
一种端面弧齿检测检具.pdf

fa****楠吖

1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种端面弧齿检测检具.pdf
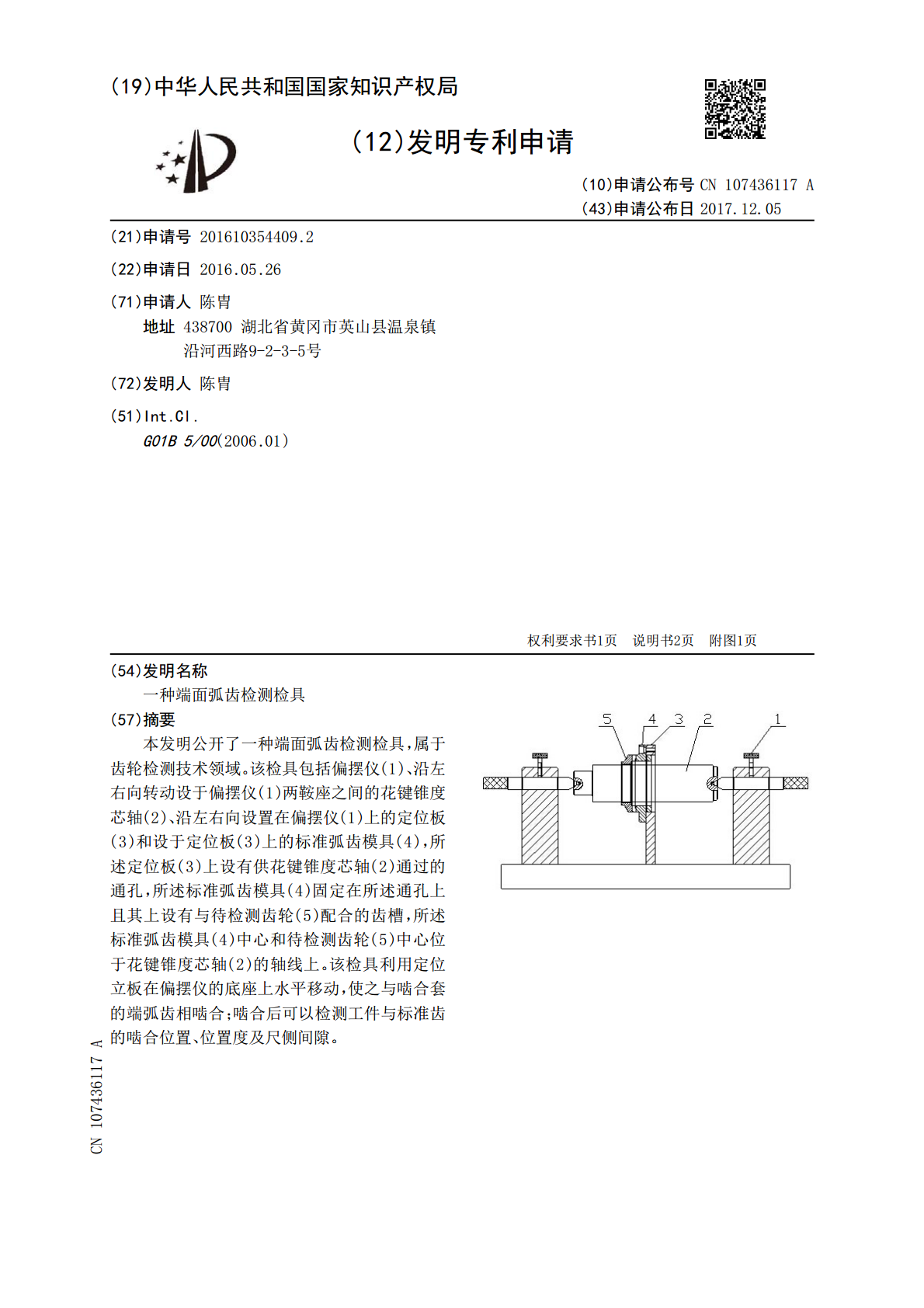
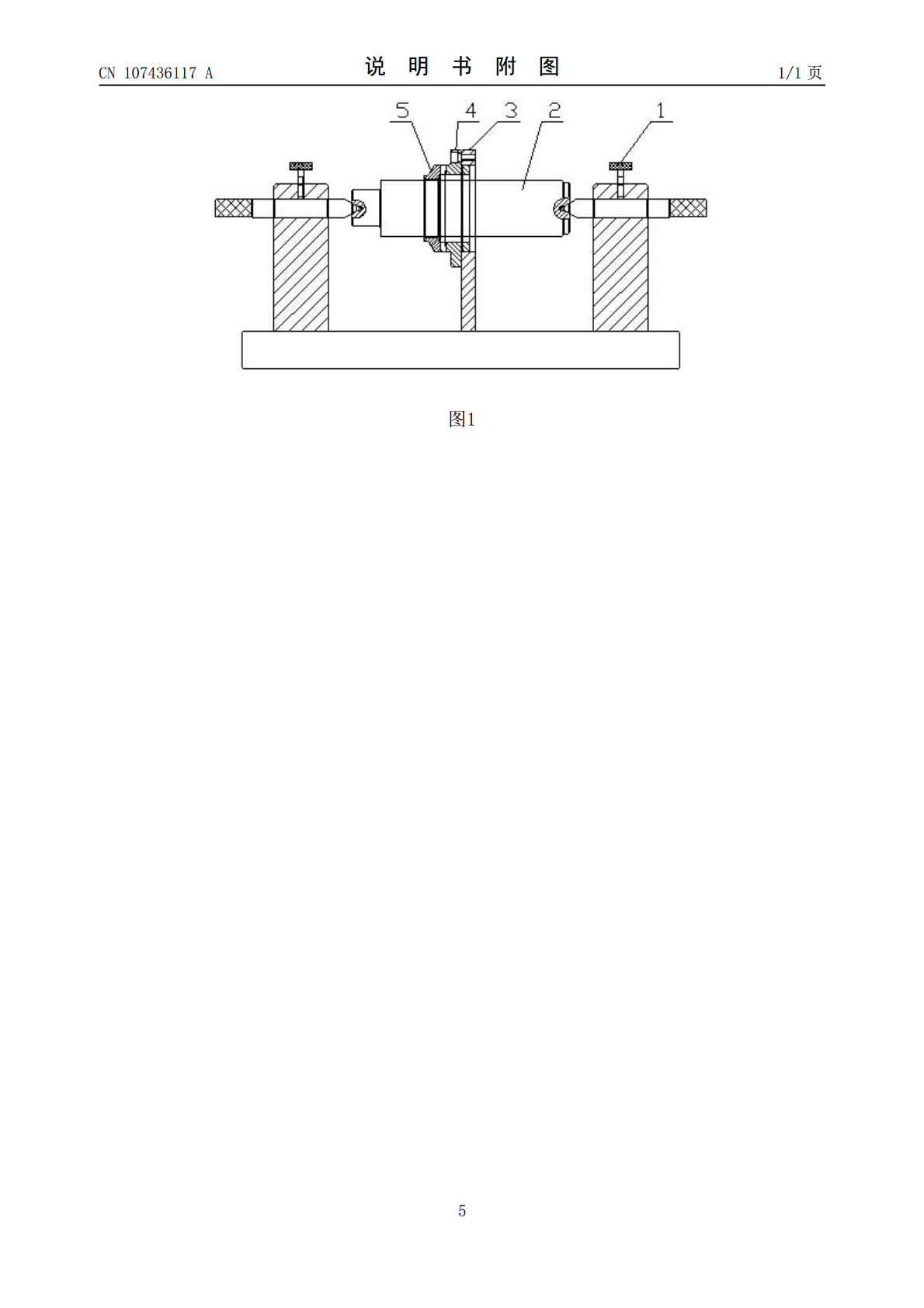
本发明公开了一种端面弧齿检测检具,属于齿轮检测技术领域。该检具包括偏摆仪(1)、沿左右向转动设于偏摆仪(1)两鞍座之间的花键锥度芯轴(2)、沿左右向设置在偏摆仪(1)上的定位板(3)和设于定位板(3)上的标准弧齿模具(4),所述定位板(3)上设有供花键锥度芯轴(2)通过的通孔,所述标准弧齿模具(4)固定在所述通孔上且其上设有与待检测齿轮(5)配合的齿槽,所述标准弧齿模具(4)中心和待检测齿轮(5)中心位于花键锥度芯轴(2)的轴线上。该检具利用定位立板在偏摆仪的底座上水平移动,使之与啮合套的端弧齿相啮合;啮

一种可测量端面齿0.7尺寸的检具.pdf
本发明公开了一种可测量端面齿0.7尺寸的检具,其中,轴套具有两端开口的中空腔体,轴套的一端固定套装在百分表的套筒上,另一端固定套装在导套的一端上,导套的中心沿其轴向开设有两端开口的导向孔,测头设置在轴套的中空腔体以及导套的导向孔中,测头能够沿导套的导向孔滑动,且测头的一端与百分表的测量头接触,另一端伸出至导套的导向孔外,导向套套装在导套的另一端上,且导向套能够沿导套的轴向滑动。使用时,将导向套与标准件贴合,确保检具与标准件垂直,测头的另一端位于标准件的齿槽中,竖直向下压轴套,测量标准件,将百分表对零;再用

一种轴孔端面检具.pdf
本发明公开了一种轴孔端面检具,包括底座,所述底座上设有基准轴,所述基准轴的上端面设定为轴孔基准面,所述待测轴固定于基准轴上,所述待测轴上等尺寸配合连接有定位轴,该轴孔端面检具将定位轴和待测轴等尺寸配合连接,通过定位盘的转动使得和轴孔基准面接触的探针随之转动,在弹簧的弹力作用下,能保持探针和轴孔基准面一直处于接触状态,如待测轴孔端面与轴孔基准面存在垂直度误差,则定位盘会沿着定位轴的轴向移动,通过百分表显示出移动范围,通过可移动探针和百分表使得检测范围更大,检测盲点更少,且该轴孔端面检具还能检测轴孔的端面跳动

端面弧齿铣磨机.pdf
本发明是一种加工轴类及盘类铣磨一体的端面弧齿铣磨机。本发明的目的是针对现有的加工端面齿的设备所存在的加工效率低、二次装夹误差大和表面易撞伤的不足之处,提供一种可对同一工件依次进行铣、磨、钻、倒角等加工工序、加工效率高、加工精度高和无须二次装夹的端面弧齿铣磨机。本发明包括床身、丝杠轴套、中心架、Y轴总成、X轴总成、Z轴总成、刀库总成,床身的头部设有转台座,床身的中部和尾部为凹槽形结构,床身中部和尾部凹槽两侧的槽壁上部为阶梯形的上下台阶结构,其中,床身中部和尾部凹槽两侧的槽壁上部的上台阶上设有导轨座,床身中部

一种用于检测齿圈内径误差的检具.pdf
本发明公开了一种用于检测齿圈内径误差的检具,包括百分表,所述百分表的表盘外壁和测量杆相接处固定有供测量杆紧紧插入的套筒,其特征在于,还包括安放齿圈的定心装置;所述定心装置包括支撑架、第一螺柱、第一轴承、第一螺母、第二螺柱、限位筒、第二螺母、第二轴承、第三螺柱、第三螺母以及在螺柱上的挡板和圆柱弹簧。本发明通过在主板上移动或锁紧四个轴承和百分表使多种大小的齿圈均能进行准确测量,操作方便,测量结果准确。