
液压双刀冷切割断管坡口机.pdf

Jo****34

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
液压双刀冷切割断管坡口机.pdf
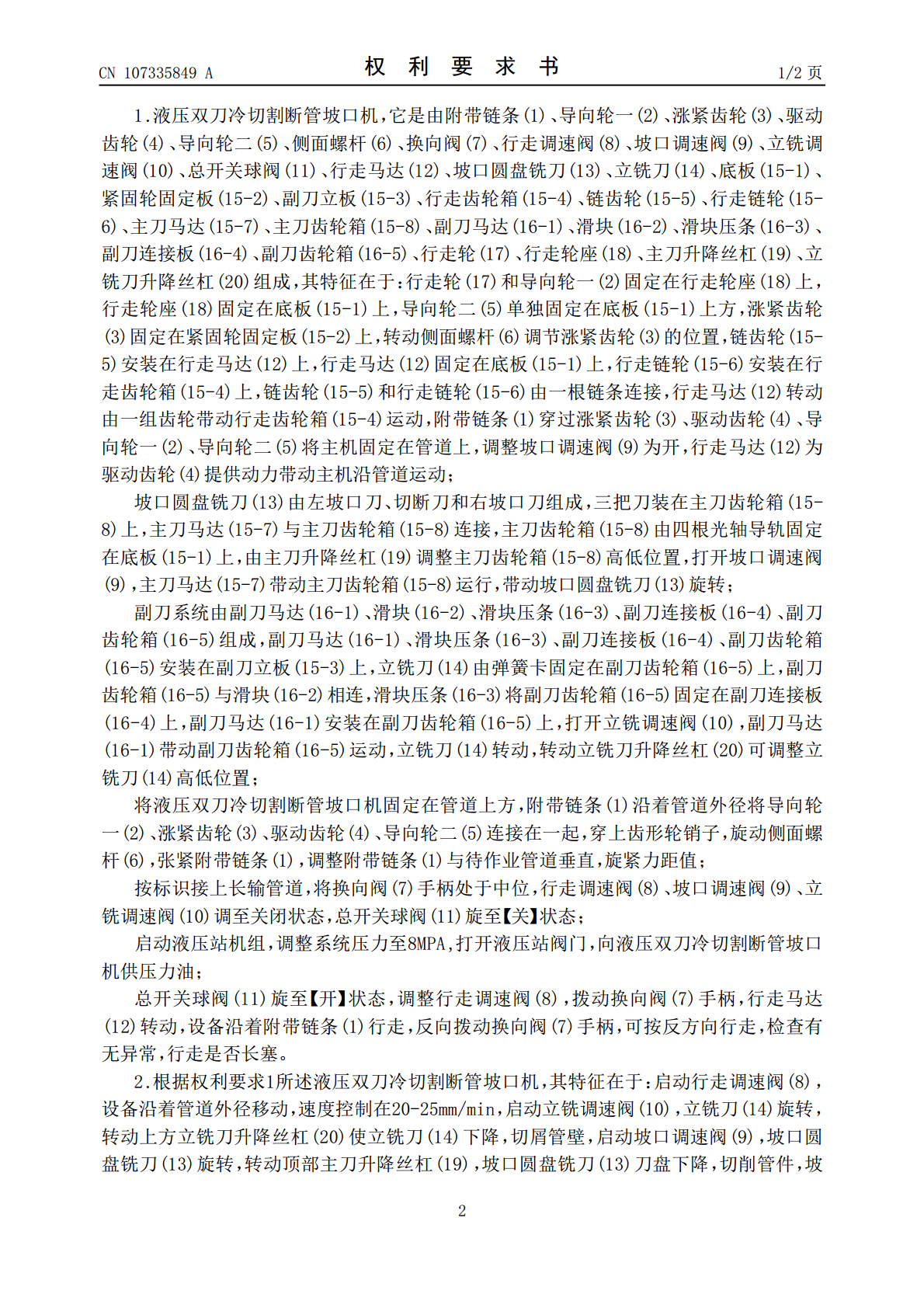
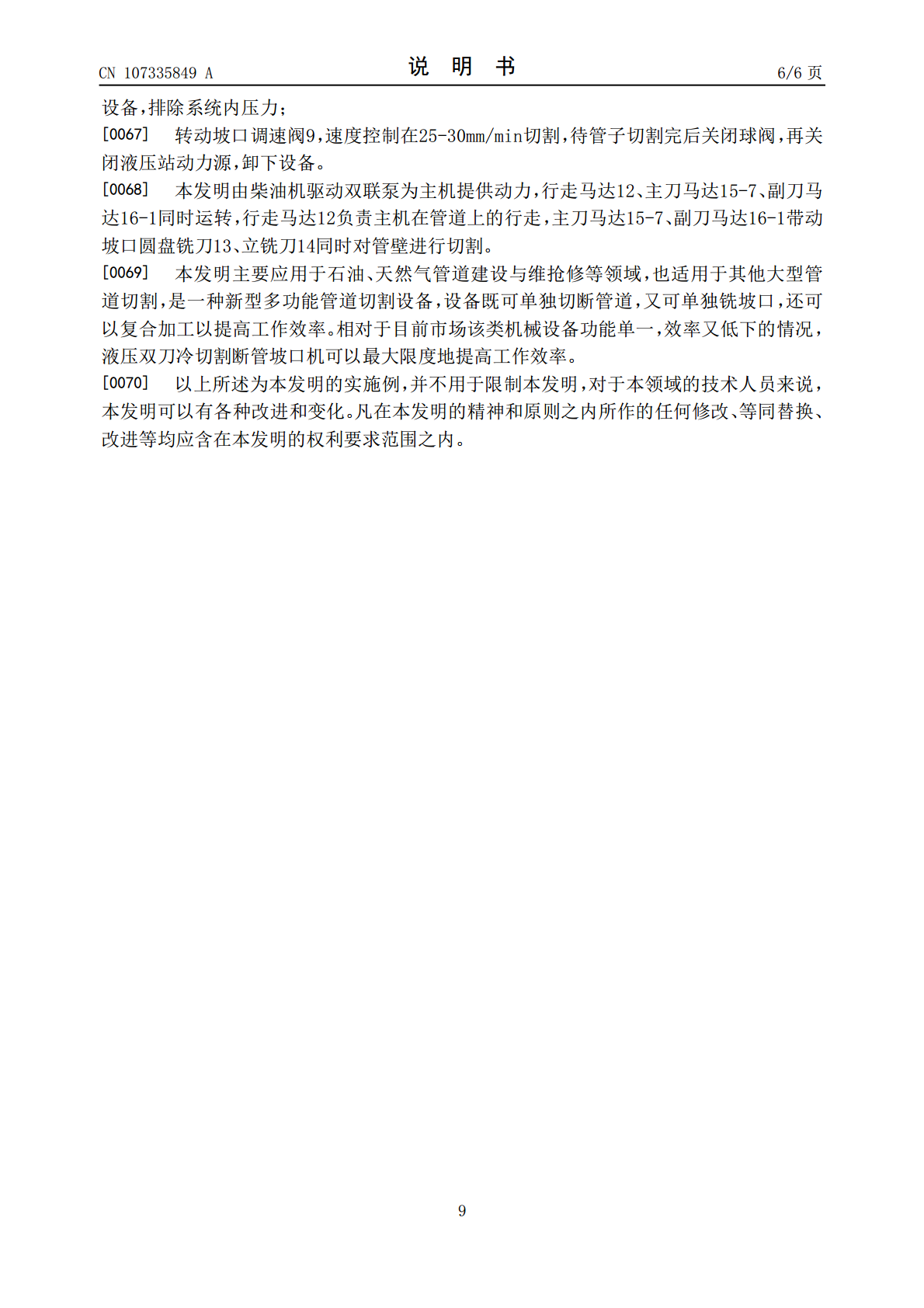
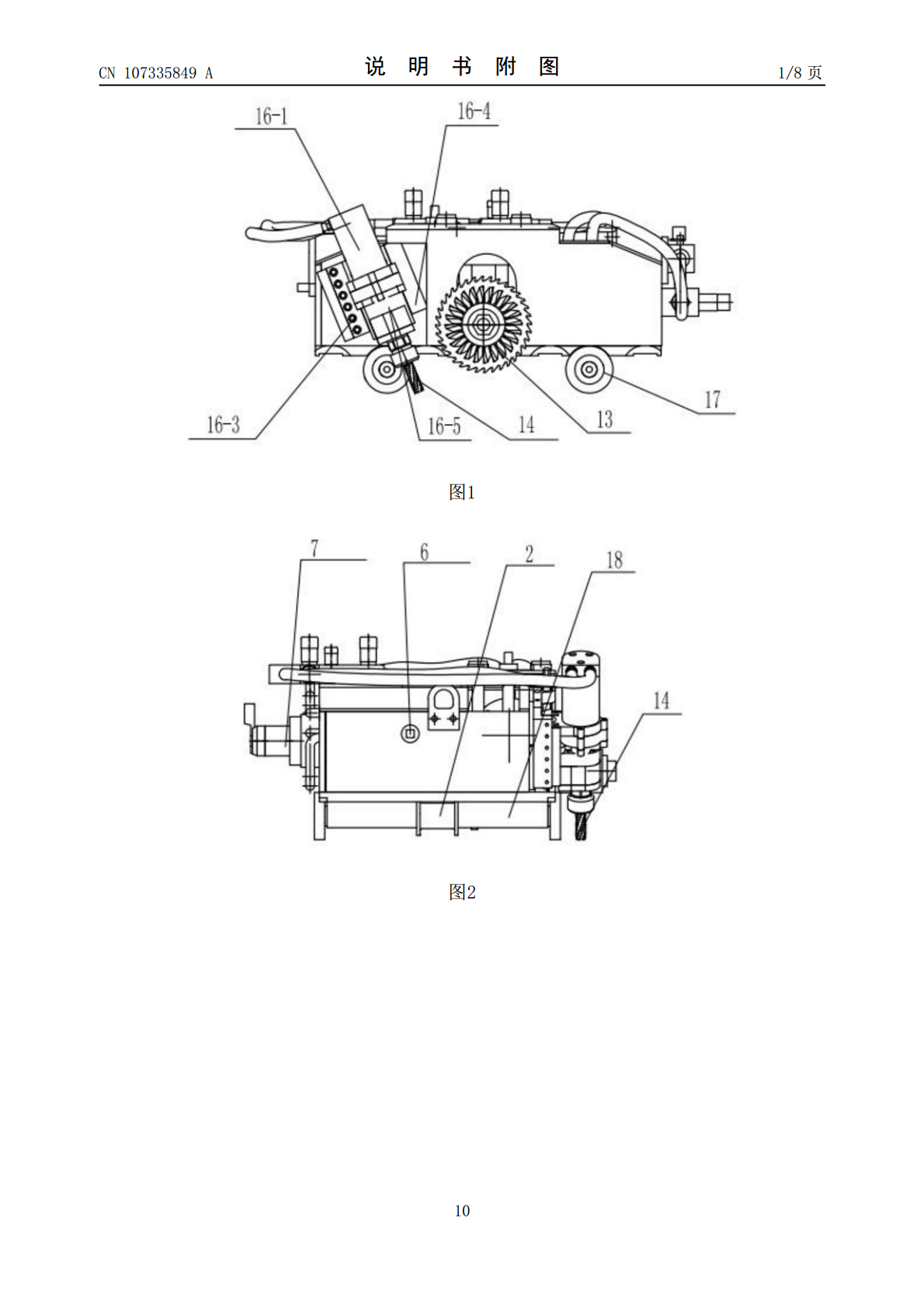
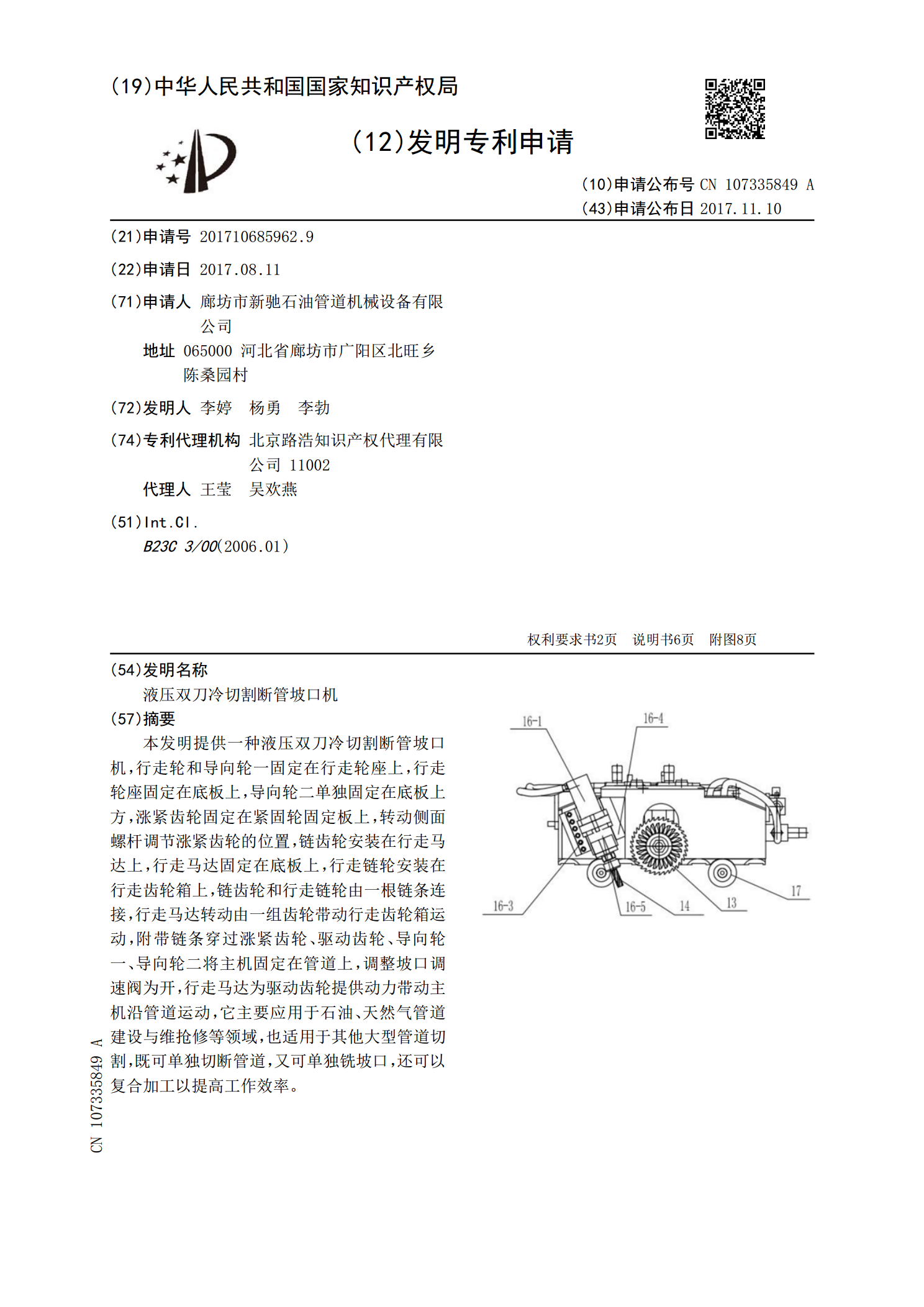
本发明提供一种液压双刀冷切割断管坡口机,行走轮和导向轮一固定在行走轮座上,行走轮座固定在底板上,导向轮二单独固定在底板上方,涨紧齿轮固定在紧固轮固定板上,转动侧面螺杆调节涨紧齿轮的位置,链齿轮安装在行走马达上,行走马达固定在底板上,行走链轮安装在行走齿轮箱上,链齿轮和行走链轮由一根链条连接,行走马达转动由一组齿轮带动行走齿轮箱运动,附带链条穿过涨紧齿轮、驱动齿轮、导向轮一、导向轮二将主机固定在管道上,调整坡口调速阀为开,行走马达为驱动齿轮提供动力带动主机沿管道运动,它主要应用于石油、天然气管道建设与维抢修
双刀切管机.pdf
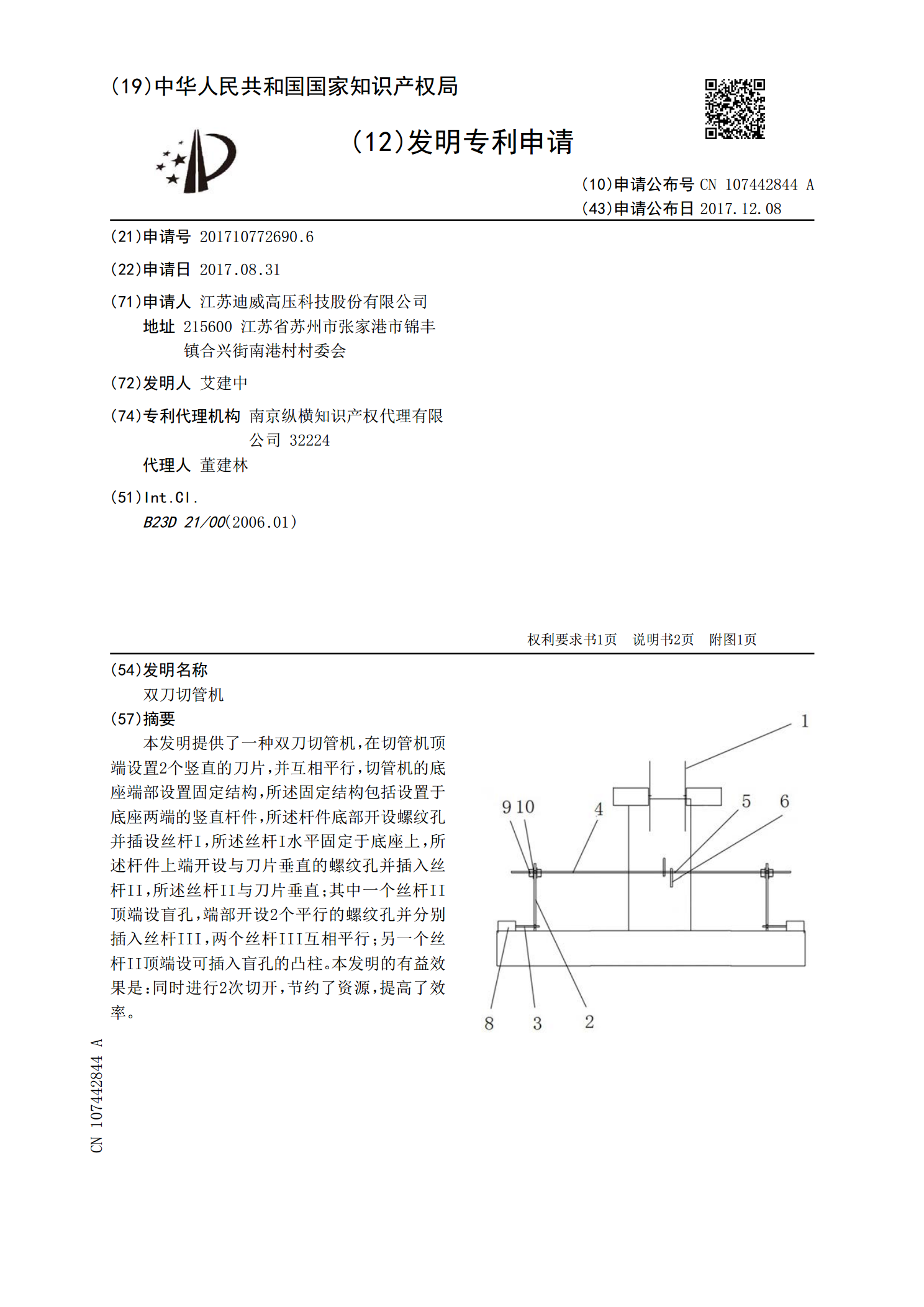
本发明提供了一种双刀切管机,在切管机顶端设置2个竖直的刀片,并互相平行,切管机的底座端部设置固定结构,所述固定结构包括设置于底座两端的竖直杆件,所述杆件底部开设螺纹孔并插设丝杆I,所述丝杆I水平固定于底座上,所述杆件上端开设与刀片垂直的螺纹孔并插入丝杆II,所述丝杆II与刀片垂直;其中一个丝杆II顶端设盲孔,端部开设2个平行的螺纹孔并分别插入丝杆III,两个丝杆III互相平行;另一个丝杆II顶端设可插入盲孔的凸柱。本发明的有益效果是:同时进行2次切开,节约了资源,提高了效率。

无限回转数控坡口切管机以及坡口加工方法.pdf
本发明公开了一种无限回转数控坡口切管机,包括加工部件、承载部件和数控系统,承载部件包括用卡盘和滚轮架,滚轮架安装在第一导轨上;加工部件包括与第一导轨平行设置的第二导轨,第二导轨上设置有箱体,箱体上设有横臂,横臂上连接有回转电机,回转臂的一端与回转电机动连接,回转臂的另一端与坡角电机静连接,坡角电机动连接割枪盘,回转电机的旋转轴线与坡角电机的旋转轴线相交成一夹角。还公开了一种坡口加工方法,将待加工的管子安放在如上所述的坡口切管机的滚轮架上,使得割枪盘到达预定位置;启动割枪使其开始工作。本发明的坡口切管机结构
爬管式切割坡口机.pdf
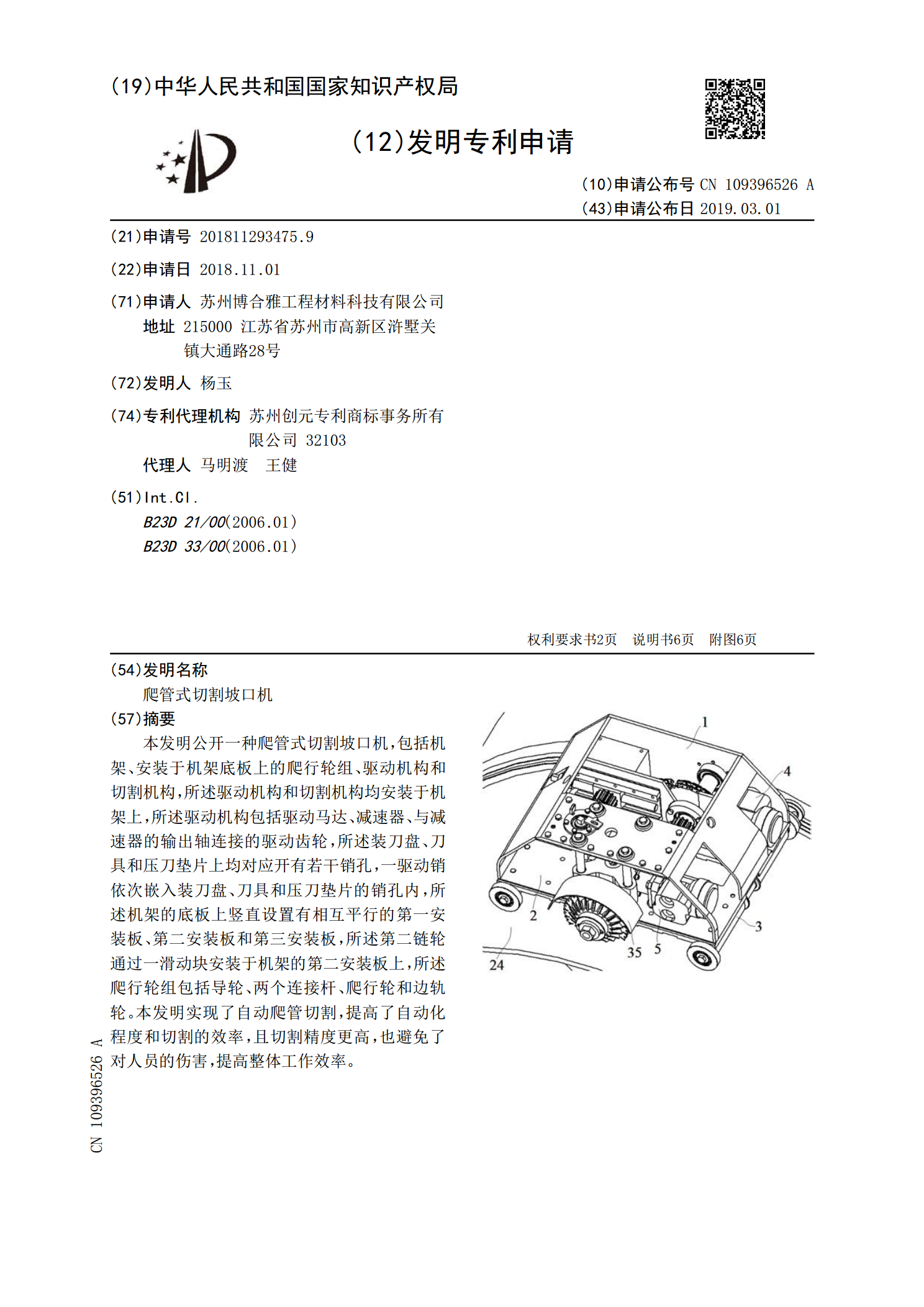
本发明公开一种爬管式切割坡口机,包括机架、安装于机架底板上的爬行轮组、驱动机构和切割机构,所述驱动机构和切割机构均安装于机架上,所述驱动机构包括驱动马达、减速器、与减速器的输出轴连接的驱动齿轮,所述装刀盘、刀具和压刀垫片上均对应开有若干销孔,一驱动销依次嵌入装刀盘、刀具和压刀垫片的销孔内,所述机架的底板上竖直设置有相互平行的第一安装板、第二安装板和第三安装板,所述第二链轮通过一滑动块安装于机架的第二安装板上,所述爬行轮组包括导轮、两个连接杆、爬行轮和边轨轮。本发明实现了自动爬管切割,提高了自动化程度和切割

双刀片膨胀管开槽机.pdf
本发明公开了一种双刀片膨胀管开槽机,其电机和减速器的动力输出轴均为两端输出的双侧输出轴,主传动轴由减速器驱动,在主传动轴上安装一个切口凸轮、两个定位凸轮和一个送料凸轮,双锯片切割锯由切割锯摆动架和安装在切割锯摆动架上的锯片轴以及安装在锯片轴上的两个锯片组成,在机架上固定有与锯片相对应的工件卡具,在工件卡具上设置有与待加工圆管相匹配的工件定位凹槽,在工件定位凹槽内设置有与锯片相对应的锯片进退槽,在落料槽的下部设置有推料架,可绕转位支架上下摆动并通过短摇杆与转位推杆绞接连接,转位推杆上装有推动主轴单向步进转动