
成型鼓及轮胎成型机.pdf

小忆****ng

1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎成型鼓及具有该轮胎成型鼓的轮胎成型机.pdf
本发明提供了一种轮胎成型鼓及具有该成型鼓的轮胎成型机,该轮胎成型鼓包括:主轴和套装于主轴上的两个半鼓装置;半鼓装置包括:套设于主轴外的外轴;互锁机构,包括交替式锁紧的第一锁紧机构和第二锁紧机构,第一锁紧机构套设于主轴上并与外轴固连,第二锁紧机构套设于外轴上;反包胶囊;以及反包助推机构,包括沿圆周均布的若干个助推板和若干个助推连杆;在第一锁紧机构锁紧主轴且第二锁紧机构松开外轴时,第二锁紧机构能够沿外轴轴向移动推动助推板向半鼓装置的径向外侧翻转,为反包胶囊提供助推力。本发明的成型鼓既具有反包高度一致、反包圆周
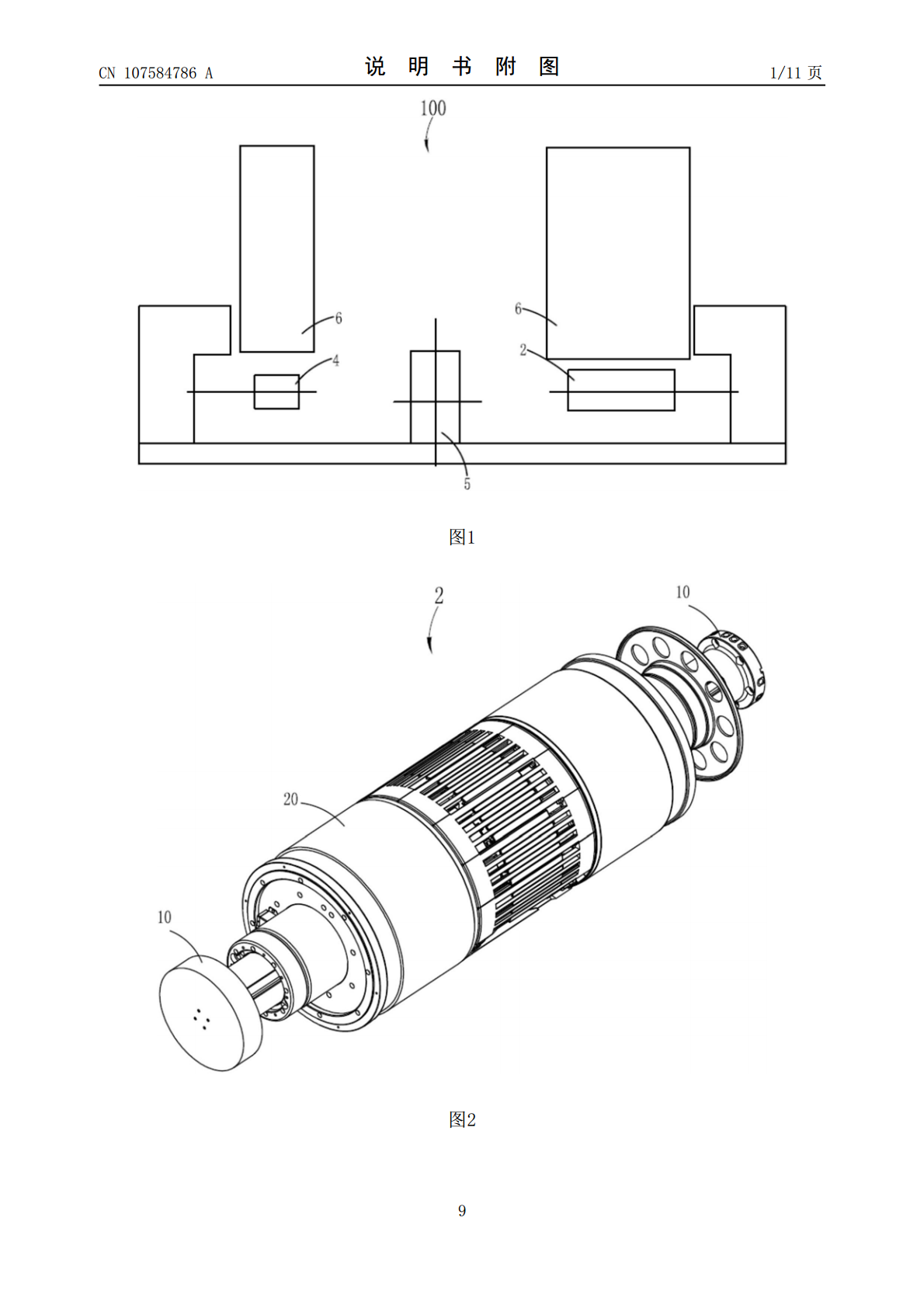
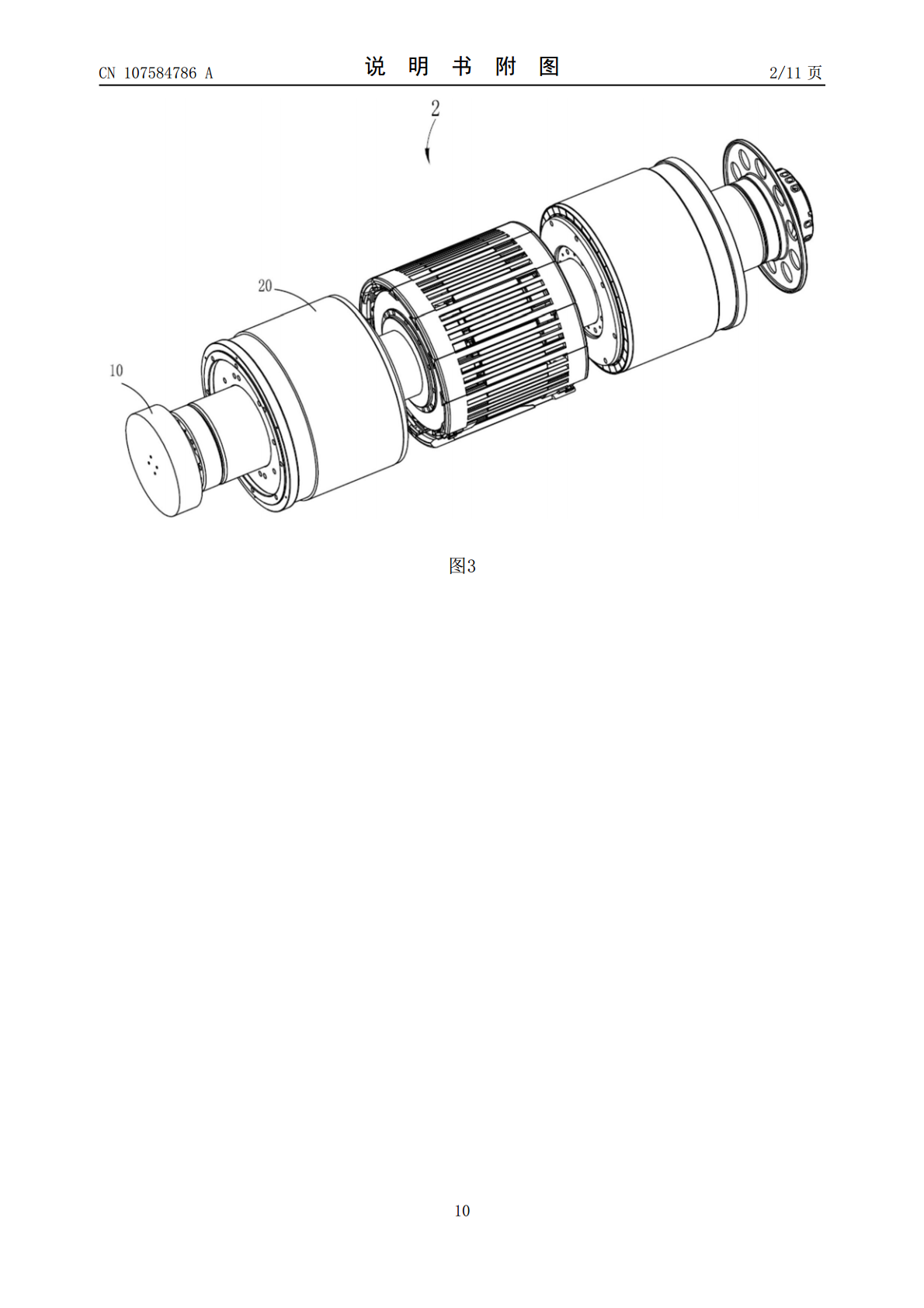
成型鼓及轮胎成型机.pdf
本发明公开了一种成型鼓,所述成型鼓包括鼓轴、对称设置在所述鼓轴上的两个侧鼓以及位于两个所述侧鼓之间的中鼓,所述中鼓包括可轴向相互嵌入配合的两个半鼓,且每一所述半鼓均具有可径向改变的直径,所述侧鼓与所述半鼓连接并可相对移动。本发明的轮胎成型机仅需要通过带束鼓和成型鼓就可以完成二次法成型的工艺步骤,且可以自动生产轮胎,不需要人工取下胎体鼓上的胎体组件放置在定型鼓上充气定型,进而提高了轮胎质量。

轮胎成型机换鼓工装.pdf
本发明公开了一种轮胎成型机换鼓工装,包括基于X、Y、Z三向运动装置设置的成型鼓定位机构,所述X、Y、Z三向运动装置包括X向移动机构、Y向移动机构和Z向升降机构,所述成型鼓定位机构包括设于Z向升降机构上的鼓支撑板以及在Y方向设于鼓支撑板两侧的鼓限位锲块,所述鼓支撑板的支撑面为下凹的弧面,所述弧面的轴向为X方向,所述鼓限位锲块通过Y向锲块滑动组件安装于Z向升降平台上,Z向升降平台上设有同步驱动鼓限位锲块相向或相背移动以调节鼓限位锲块与鼓支撑板之间距离的鼓限位锲块调节组件。本发明能提高胎体鼓的对接精度,保持胎体
半部鼓、轮胎成型机及操作该轮胎成型机的方法.pdf
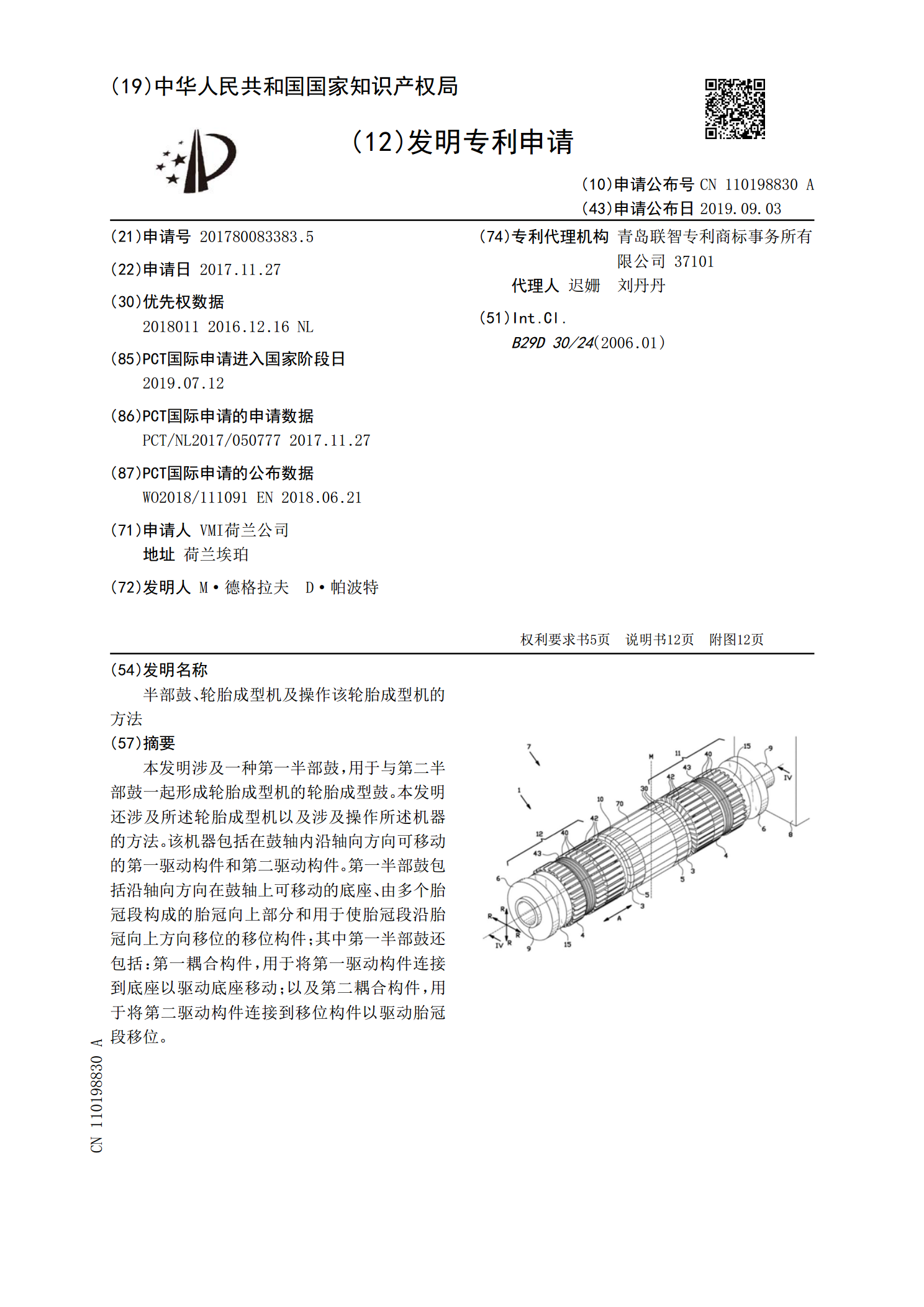
本发明涉及一种第一半部鼓,用于与第二半部鼓一起形成轮胎成型机的轮胎成型鼓。本发明还涉及所述轮胎成型机以及涉及操作所述机器的方法。该机器包括在鼓轴内沿轴向方向可移动的第一驱动构件和第二驱动构件。第一半部鼓包括沿轴向方向在鼓轴上可移动的底座、由多个胎冠段构成的胎冠向上部分和用于使胎冠段沿胎冠向上方向移位的移位构件;其中第一半部鼓还包括:第一耦合构件,用于将第一驱动构件连接到底座以驱动底座移动;以及第二耦合构件,用于将第二驱动构件连接到移位构件以驱动胎冠段移位。

一种成型鼓以及轮胎成型机.pdf
本发明提供一种成型鼓,包括鼓轴、设置在所述鼓轴上的两个侧鼓以及位于所述两个侧鼓轴向内侧的中鼓,所述侧鼓可相对所述中鼓轴向移动,所述中鼓可径向扩张或者收缩,所述中鼓的轴向宽度可变化,所述中鼓具有圆周表面,所述中鼓在扩张或收缩状态下,所述圆周表面均为连续封闭的表面。本发明还提供一种具有该成型鼓的轮胎成型机,从而能够利用二次法的成型工艺进行一次法轮胎成型,无需将成型完成后的胎体组件人工搬运至定型鼓上进行胎面组件和胎体组件的最终的复合,提高了轮胎成型质量,具有本发明的成型鼓的轮胎成型机还能够克服一次法成型工艺不能