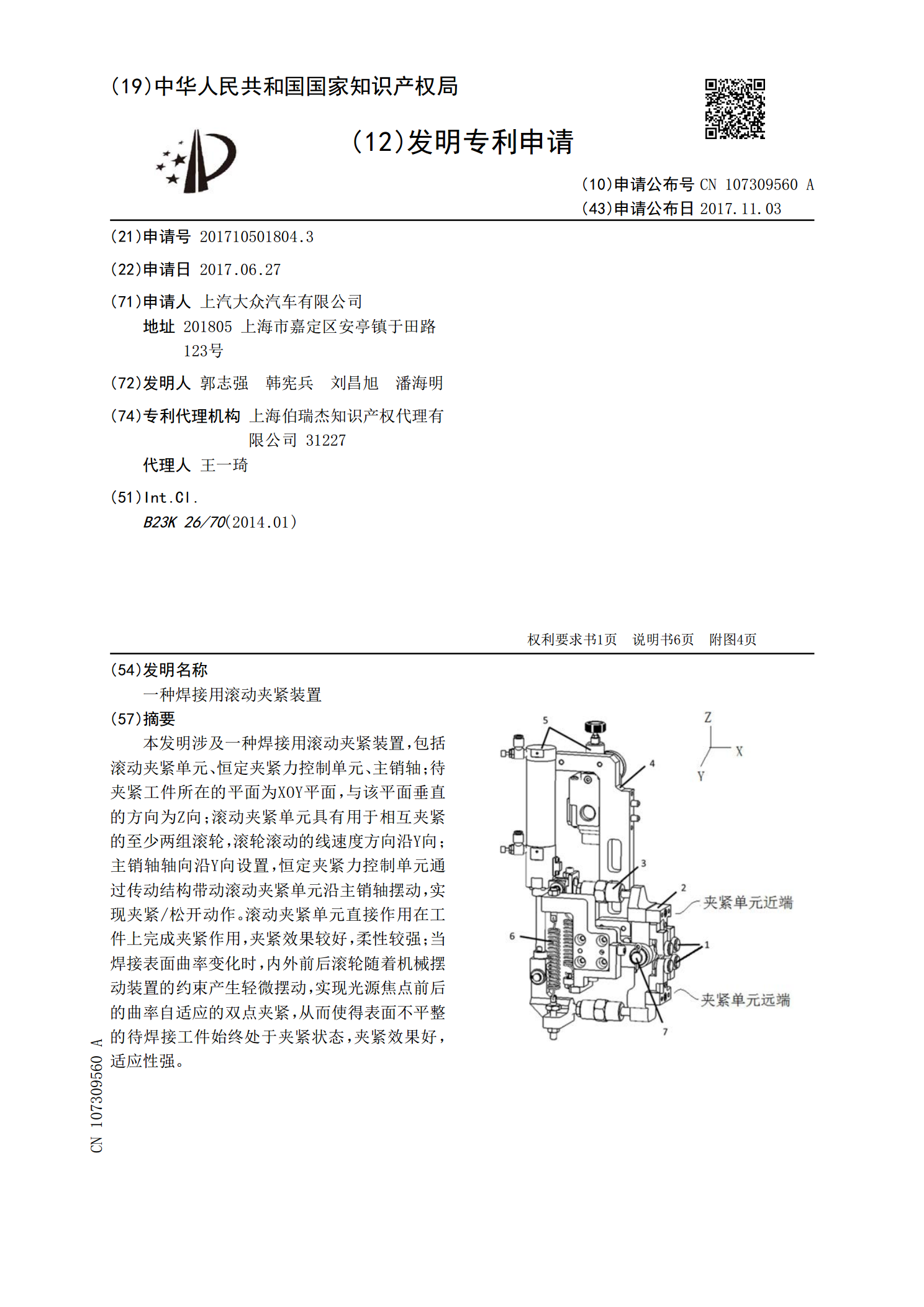
本发明涉及一种焊接用滚动夹紧装置,包括滚动夹紧单元、恒定夹紧力控制单元、主销轴;待夹紧工件所在的平面为XOY平面,与该平面垂直的方向为Z向;滚动夹紧单元具有用于相互夹紧的至少两组滚轮,滚轮滚动的线速度方向沿Y向;主销轴轴向沿Y向设置,恒定夹紧力控制单元通过传动结构带动滚动夹紧单元沿主销轴摆动,实现夹紧/松开动作。滚动夹紧单元直接作用在工件上完成夹紧作用,夹紧效果较好,柔性较强;当焊接表面曲率变化时,内外前后滚轮随着机械摆动装置的约束产生轻微摆动,实现光源焦点前后的曲率自适应的双点夹紧,从而使得表面不平整的

一种焊接定位装置用下端夹紧装置.pdf
本发明公开了一种焊接定位装置用下端夹紧装置,包括底板,所述底板的上端固定有固定板,固定板上设有一号轴,一号轴上通过键连接的方式固定有一号齿轮,一号齿轮的上方设有曲柄盘,曲柄盘的上端铰接有驱动杆,驱动杆的前端均连接有滑动块,滑动块的两侧均安装有滑道,滑动块的上端均固定有定位块,固定板上设有二号轴,二号轴上通过键连接的方式固定有二号齿轮,二号齿轮的上端设有驱动销,驱动销上连接有液压缸,液压缸固定在固定板上。本发明具有使用方便、生产制造成本低和结构设计合理等优点,能实现对提升机外壳的夹紧,并替代人工,夹紧力均匀
一种阀门加工焊接用夹紧装置.pdf
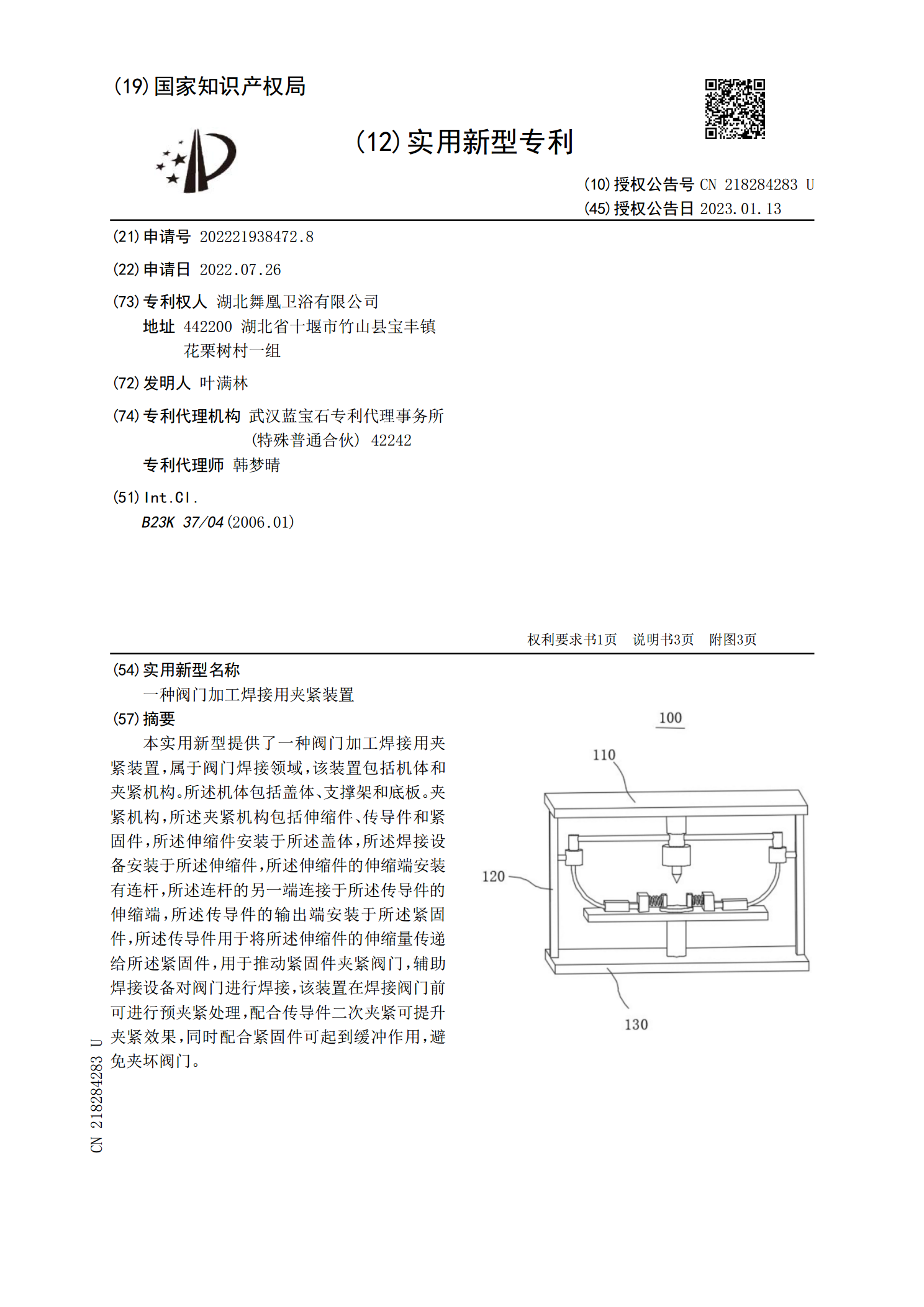
本实用新型提供了一种阀门加工焊接用夹紧装置,属于阀门焊接领域,该装置包括机体和夹紧机构。所述机体包括盖体、支撑架和底板。夹紧机构,所述夹紧机构包括伸缩件、传导件和紧固件,所述伸缩件安装于所述盖体,所述焊接设备安装于所述伸缩件,所述伸缩件的伸缩端安装有连杆,所述连杆的另一端连接于所述传导件的伸缩端,所述传导件的输出端安装于所述紧固件,所述传导件用于将所述伸缩件的伸缩量传递给所述紧固件,用于推动紧固件夹紧阀门,辅助焊接设备对阀门进行焊接,该装置在焊接阀门前可进行预夹紧处理,配合传导件二次夹紧可提升夹紧效果,同
一种摩擦焊接用的自动夹紧装置.pdf
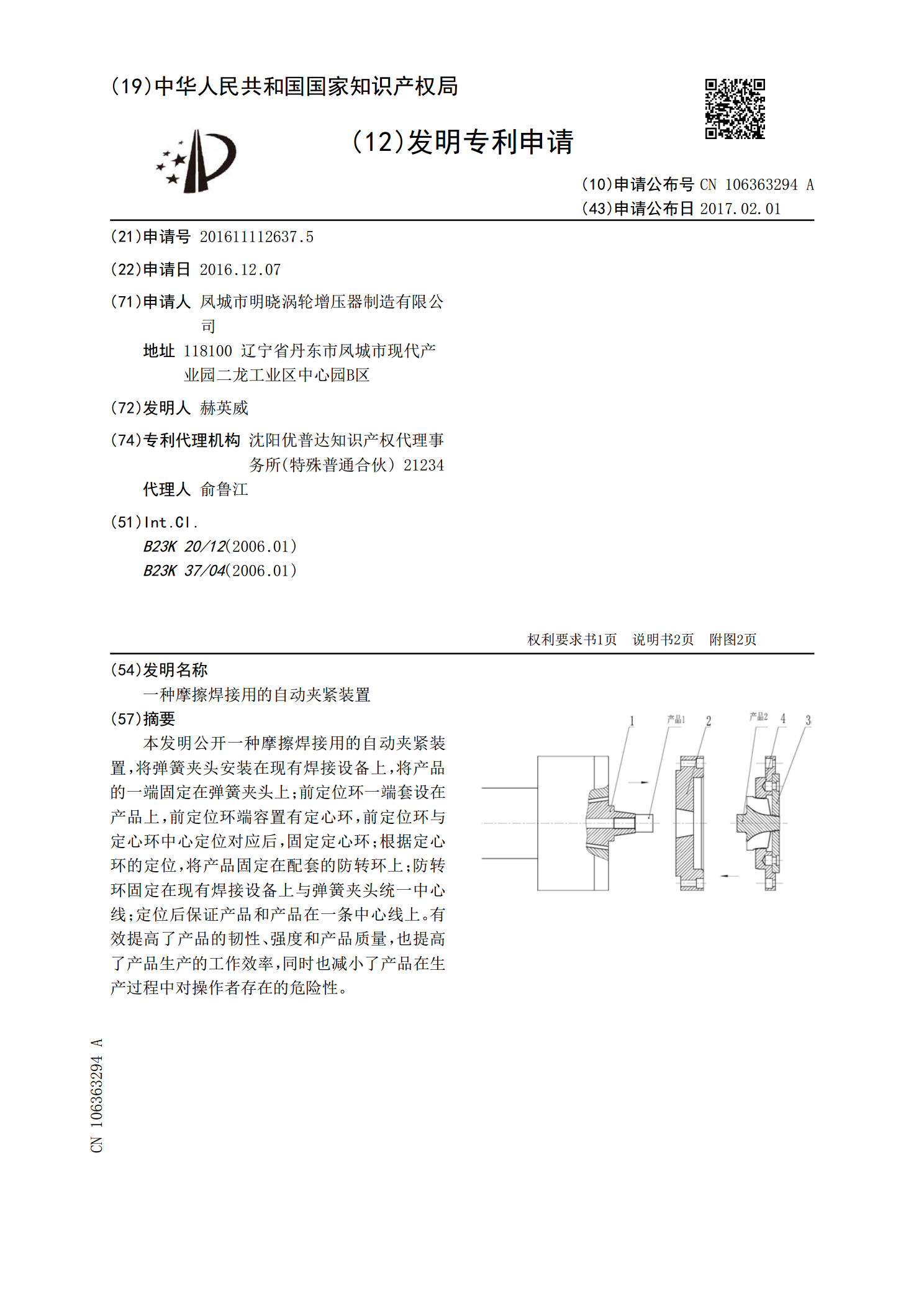
本发明公开一种摩擦焊接用的自动夹紧装置,将弹簧夹头安装在现有焊接设备上,将产品的一端固定在弹簧夹头上;前定位环一端套设在产品上,前定位环端容置有定心环,前定位环与定心环中心定位对应后,固定定心环;根据定心环的定位,将产品固定在配套的防转环上;防转环固定在现有焊接设备上与弹簧夹头统一中心线;定位后保证产品和产品在一条中心线上。有效提高了产品的韧性、强度和产品质量,也提高了产品生产的工作效率,同时也减小了产品在生产过程中对操作者存在的危险性。

一种建筑用焊接台固定夹紧装置.pdf
本发明公开了一种建筑用焊接台固定夹紧装置,包括机座,所述机座的顶部表面固定安装有滑槽,所述滑槽的内部左侧固定安装有轴承座,所述轴承座的内部与转轴传动连接,所述转轴输出轴与减速机的内部输入轴转动连接,所述滑槽的右端设有伺服电机,所述伺服电机的输出端通过减速机与转轴转动连接,所述转轴的左右两端外部套接有锥型齿轮,所述锥型齿轮的顶端与齿条传动连接,当夹板a提升一定的高度后,人们可以将钢材等放置与夹板a与夹板b之间,当钢材放置完毕后,人们松开套环使得在弹簧自身的弹力作用下带动连接块a向下移动并通过夹板a将钢材夹紧