
电火花线切割加工机床的分类及机床的结构特点.pptx

骑着****猪猪


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电火花线切割加工机床的分类及机床的结构特点.pptx
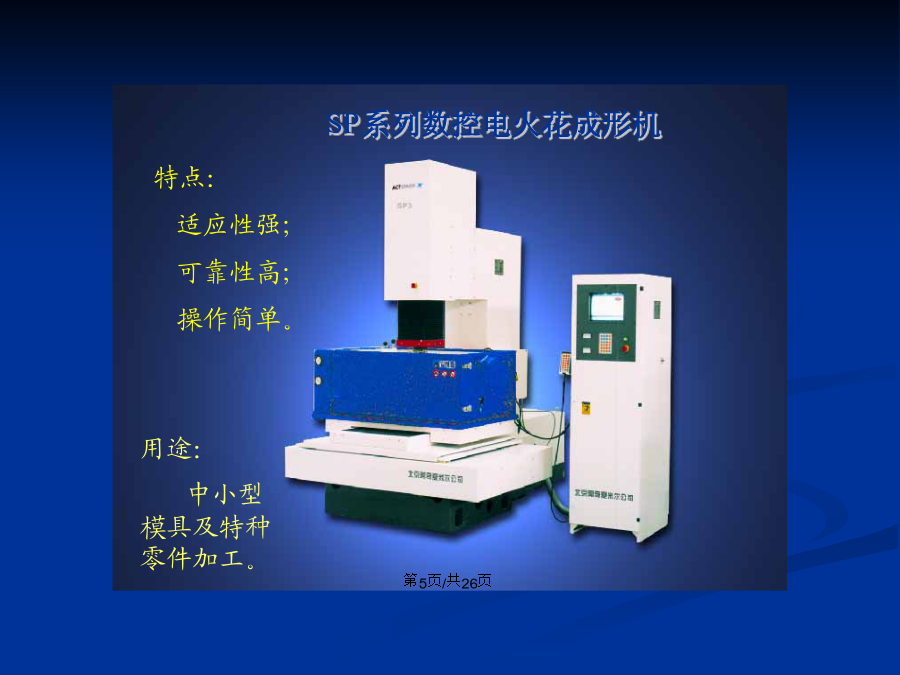
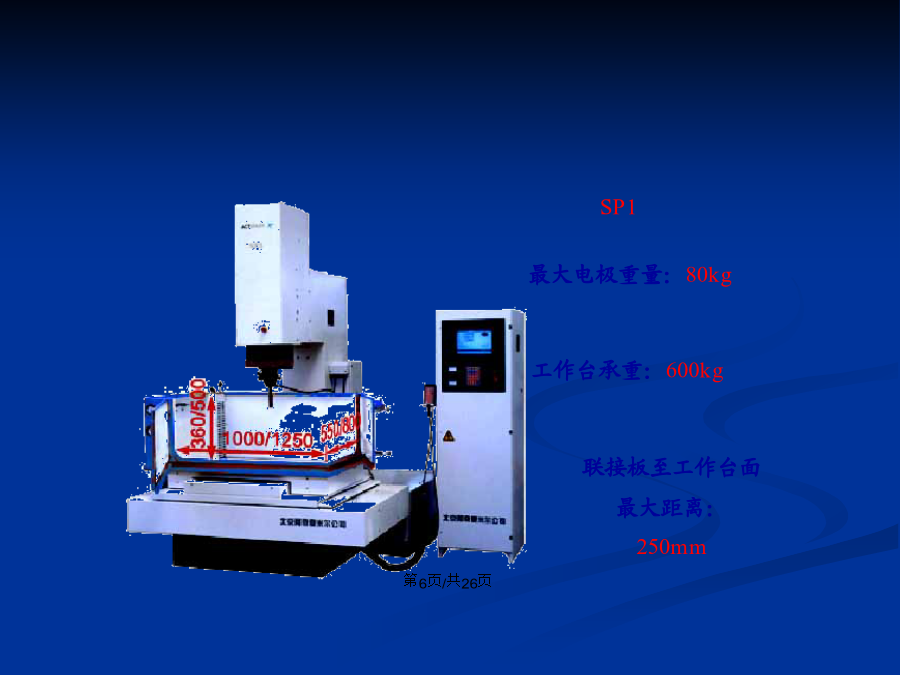
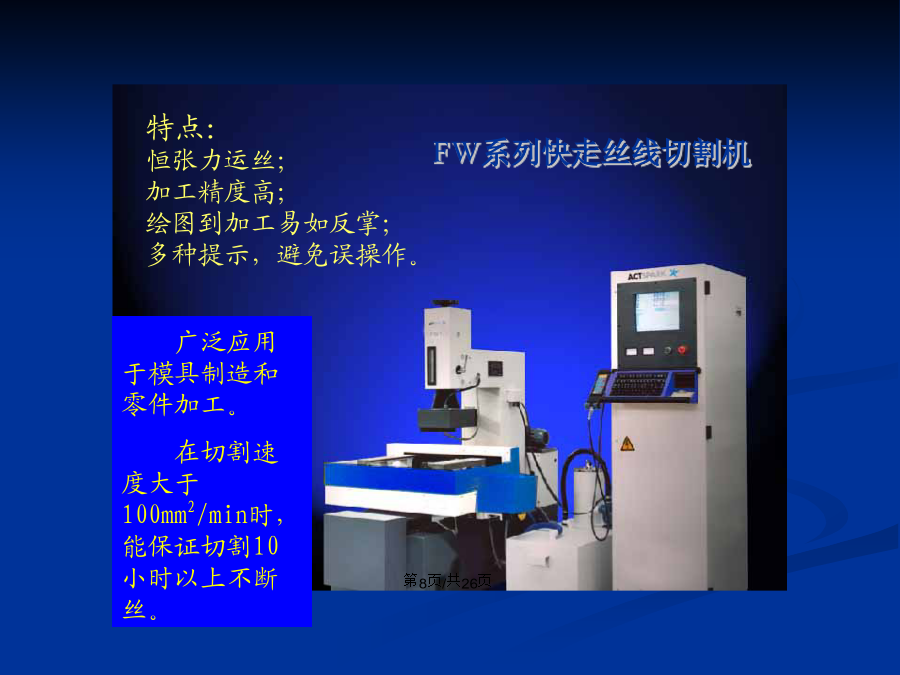
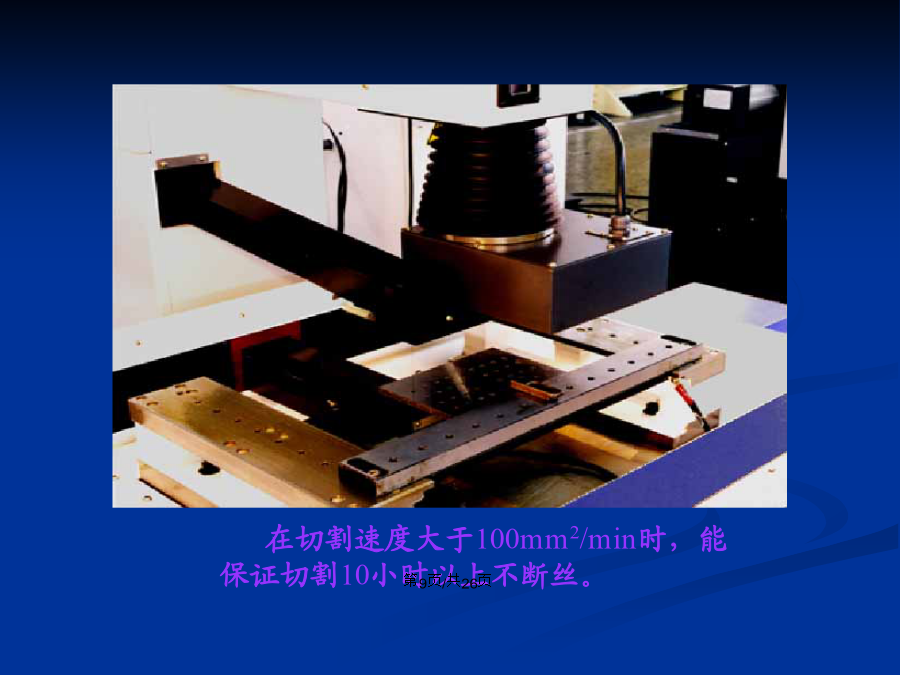
会计学教学目的一、电火花机床型号、分类DK77XXSP系列数控电火花成形机工作台承重:600kgSP系列机床刚性好、承重大。X、Y、Z三轴数控,Z轴直流伺服,重复定位精度高,数控平动方式,多种自动找正功能,特别适用于单型腔或多型腔自动连续加工。FW系列快走丝线切割机在切割速度大于100mm2/min时,能保证切割10小时以上不断丝。2、线切割加工机床分类2)按控制方式分由靠模仿形控制、光电跟踪控制、数字程序控制以及微机控制等,前两种方法现已很少采用。3)按脉冲电源形式分有RC电源、晶体管电源、分组脉冲电源

电火花数控线切割加工机床.ppt
第十章电火花数控线切割加工机床学习导论线切割加工原理一、线切割加工原理(1)线切割机工作原理图图例一、线切割加工原理(2)一、线切割加工原理(3)一、线切割加工原理(4)一、线切割加工原理(5)一、线切割加工原理(5)二、线切割加工特点(1)二、线切割加工特点(2)三、线切割加工的分类(1)三、线切割加工的分类(2)三、线切割加工的分类(3)三、线切割加工的分类(4)四、线切割加工的工艺范围线切割加工的主要工艺指标(1):切割速度υ是指在保持一定的表面粗糙度的情况下,单位时间内电极丝中心线在工件上切过的面

电火花线切割机床加工精度讨论.docx
电火花线切割机床加工精度讨论电火花线切割机床加工精度讨论摘要:电火花线切割是一种在金属材料上进行精密切割和加工的先进技术。机床加工精度是衡量设备性能的重要指标之一,对于电火花线切割机床而言,其加工精度决定了最终产品的质量和精度。本文将对电火花线切割机床的加工精度进行深入探讨,包括影响加工精度的因素、加工精度的测试与评估方法以及提高加工精度的技术措施等。关键词:电火花线切割机床、加工精度、因素、测试与评估、技术措施1.引言电火花线切割是一种常用于金属材料的切割和加工技术,其利用高温高能电脉冲在工件上产生放电

电火花线切割加工机床的安全操作规程.doc
电火花线切割加工机床的安全操作规程电火花线切割加工机床的安全操作规程由于电火花线切割加工是在电火花成形加工基础上发展起来的,它是用线状电极(钼丝或铜丝)通过火花放电对工件进行切割。因此,电火花线切割加工机床的安全操作规程与电火花成形加工机床的安全操作规程大部分相同。此外,操作中还要注意:(1)在绕线时要保证电极丝有一定的预紧力,以减少加工时线电极的振动幅度,提高加工精度。(2)检查工作液系统中装有去离子树脂筒,以确保工作液能自动保持一定的电阻率。(3)在放电加工时,必须使工作液充分地将电极丝包围起来,以防

电火花线切割加工机床的安全操作规程.doc
电火花线切割加工机床的安全操作规程电火花线切割加工机床的安全操作规程之相关制度和职责,由于电火花线切割加工是在电火花成形加工基础上发展起来的,它是用线状电极(钼丝或铜丝)通过火花放电对工件进行切割。因此,电火花线切割加工机床的安全操作规程与电火花成形加工机床的安全操作规程...由于电火花线切割加工是在电火花成形加工基础上发展起来的,它是用线状电极(钼丝或铜丝)通过火花放电对工件进行切割。因此,电火花线切割加工机床的安全操作规程与电火花成形加工机床的安全操作规程大部分相同。此外,操作中还要注意:(1)在绕线