
一种超声振动辅助螺旋铣磨螺纹方法.pdf

莉娜****ua

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声振动辅助螺旋铣磨螺纹方法.pdf
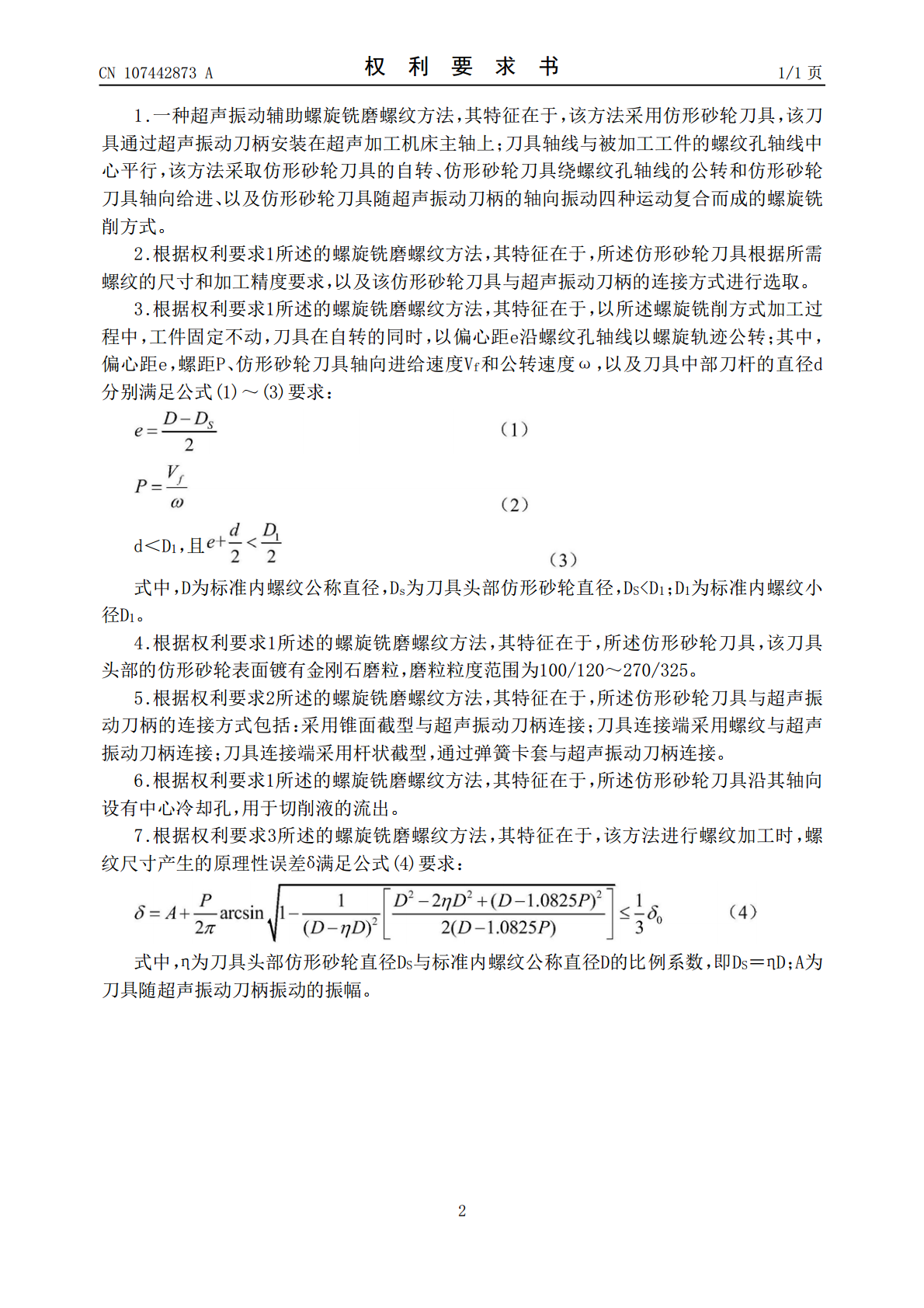
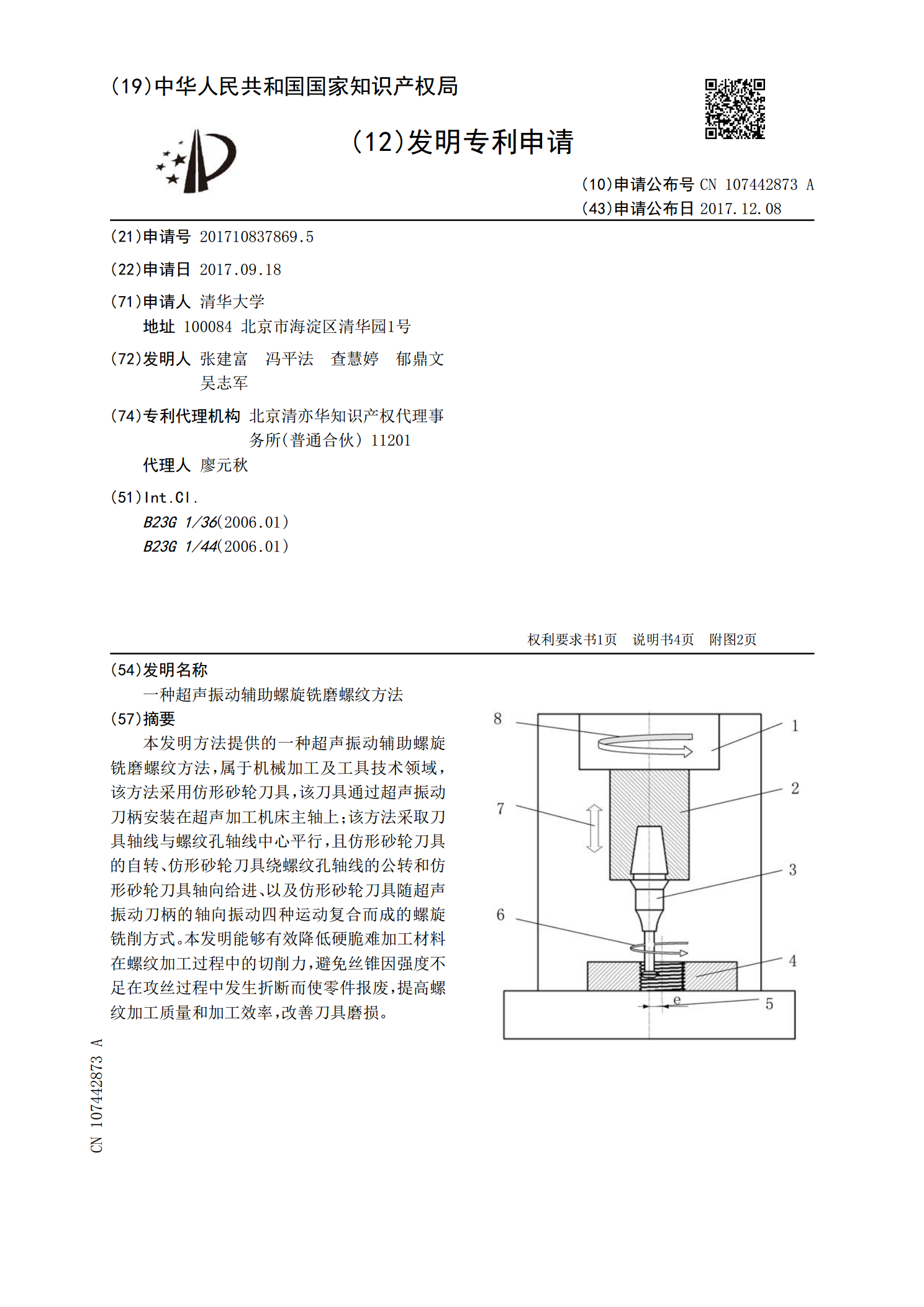
本发明方法提供的一种超声振动辅助螺旋铣磨螺纹方法,属于机械加工及工具技术领域,该方法采用仿形砂轮刀具,该刀具通过超声振动刀柄安装在超声加工机床主轴上;该方法采取刀具轴线与螺纹孔轴线中心平行,且仿形砂轮刀具的自转、仿形砂轮刀具绕螺纹孔轴线的公转和仿形砂轮刀具轴向给进、以及仿形砂轮刀具随超声振动刀柄的轴向振动四种运动复合而成的螺旋铣削方式。本发明能够有效降低硬脆难加工材料在螺纹加工过程中的切削力,避免丝锥因强度不足在攻丝过程中发生折断而使零件报废,提高螺纹加工质量和加工效率,改善刀具磨损。
一种超声螺旋铣孔装置及加工方法.pdf
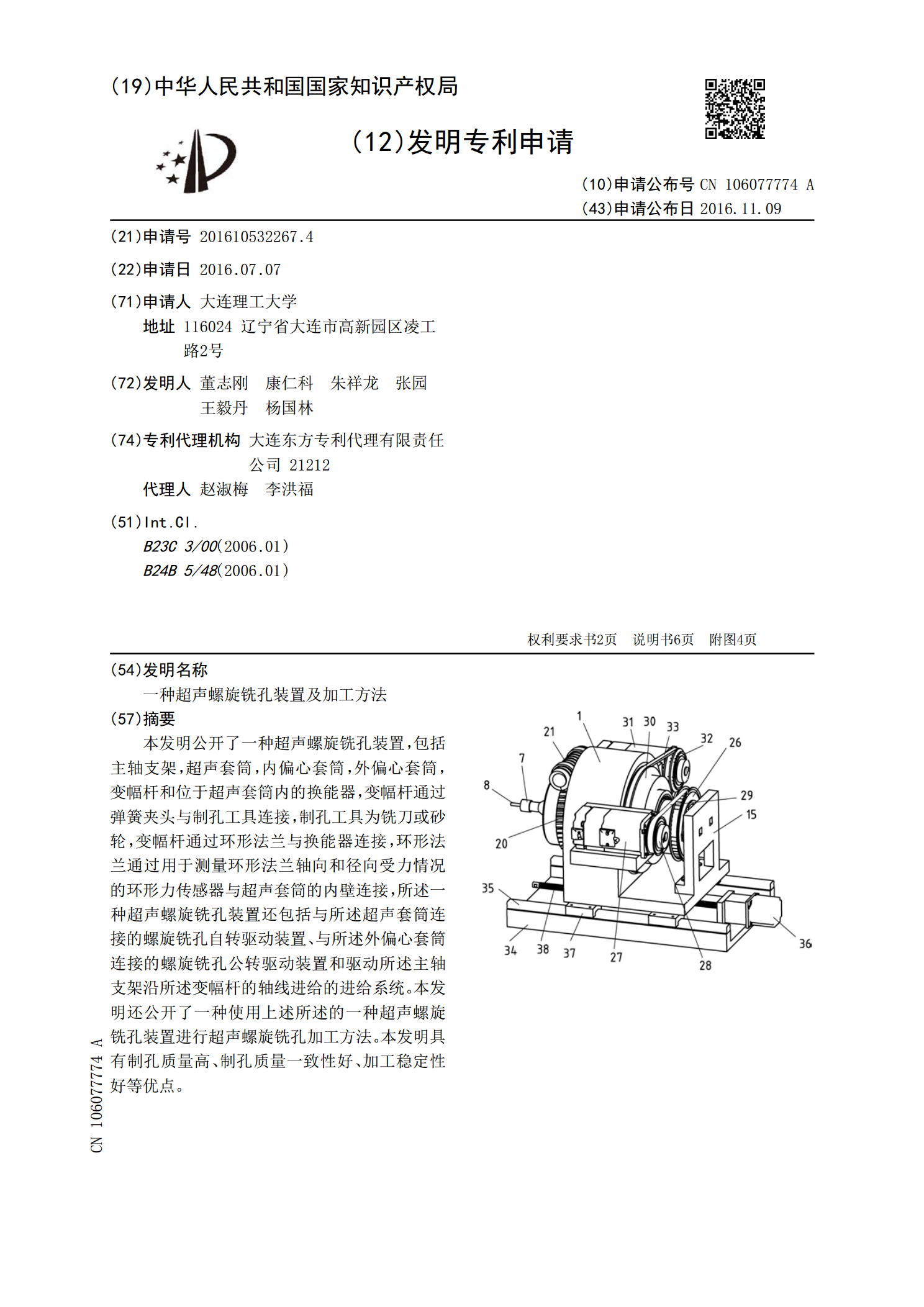
本发明公开了一种超声螺旋铣孔装置,包括主轴支架,超声套筒,内偏心套筒,外偏心套筒,变幅杆和位于超声套筒内的换能器,变幅杆通过弹簧夹头与制孔工具连接,制孔工具为铣刀或砂轮,变幅杆通过环形法兰与换能器连接,环形法兰通过用于测量环形法兰轴向和径向受力情况的环形力传感器与超声套筒的内壁连接,所述一种超声螺旋铣孔装置还包括与所述超声套筒连接的螺旋铣孔自转驱动装置、与所述外偏心套筒连接的螺旋铣孔公转驱动装置和驱动所述主轴支架沿所述变幅杆的轴线进给的进给系统。本发明还公开了一种使用上述所述的一种超声螺旋铣孔装置进行超声
一种超声振动辅助高效铣齿加工的系统及使用方法.pdf
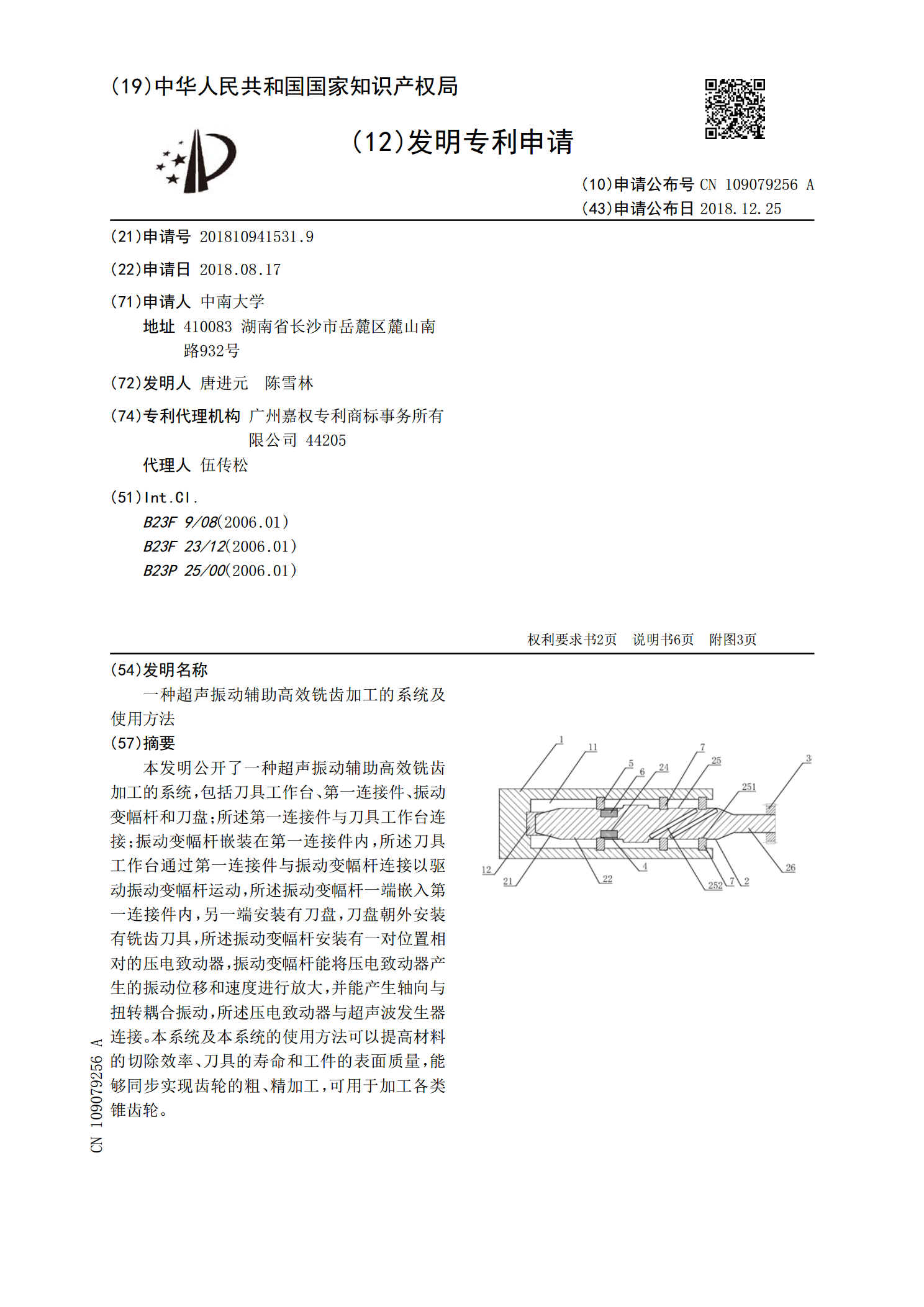
本发明公开了一种超声振动辅助高效铣齿加工的系统,包括刀具工作台、第一连接件、振动变幅杆和刀盘;所述第一连接件与刀具工作台连接;振动变幅杆嵌装在第一连接件内,所述刀具工作台通过第一连接件与振动变幅杆连接以驱动振动变幅杆运动,所述振动变幅杆一端嵌入第一连接件内,另一端安装有刀盘,刀盘朝外安装有铣齿刀具,所述振动变幅杆安装有一对位置相对的压电致动器,振动变幅杆能将压电致动器产生的振动位移和速度进行放大,并能产生轴向与扭转耦合振动,所述压电致动器与超声波发生器连接。本系统及本系统的使用方法可以提高材料的切除效率、

Fanuc螺旋铣螺纹与宏程序铣螺纹教程.docx
Fanuc系统铣螺纹编程(宏程序和螺旋插补)举例:如下图铣削5-M30*1.5-深15mm的细牙右旋螺纹。刀具选择如下:(用废旧的钨钢刀柄磨的单刃螺纹铣刀,适合切削1.5螺距的螺纹)工艺分析:三轴联动铣削螺纹,实质是XY平面加工整圆同时,Z轴每加工一个整圆下降一个螺纹,加工时是以螺纹孔的中心轴线作为编程参考点,所以铣削单个螺纹孔时,通常将坐标系原点建立在孔中心,若要铣削多个螺孔,就要试着将坐标系偏移至孔的中心。这题要铣削5个孔,中间的孔直接可以铣削,R50圆周上的4个等分螺孔,可以借助坐标偏移(fanuc

超声振动辅助铣磨三维针刺CSiC复合材料加工工艺研究的开题报告.docx
超声振动辅助铣磨三维针刺CSiC复合材料加工工艺研究的开题报告一、研究背景随着科技的发展,人类对高性能复合材料的需求日益增加,这些复合材料发挥着在各种工业和科学领域中的重要作用。其中,碳化硅(CSiC)复合材料是一种耐高温、高强度、高硬度、抗磨损、耐腐蚀等优良性能的新型材料。CSiC复合材料可用于热轴承、防弹板材和高温氧化炉等领域,因此在未来得到了广泛的应用和发展。然而,机械加工是制造CSiC复合材料零部件的主要方法之一,其困难性在于复合材料本身的高硬度和高韧性使其很难加工。目前,铣削和研磨是最常见的加工