
一种冷轧机接轴定位控制方法.pdf

猫巷****永安


1/9

2/9
3/9

4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧机接轴定位控制方法.pdf
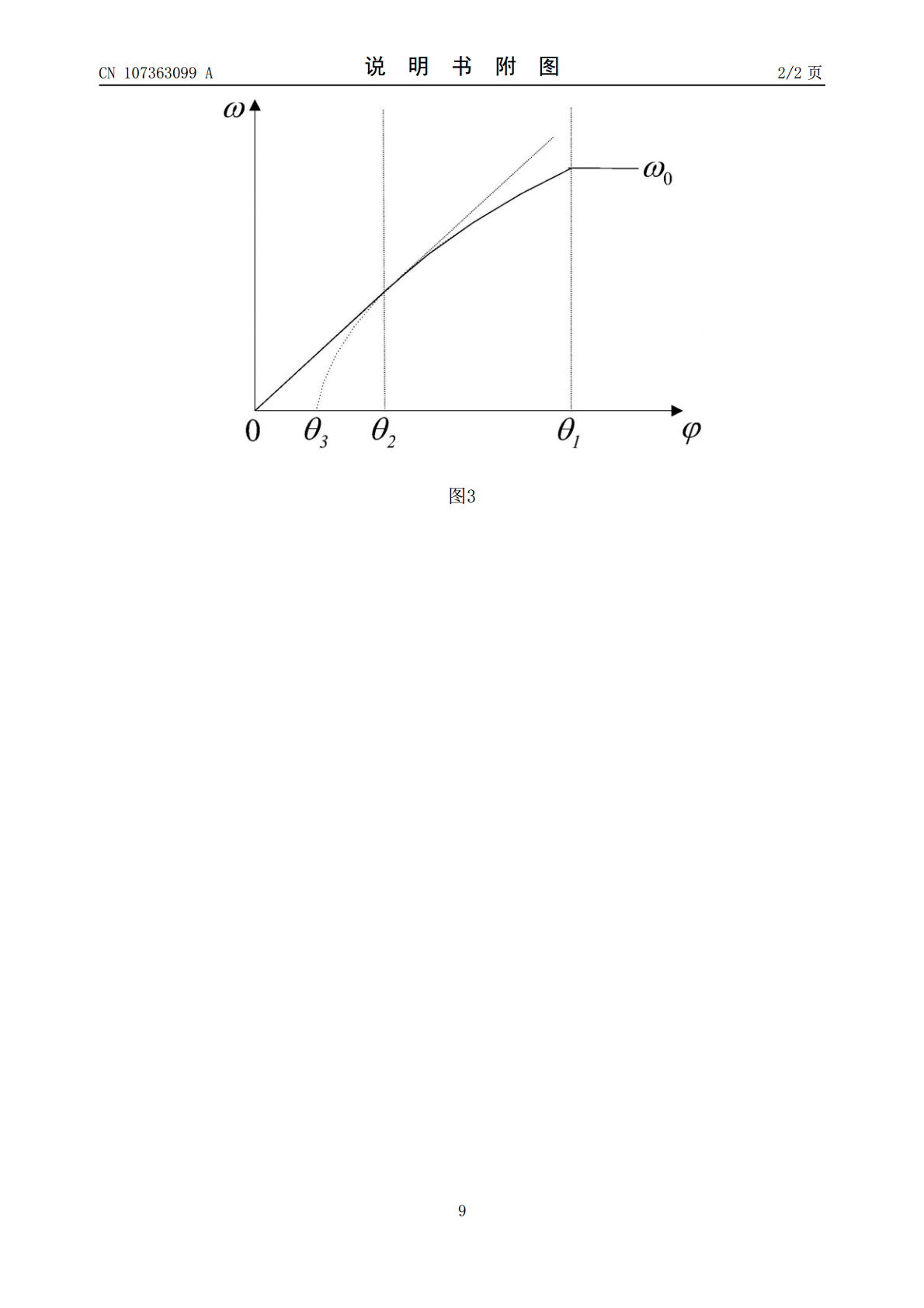
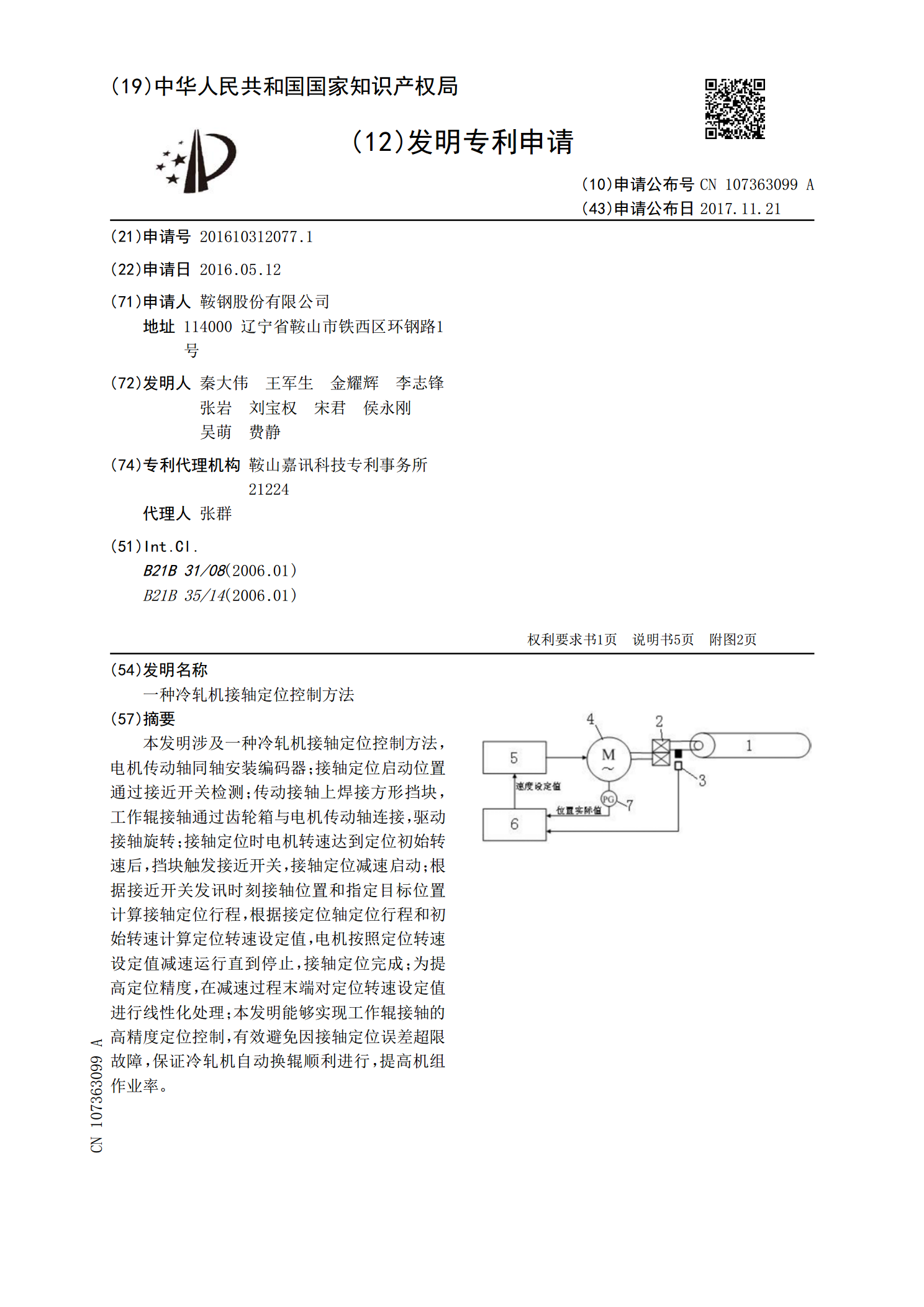
本发明涉及一种冷轧机接轴定位控制方法,电机传动轴同轴安装编码器;接轴定位启动位置通过接近开关检测;传动接轴上焊接方形挡块,工作辊接轴通过齿轮箱与电机传动轴连接,驱动接轴旋转;接轴定位时电机转速达到定位初始转速后,挡块触发接近开关,接轴定位减速启动;根据接近开关发讯时刻接轴位置和指定目标位置计算接轴定位行程,根据接定位轴定位行程和初始转速计算定位转速设定值,电机按照定位转速设定值减速运行直到停止,接轴定位完成;为提高定位精度,在减速过程末端对定位转速设定值进行线性化处理;本发明能够实现工作辊接轴的高精度定位

冷轧机轧辊接轴定位控制技术研究.docx
冷轧机轧辊接轴定位控制技术研究随着工业化的不断发展和更新换代,冷轧机的运行效率和轧制质量已经成为冷轧行业中非常关键的技术问题。其中,轧辊接轴的定位控制技术在冷轧机的生产加工中起着非常重要的作用。本文将通过系统地阐述冷轧机轧辊接轴定位控制技术的研究,进一步提高冷轧机的生产效率和轧制质量,推动冷轧行业的发展。一、冷轧机轧辊接轴定位控制技术综述1、冷轧机的特点和运行原理冷轧机是一种主要用于生产金属材料的轧制设备。其结构包括辊座、工作辊、中间辊以及传动系统等部分。在冷轧机的轧制过程中,通过通过上下辊的反复空转,以

一种冷轧机接轴支撑装置.pdf
一种冷轧机接轴支撑装置,包括左支架和右支架,左支架和右支架固定在基础上,固定托轮安装在左支架、右支架下部,每个支架上部安装有摆臂,液压缸通过摆臂和活动托轮连接,并在摆臂上方设有接近开关,作为活动托轮处于抬起位置时的检测元件,液压缸通过油缸座安装支架上,本发明仅使用一套装置同时解决万向接轴的支撑和定位问题,结构简单、性能可靠。
一种冷轧机万向接轴托架.pdf
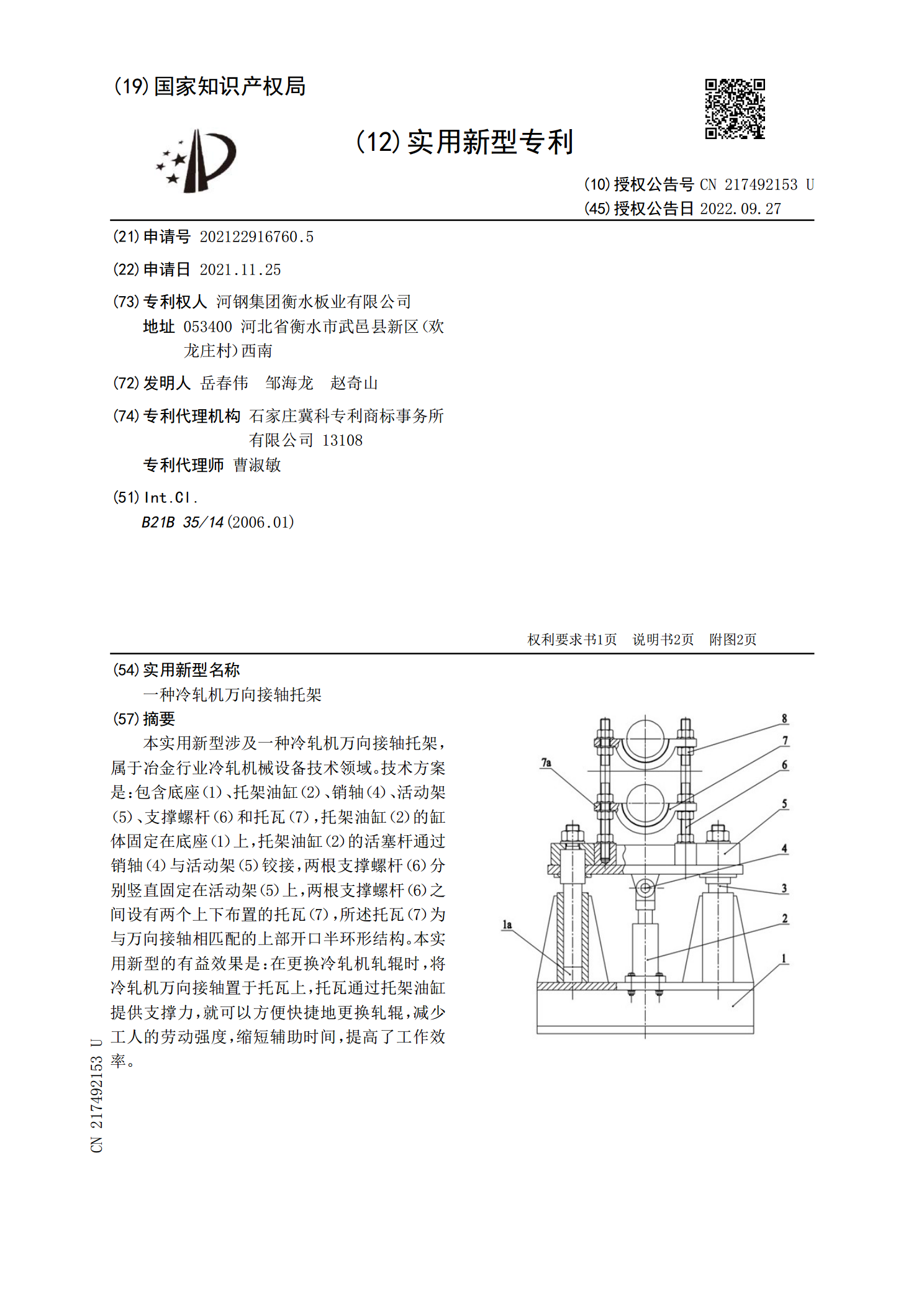
本实用新型涉及一种冷轧机万向接轴托架,属于冶金行业冷轧机械设备技术领域。技术方案是:包含底座(1)、托架油缸(2)、销轴(4)、活动架(5)、支撑螺杆(6)和托瓦(7),托架油缸(2)的缸体固定在底座(1)上,托架油缸(2)的活塞杆通过销轴(4)与活动架(5)铰接,两根支撑螺杆(6)分别竖直固定在活动架(5)上,两根支撑螺杆(6)之间设有两个上下布置的托瓦(7),所述托瓦(7)为与万向接轴相匹配的上部开口半环形结构。本实用新型的有益效果是:在更换冷轧机轧辊时,将冷轧机万向接轴置于托瓦上,托瓦通过托架油缸提
一种艉轴架定位装置及定位方法.pdf
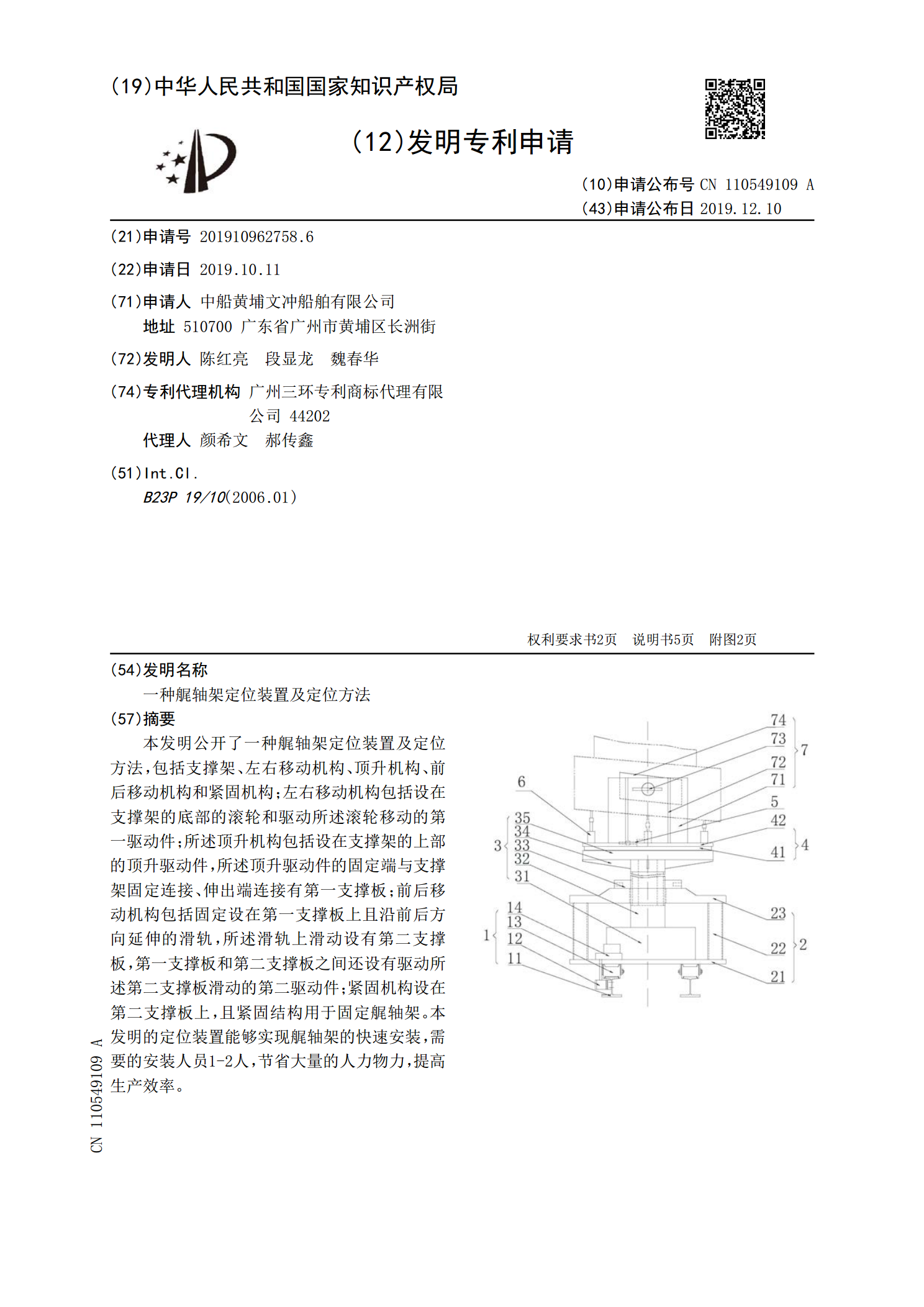
本发明公开了一种艉轴架定位装置及定位方法,包括支撑架、左右移动机构、顶升机构、前后移动机构和紧固机构;左右移动机构包括设在支撑架的底部的滚轮和驱动所述滚轮移动的第一驱动件;所述顶升机构包括设在支撑架的上部的顶升驱动件,所述顶升驱动件的固定端与支撑架固定连接、伸出端连接有第一支撑板;前后移动机构包括固定设在第一支撑板上且沿前后方向延伸的滑轨,所述滑轨上滑动设有第二支撑板,第一支撑板和第二支撑板之间还设有驱动所述第二支撑板滑动的第二驱动件;紧固机构设在第二支撑板上,且紧固结构用于固定艉轴架。本发明的定位装置能