
一种可自动调节位置大小的胶带标签纸给料装置.pdf

一吃****春艳

1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种可自动调节位置大小的胶带标签纸给料装置.pdf
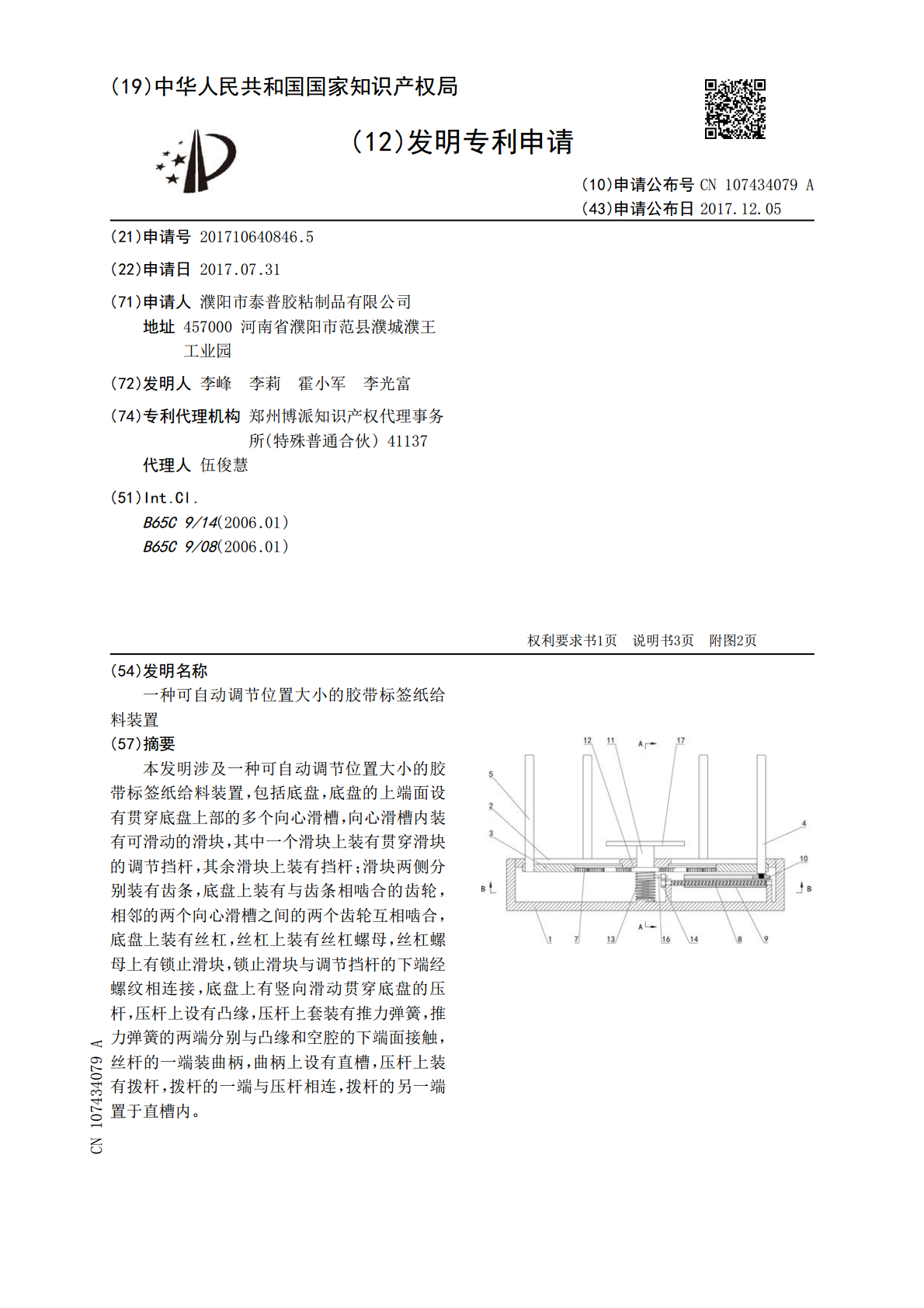
本发明涉及一种可自动调节位置大小的胶带标签纸给料装置,包括底盘,底盘的上端面设有贯穿底盘上部的多个向心滑槽,向心滑槽内装有可滑动的滑块,其中一个滑块上装有贯穿滑块的调节挡杆,其余滑块上装有挡杆;滑块两侧分别装有齿条,底盘上装有与齿条相啮合的齿轮,相邻的两个向心滑槽之间的两个齿轮互相啮合,底盘上装有丝杠,丝杠上装有丝杠螺母,丝杠螺母上有锁止滑块,锁止滑块与调节挡杆的下端经螺纹相连接,底盘上有竖向滑动贯穿底盘的压杆,压杆上设有凸缘,压杆上套装有推力弹簧,推力弹簧的两端分别与凸缘和空腔的下端面接触,丝杆的一端装

一种可调节的胶带标签纸给料装置.pdf
本发明涉及一种可调节的胶带标签纸给料装置,包括带有空腔的底盘,底盘的上端面设有多个向心滑槽,向心滑槽内装有可滑动的滑块,滑块上装有置于滑块上方的挡杆;滑块两侧分别装有齿条,底盘上装有与齿条相啮合的齿轮,相邻的两个向心滑槽之间的两个齿轮互相啮合;底盘上装有置于空腔内的可转动的丝杠,丝杠上旋装有丝杠螺母,丝杠与任一向心滑槽平行设置,丝杠螺母与该任一向心滑槽所对应的滑块相连接;本发明结构巧妙,操作过程快速方便。
一种胶带标签纸给料装置.pdf
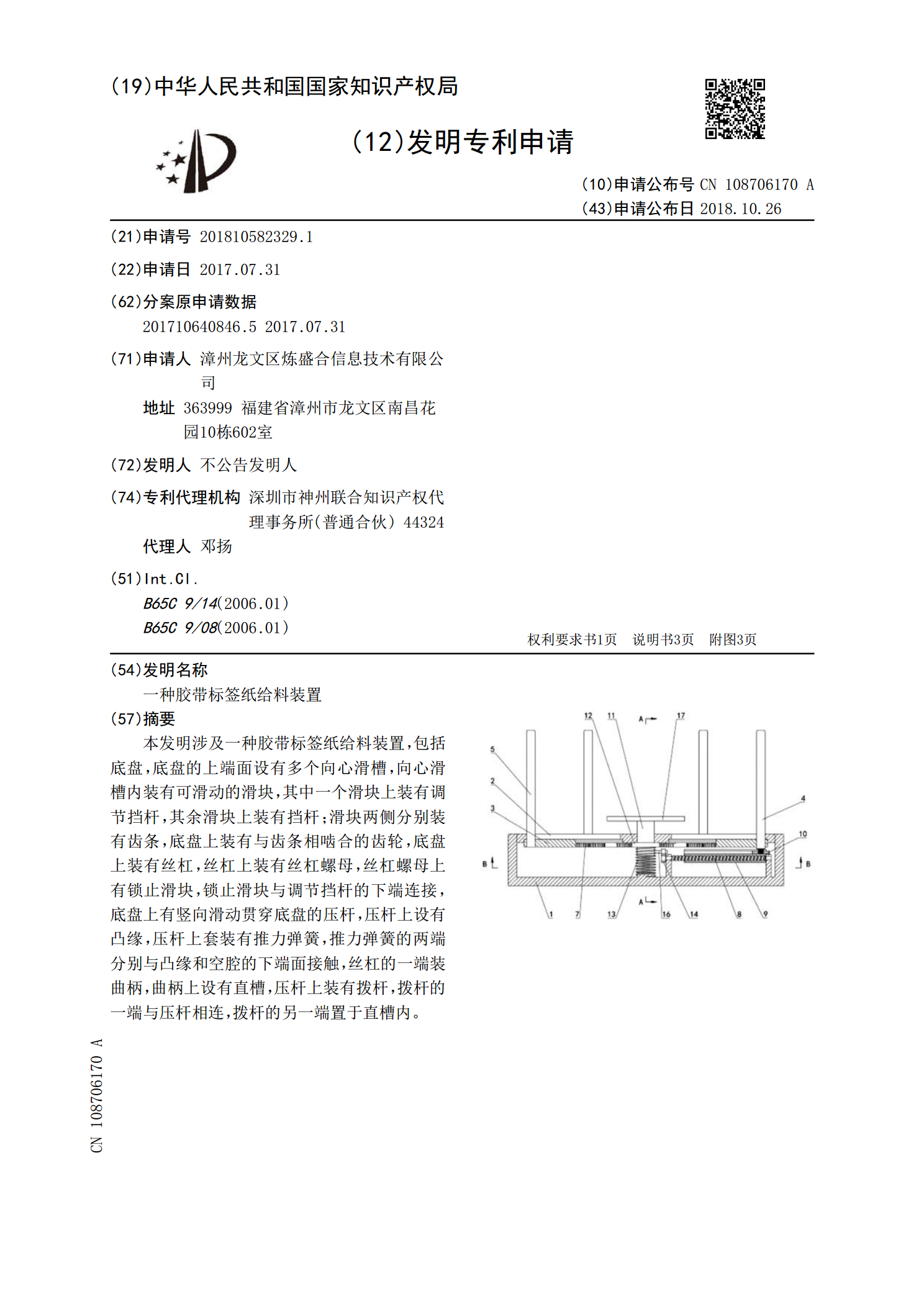
本发明涉及一种胶带标签纸给料装置,包括底盘,底盘的上端面设有多个向心滑槽,向心滑槽内装有可滑动的滑块,其中一个滑块上装有调节挡杆,其余滑块上装有挡杆;滑块两侧分别装有齿条,底盘上装有与齿条相啮合的齿轮,底盘上装有丝杠,丝杠上装有丝杠螺母,丝杠螺母上有锁止滑块,锁止滑块与调节挡杆的下端连接,底盘上有竖向滑动贯穿底盘的压杆,压杆上设有凸缘,压杆上套装有推力弹簧,推力弹簧的两端分别与凸缘和空腔的下端面接触,丝杠的一端装曲柄,曲柄上设有直槽,压杆上装有拨杆,拨杆的一端与压杆相连,拨杆的另一端置于直槽内。

一种可自动调节的出料输送装置.pdf
本发明涉及板料输送设备领域,尤其是一种可自动调节的出料输送装置。它包括一机架,在机架的顶部设有一升降装置,所述升降装置包括一设置在机架顶部的升降架,在所述升降架左端下方的机架的两侧分别涡轮丝杆升降机,所述两涡轮丝杆升降机的丝杆之间通过连接轴相连,两涡轮丝杆升降机的顶部分别通过转轴与升降架底部的耳板活动相连,所述升降架的右端底部分别通过耳板与机架右端顶部活动相连。它结构简单,设计合理,操作简单,使用方便、调整精确高等特点,更有效地满足人们的需求,解决了现有技术中存在的问题。

一种新型标签纸收料装置.pdf
本发明公开了一种新型标签纸收料装置,包括机体、收料卷、电机和支撑架,收料卷设置在机体右上端,支撑架固定设置在机体的前端面右端,机体后端面右端固定设置有电机座,电机安装在电机座上,电机驱动收料卷转动,机体的上端面中部设置有输送带安装腔,输送带安装腔内设置有输送带装置,输送带安装腔的前端设置有前定位挡板,输送带安装腔的后端设置有后定位挡板,且前定位挡板和后定位挡板对称设置;电机座前端固定设置有灯座,灯座上设置有灯架,灯架上设置有LED灯,灯座的上端面上设置有用于控制所述LED灯启闭的按钮开关。上述技术方案,结