
用于填充和封闭容器的设备.pdf

努力****向丝

1/9
2/9

3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于填充和封闭容器的设备.pdf
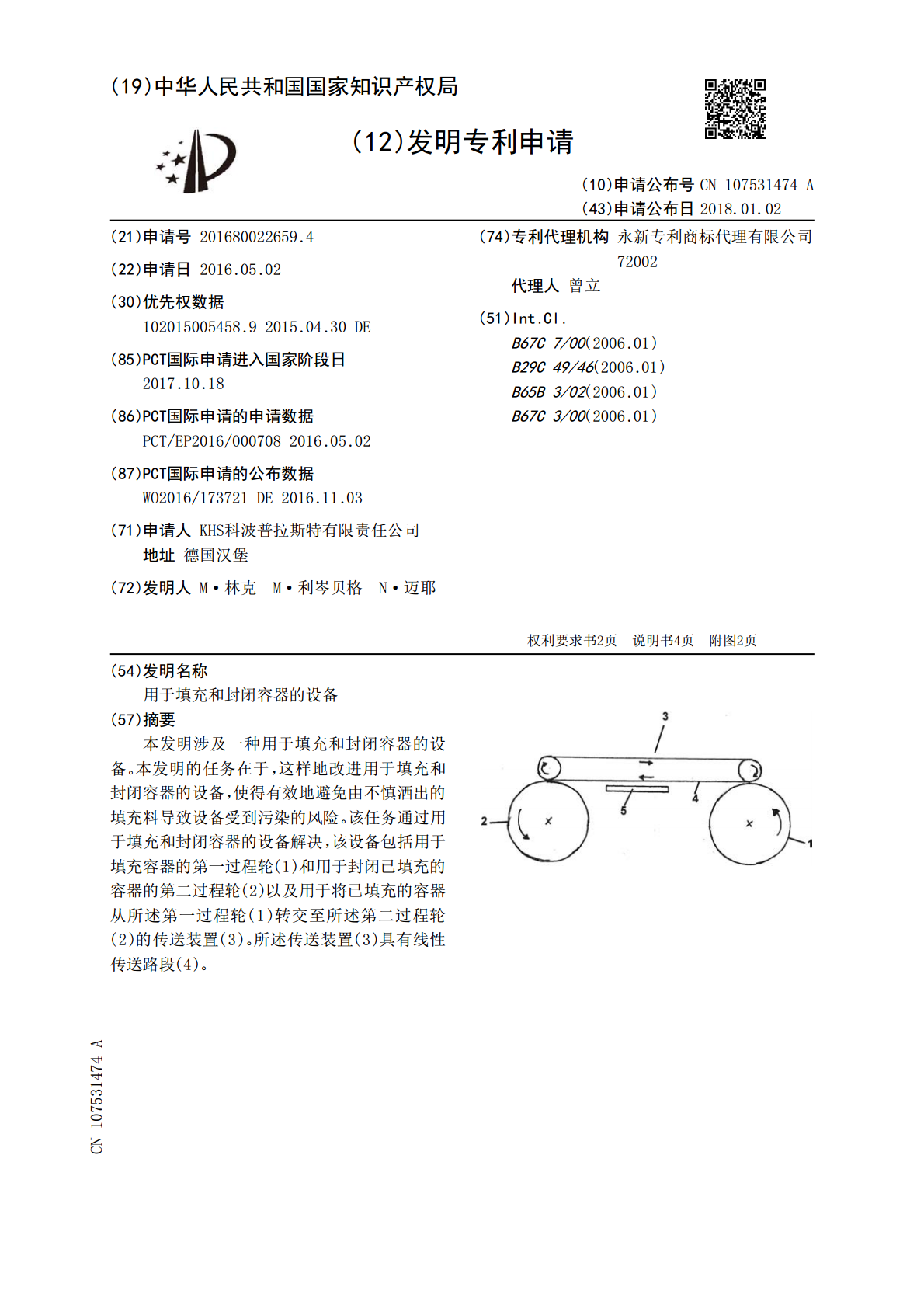
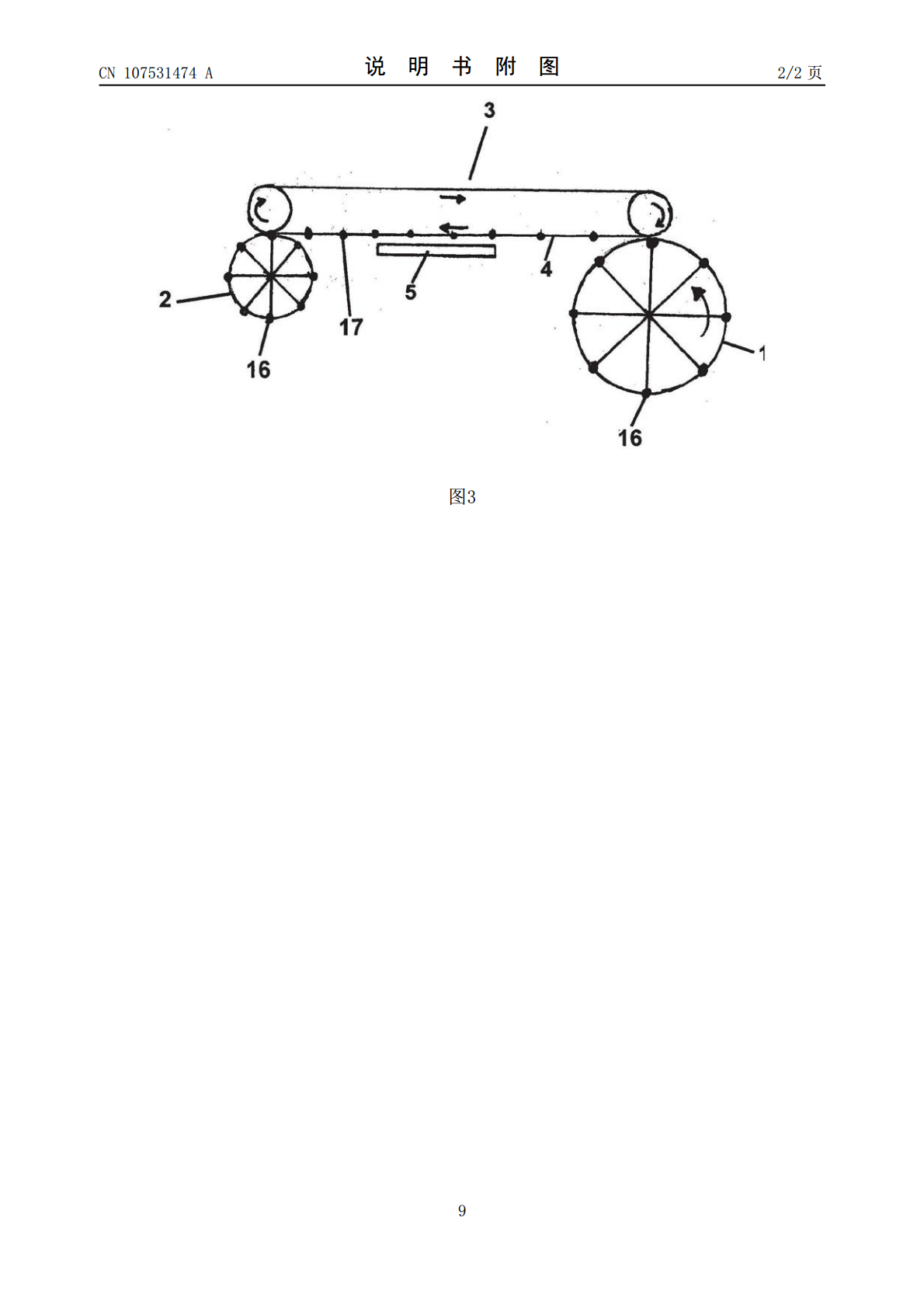
本发明涉及一种用于填充和封闭容器的设备。本发明的任务在于,这样地改进用于填充和封闭容器的设备,使得有效地避免由不慎洒出的填充料导致设备受到污染的风险。该任务通过用于填充和封闭容器的设备解决,该设备包括用于填充容器的第一过程轮(1)和用于封闭已填充的容器的第二过程轮(2)以及用于将已填充的容器从所述第一过程轮(1)转交至所述第二过程轮(2)的传送装置(3)。所述传送装置(3)具有线性传送路段(4)。
用于填充容器的设备和方法.pdf
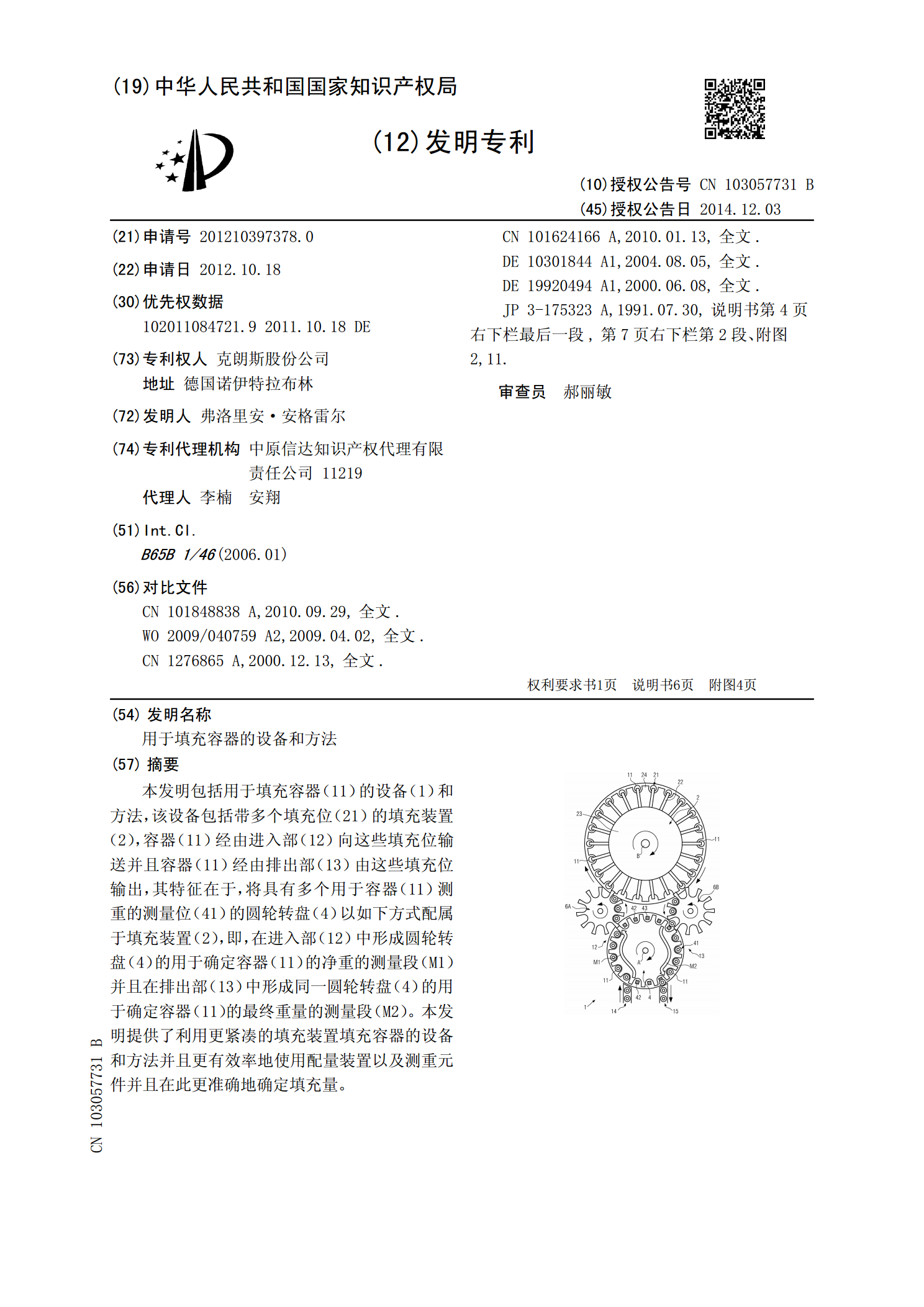
本发明包括用于填充容器(11)的设备(1)和方法,该设备包括带多个填充位(21)的填充装置(2),容器(11)经由进入部(12)向这些填充位输送并且容器(11)经由排出部(13)由这些填充位输出,其特征在于,将具有多个用于容器(11)测重的测量位(41)的圆轮转盘(4)以如下方式配属于填充装置(2),即,在进入部(12)中形成圆轮转盘(4)的用于确定容器(11)的净重的测量段(M1)并且在排出部(13)中形成同一圆轮转盘(4)的用于确定容器(11)的最终重量的测量段(M2)。本发明提供了利用更紧凑的填充装

用于用填充产品填充容器的设备和方法.pdf
本发明涉及优选在饮料灌装设施中用填充产品填充容器(100)的设备(1)和方法,其中设备具有:至少一个填充阀(2、11),所述填充阀设立成,用于将填充产品导入容器(100)中;至少一个经由产品管路(5、21)与填充阀(2、11)连接的流量计(6、22、32、42),所述流量计设立成,用于确定在产品管路(5、21)中经过流量计(6、22、32、42)的填充产品量;和控制装置(150),所述控制装置与填充阀(2、11)以及流量计(6、22、32、42)通信并且设立成,用于在填充过程期间操控填充阀(2、11);其

容器填充系统和用于容器填充系统的阀.pdf
本发明涉及一种容器填充阀,其可以包括磁性地联接的穿梭物和驱动套筒。驱动套筒的运动可以使穿梭物从填充阀关闭的位置运动到填充阀打开的位置。容器抓握臂可以包括被构造成用以保持容器的远侧端部和包括测力传感器的近侧端部。低流量设定点系统可以被构造成用以在填充阀部分关闭时阻止该填充阀关闭。压力控制系统可以被构造成用以保持贮存器中的期望压力或者来自该贮存器的流动路径中的期望压力。产品再循环系统可以被构造成用以调节产品再循环系统中的流量。

容器填充系统和用于容器填充系统的阀.pdf
本发明涉及一种容器填充阀,其可以包括磁性地联接的穿梭物和驱动套筒。驱动套筒的运动可以使穿梭物从填充阀关闭的位置运动到填充阀打开的位置。容器抓握臂可以包括被构造成用以保持容器的远侧端部和包括测力传感器的近侧端部。低流量设定点系统可以被构造成用以在填充阀部分关闭时阻止该填充阀关闭。压力控制系统可以被构造成用以保持贮存器中的期望压力或者来自该贮存器的流动路径中的期望压力。产品再循环系统可以被构造成用以调节产品再循环系统中的流量。