
用于大型烧结机柔性传动装置的大齿轮安装方法.pdf

Th****s3

1/8

2/8
3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于大型烧结机柔性传动装置的大齿轮安装方法.pdf
本发明公开了一种用于大型烧结机柔性传动装置的大齿轮安装方法,其包括:1)清洁大齿轮以及主轴上用于装配大齿轮的轴颈;2)检查大齿轮的安装孔与主轴的装配尺寸公差是否在预设配合公差范围内,若是,则进入后续步骤;3)将大齿轮吊装至主轴的上述轴颈处。本发明公开的大齿轮安装方法采用吊装的方式将大齿轮安装至主轴的轴颈处,避免对大齿轮进行撞击,利于保护大齿轮的端面免受损伤。
用于大型烧结机柔性传动装置的涨紧环安装方法.pdf
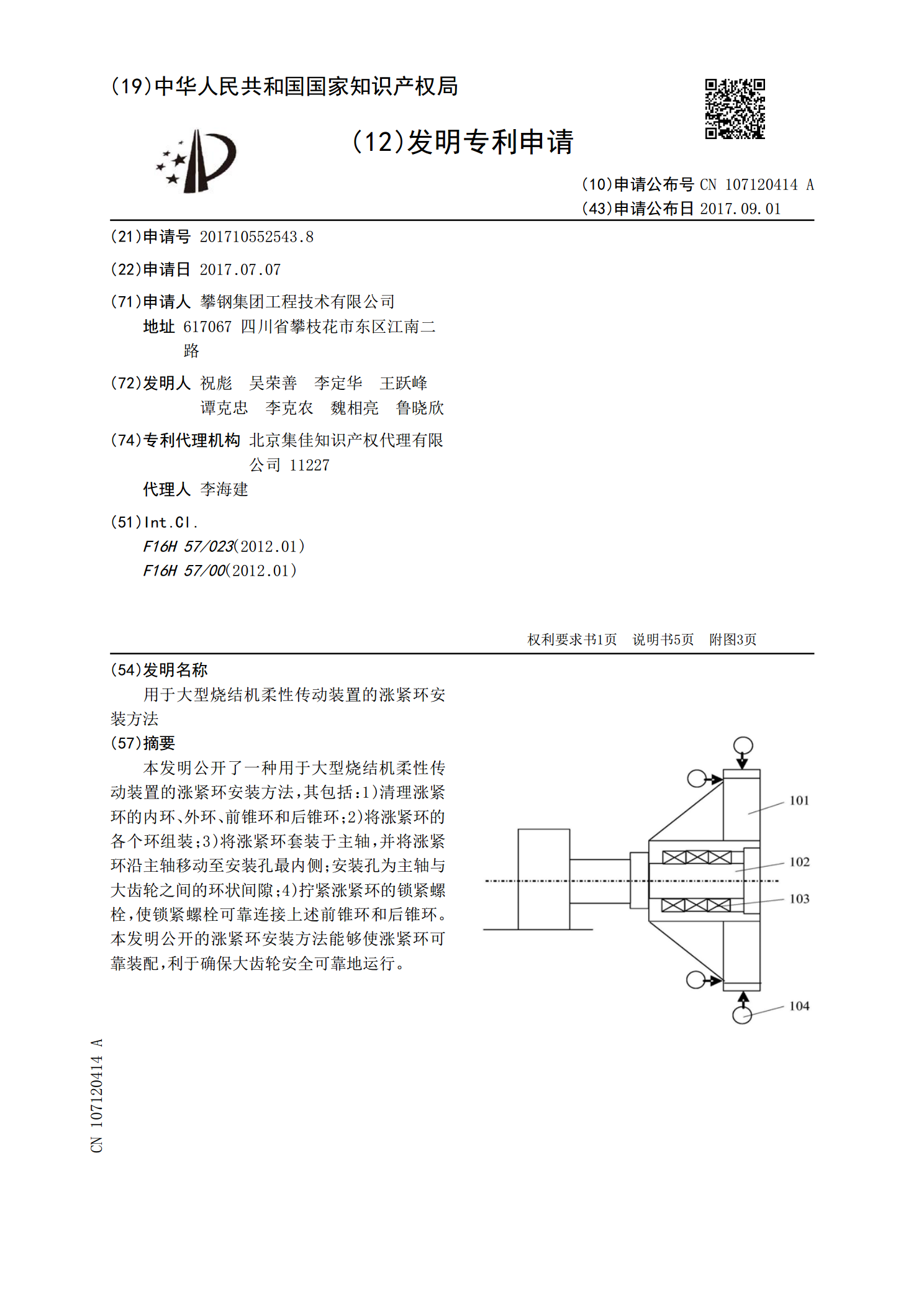
本发明公开了一种用于大型烧结机柔性传动装置的涨紧环安装方法,其包括:1)清理涨紧环的内环、外环、前锥环和后锥环;2)将涨紧环的各个环组装;3)将涨紧环套装于主轴,并将涨紧环沿主轴移动至安装孔最内侧;安装孔为主轴与大齿轮之间的环状间隙;4)拧紧涨紧环的锁紧螺栓,使锁紧螺栓可靠连接上述前锥环和后锥环。本发明公开的涨紧环安装方法能够使涨紧环可靠装配,利于确保大齿轮安全可靠地运行。
大型烧结机柔性传动装置的快速安装方法.pdf
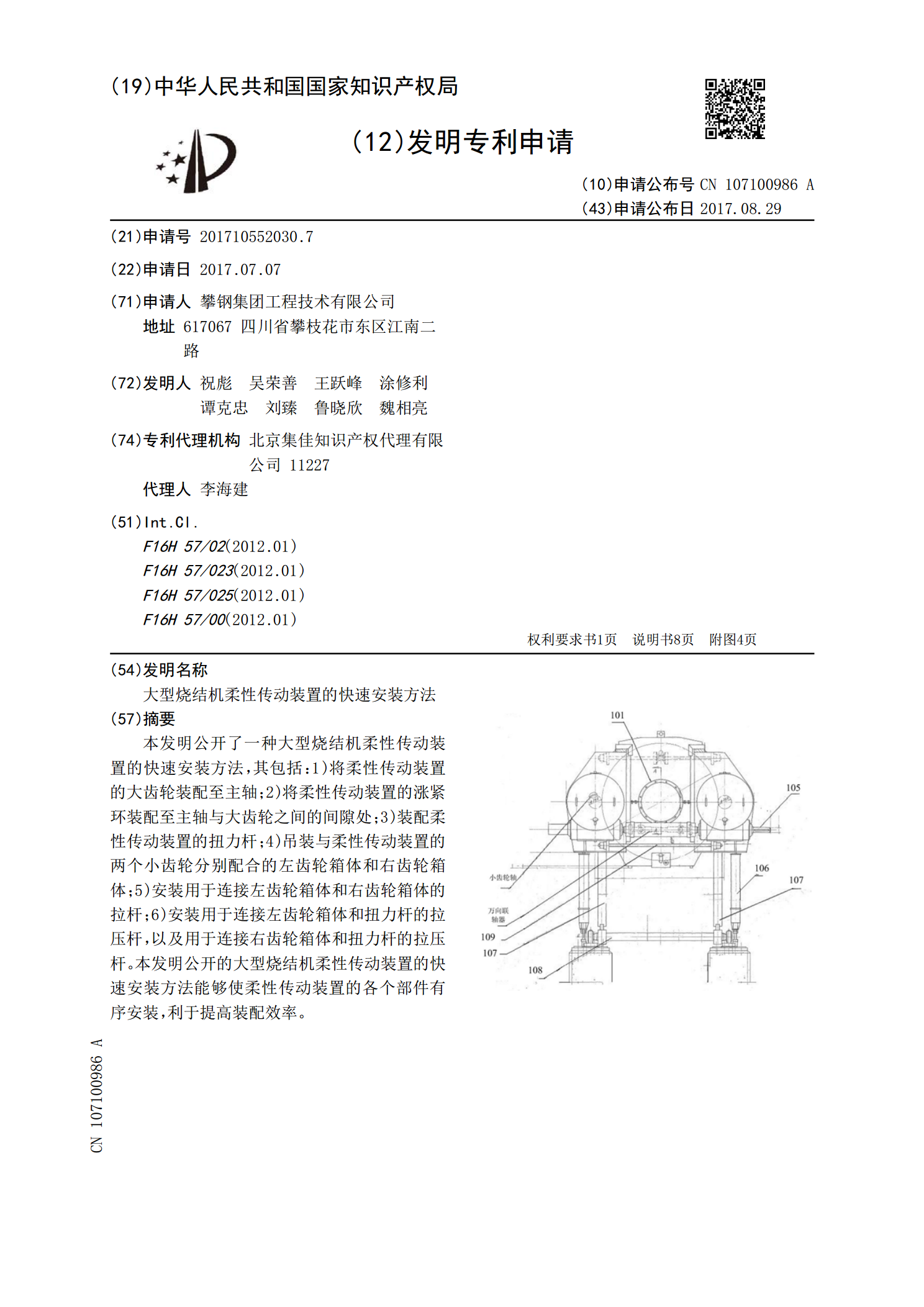
本发明公开了一种大型烧结机柔性传动装置的快速安装方法,其包括:1)将柔性传动装置的大齿轮装配至主轴;2)将柔性传动装置的涨紧环装配至主轴与大齿轮之间的间隙处;3)装配柔性传动装置的扭力杆;4)吊装与柔性传动装置的两个小齿轮分别配合的左齿轮箱体和右齿轮箱体;5)安装用于连接左齿轮箱体和右齿轮箱体的拉杆;6)安装用于连接左齿轮箱体和扭力杆的拉压杆,以及用于连接右齿轮箱体和扭力杆的拉压杆。本发明公开的大型烧结机柔性传动装置的快速安装方法能够使柔性传动装置的各个部件有序安装,利于提高装配效率。

烧结机柔性传动装置安装调整的体会.docx
烧结机柔性传动装置安装调整的体会摘要:本文介绍了1DL烧结机柔性传动装置的拆除与安装调整程序等。其中,重点介绍了1DL烧结机柔性传动装置的解体检查、柔性传动装置大齿轮及涨紧环无键连接装置安装、小齿轮组合件安装、垂直连杆及平衡杆安装调整程序。关键词:烧结机柔性传动装置解体调整星轮轴承啮合冲击负荷多重保护涨紧环高强螺栓无键连接柔性节点赵书刚陈爱坤栗素霞赵鹏举李浩前言华冶机电安装公司在最近10多年设备安装工作中,多次安装烧结设备。烧结机是烧结设备中的核心设备,而烧结机的柔性传动装置是烧结机的核心部位。因此,我们
用于齿轮传动装置的齿轮.pdf
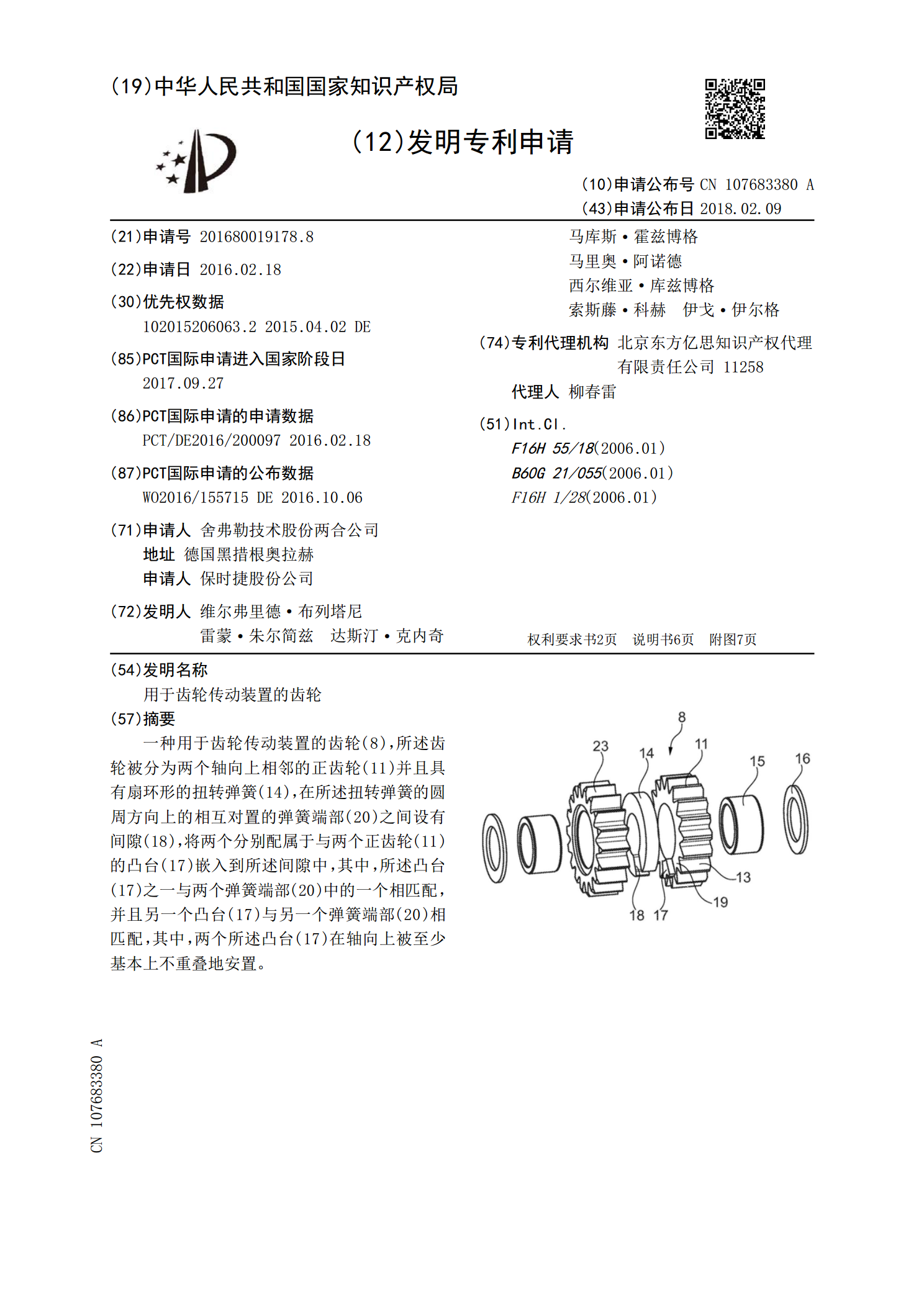
一种用于齿轮传动装置的齿轮(8),所述齿轮被分为两个轴向上相邻的正齿轮(11)并且具有扇环形的扭转弹簧(14),在所述扭转弹簧的圆周方向上的相互对置的弹簧端部(20)之间设有间隙(18),将两个分别配属于与两个正齿轮(11)的凸台(17)嵌入到所述间隙中,其中,所述凸台(17)之一与两个弹簧端部(20)中的一个相匹配,并且另一个凸台(17)与另一个弹簧端部(20)相匹配,其中,两个所述凸台(17)在轴向上被至少基本上不重叠地安置。