
一种弯管机轮模组件.pdf

兴朝****45


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种弯管机夹具组件.pdf
本发明公开了一种弯管机夹具组件,其结构包括支撑板、管道槽、第一夹块、第一气压杆、轴承、旋转握把、凹槽、第一压槽、转动轮、第二夹块和第二气压杆,通过设置了三个凹槽、第一压槽和第二压槽,使进行相同弯折角度的管道可以进行同时弯折,解决了现有技术只能对管道单个弯折,弯折效率低的问题,通过在转动轮上设置了第二气压杆,通过第二气压杆对凹槽和第一压槽的开口大小进行控制,并且对管道进行夹紧,解决了无法根据不同规格,不同大小的管道进行弯折,导致实用效果差的问题。

一种弯管机夹具组件.pdf
本发明公开了一种弯管机夹具组件,其结构包括底板、传动轴、通孔、第一转轴、第一滚轮、第一弯管槽、第二滚轮、第二弯管槽、连接块、竖板、凹槽和调节装置,本发明的一种弯管机夹具组件,通过按下开关使电动退关得电,从而推动滑杆向前移动,从而使传动块和横杆沿着滑槽向前移动,从而使第二转轴和第二滚轮向前移动,并且连接块和竖板向前移动,从而使夹具的夹口变小,从而进行将直管放入第一弯管槽和第二弯管槽和凹槽间进行弯管,解决了现有技术进行弯管的尺寸固定,不能根据需要进行弯曲的直管进行快速调整的问题。

弯管机中的轮模机构.pdf
本发明涉及一种弯管机中的轮模机构,包括C型机头,所述C型机头的上伸出板中活动设置有上主轴,上主轴中设置有上方榫轴,上方榫轴与上主轴之间环向锁定并且上方榫轴可在上主轴中滑动,上主轴的上端设置有用于驱动上方榫轴上下移动的上油缸,上方榫轴的下端设置有上轮模;C型机头的下伸出板中活动设置有下主轴,下主轴中设置有下方榫轴,下方榫轴与下主轴之间环向锁定并且下方榫轴可在下主轴中滑动,下主轴的下端设置有用于驱动下方榫轴上下移动的下油缸,下方榫轴的上端设置有下轮模;上轮模和下轮模处于相互对应的位置,C型机头上还设置有驱动上

一种弯管机轮模组件.pdf
本发明涉及机械设备技术领域,尤其涉及一种弯管机轮模组件。包括:轮模模芯,包括模芯主体、模芯置管槽、压杆轴、管径调节板;压杆,包括压杆置管槽、连杆。上述技术方案中,通过弯管机的工件固定槽和所述轮模模芯对代加工的管件一端进行固定,手动移动压杆以所述压杆轴为轴心转动一定的角度实现对管件的弯折加工。加工过程中,通过所述管径调节孔调整所述压杆置管槽和所述模芯置管槽之间的间隙至最佳,以降低所述管径在进行小弯曲半径弯折时,内侧管壁起皱变形的情况发生。
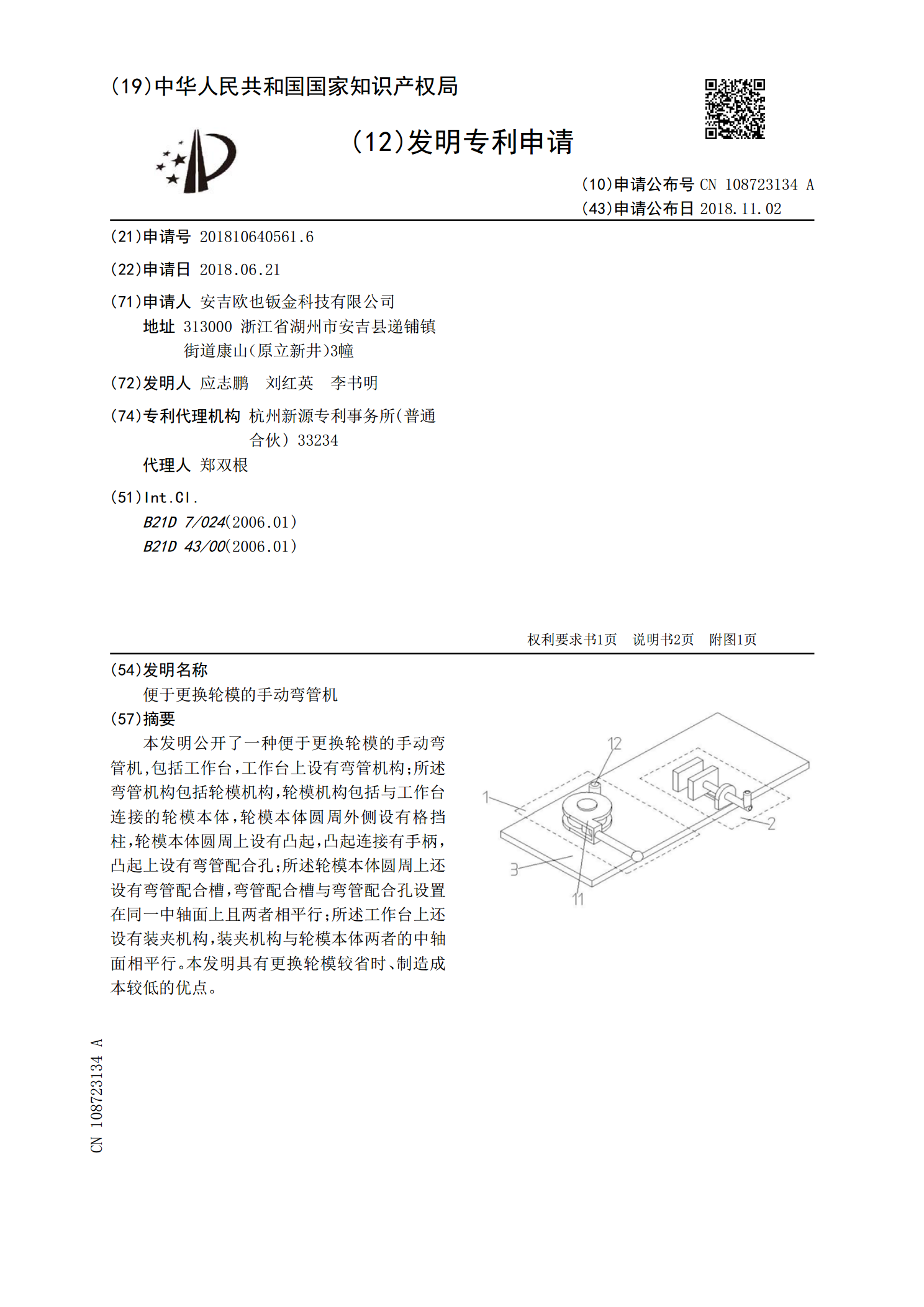
便于更换轮模的手动弯管机.pdf
本发明公开了一种便于更换轮模的手动弯管机,包括工作台,工作台上设有弯管机构;所述弯管机构包括轮模机构,轮模机构包括与工作台连接的轮模本体,轮模本体圆周外侧设有格挡柱,轮模本体圆周上设有凸起,凸起连接有手柄,凸起上设有弯管配合孔;所述轮模本体圆周上还设有弯管配合槽,弯管配合槽与弯管配合孔设置在同一中轴面上且两者相平行;所述工作台上还设有装夹机构,装夹机构与轮模本体两者的中轴面相平行。本发明具有更换轮模较省时、制造成本较低的优点。