
链锯导板错位点焊工艺.pdf

波峻****99

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
链锯导板错位点焊工艺.pdf
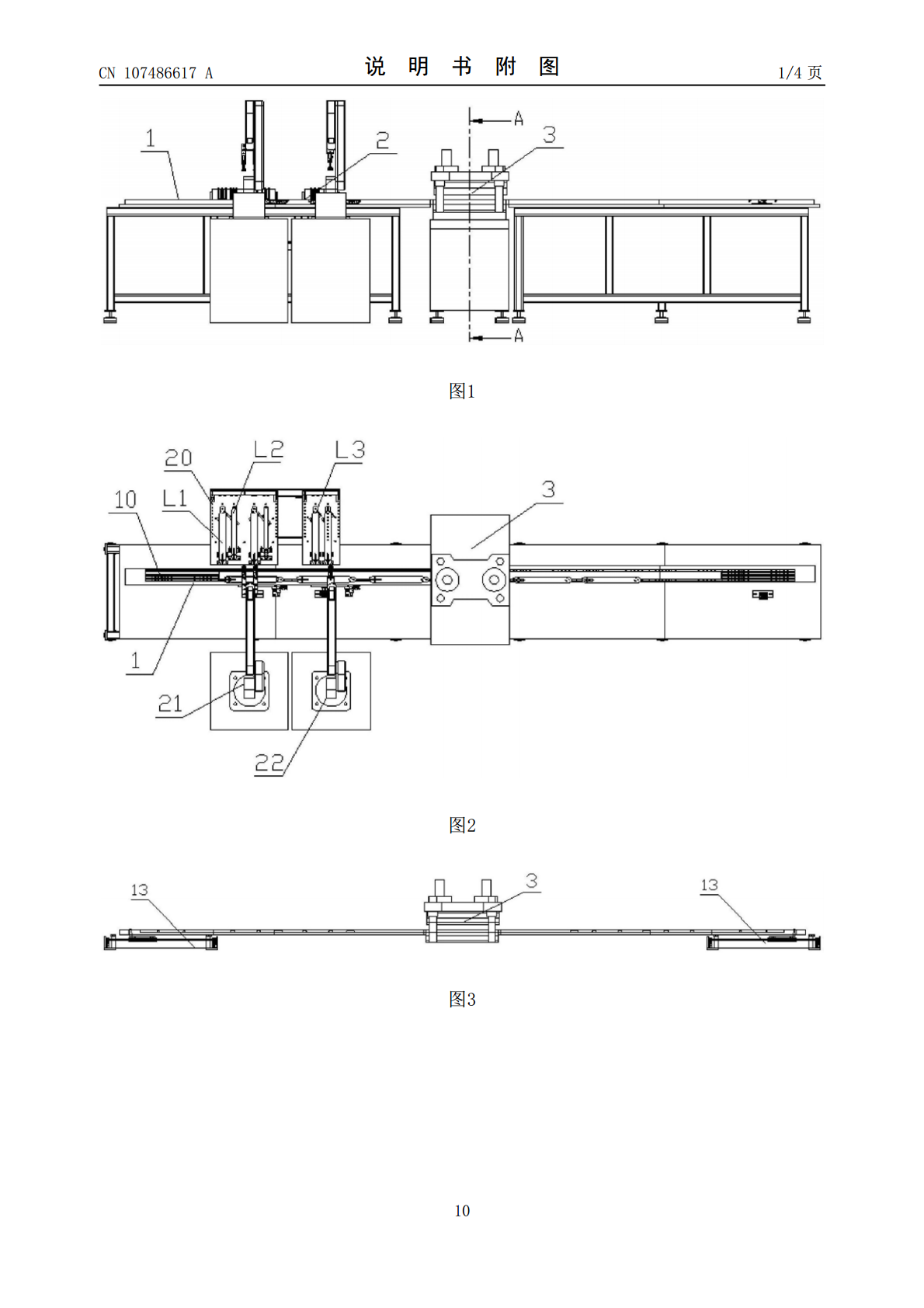
本发明公开了一种链锯导板错位点焊工艺,包括如下步骤:步骤一,错位点焊导杆从返回导轨的终点端进入送入导轨的起始端;步骤二,上料装置将组成链锯导板的链锯导板片层叠放置于错位点焊导杆上;步骤三,点焊装置将链锯导板片焊接在一起组成链锯导板;步骤四,下料装置将错位点焊导杆与点焊后的链锯导板分离;步骤五,错位点焊导杆从送入导轨终点端推送至返回导轨起始端;步骤六,错位点焊导杆从返回导轨起始端滑动至返回导轨的终点端,并开始新一轮循环。本发明一次性将所有焊点焊接完毕,因而极大提高了焊接效率。
链锯导板自动化点焊工艺.pdf
本发明公开了一种链锯导板自动化点焊工艺,包括如下步骤:步骤一,错位点焊导杆从返回导轨的终点端进入送入导轨的起始端;步骤二,上料装置将组成链锯导板的链锯导板片层叠放置于错位点焊导杆上;步骤三,点焊装置将链锯导板片焊接在一起组成链锯导板;步骤四,下料装置将错位点焊导杆与点焊后的链锯导板分离;步骤五,错位点焊导杆从送入导轨终点端推送至返回导轨起始端;步骤六,错位点焊导杆从返回导轨起始端滑动至返回导轨的终点端,并开始新一轮循环。本发明一次性将所有焊点焊接完毕,因而极大提高了焊接效率。
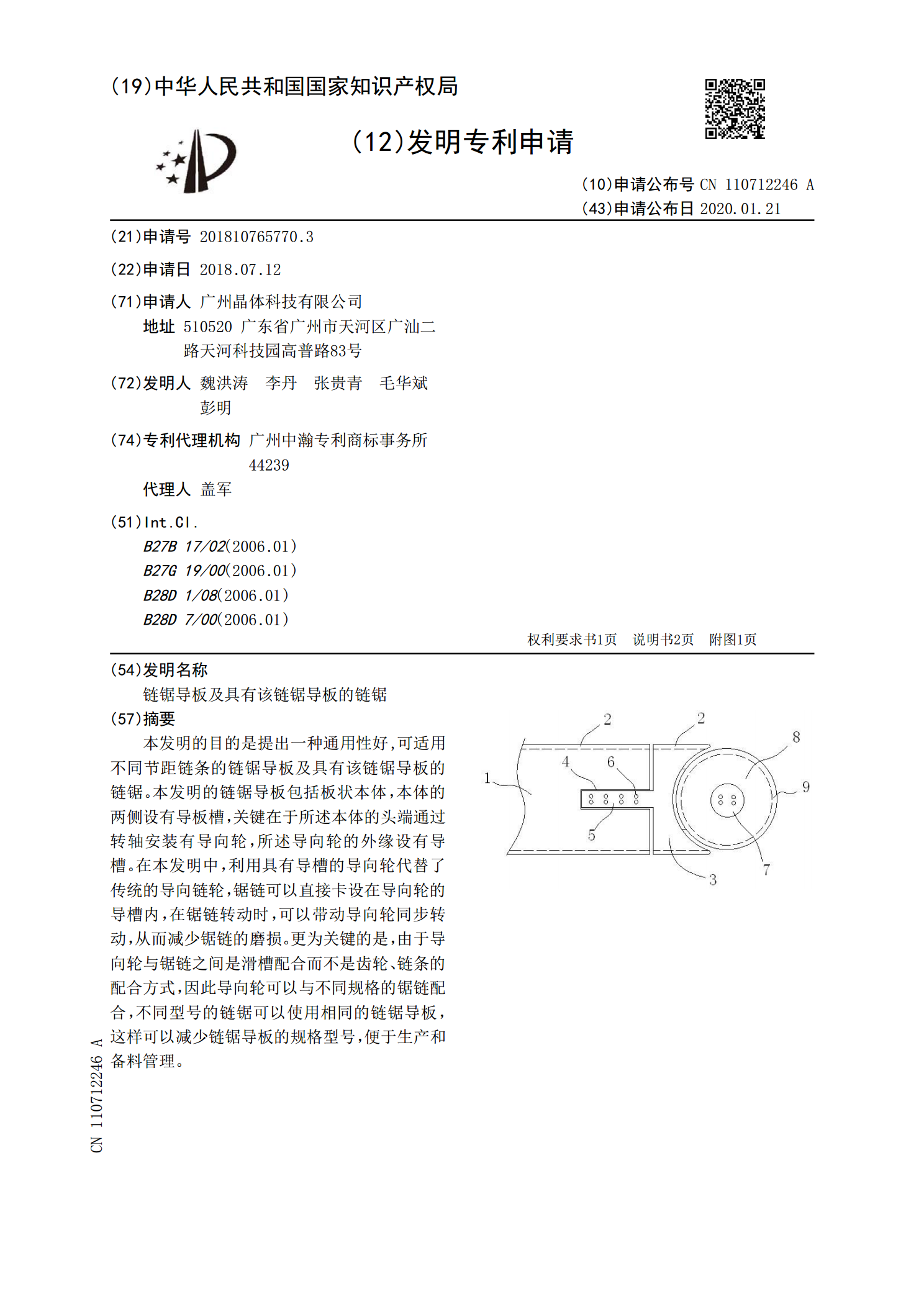
链锯导板及具有该链锯导板的链锯.pdf
本发明的目的是提出一种通用性好,可适用不同节距链条的链锯导板及具有该链锯导板的链锯。本发明的链锯导板包括板状本体,本体的两侧设有导板槽,关键在于所述本体的头端通过转轴安装有导向轮,所述导向轮的外缘设有导槽。在本发明中,利用具有导槽的导向轮代替了传统的导向链轮,锯链可以直接卡设在导向轮的导槽内,在锯链转动时,可以带动导向轮同步转动,从而减少锯链的磨损。更为关键的是,由于导向轮与锯链之间是滑槽配合而不是齿轮、链条的配合方式,因此导向轮可以与不同规格的锯链配合,不同型号的链锯可以使用相同的链锯导板,这样可以减少
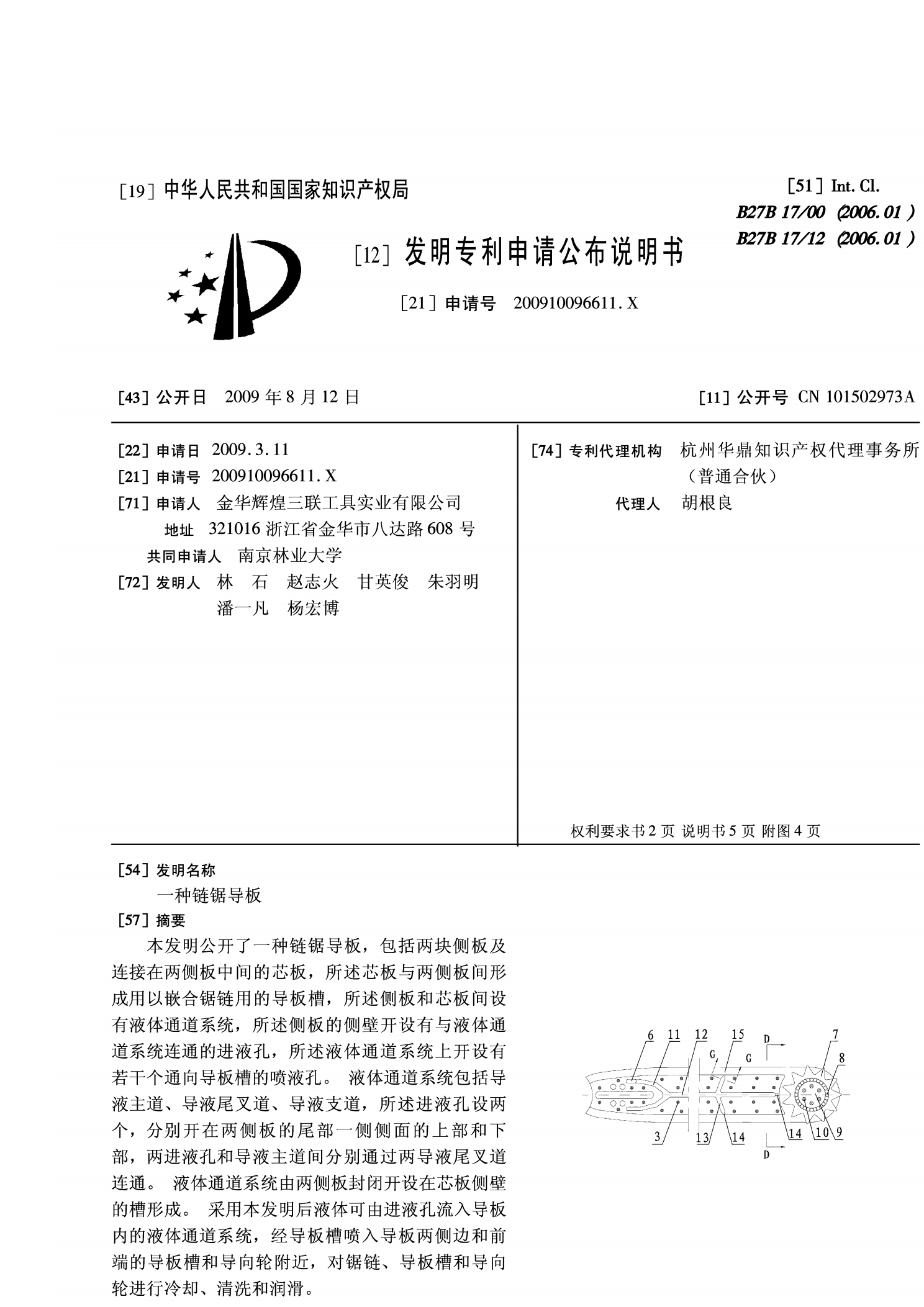
一种链锯导板.pdf
本发明公开了一种链锯导板,包括两块侧板及连接在两侧板中间的芯板,所述芯板与两侧板间形成用以嵌合锯链用的导板槽,所述侧板和芯板间设有液体通道系统,所述侧板的侧壁开设有与液体通道系统连通的进液孔,所述液体通道系统上开设有若干个通向导板槽的喷液孔。液体通道系统包括导液主道、导液尾叉道、导液支道,所述进液孔设两个,分别开在两侧板的尾部一侧侧面的上部和下部,两进液孔和导液主道间分别通过两导液尾叉道连通。液体通道系统由两侧板封闭开设在芯板侧壁的槽形成。采用本发明后液体可由进液孔流入导板内的液体通道系统,经
GB5388-85链锯导板.pdf