
一种汽车座椅座盆滚压管件检具.pdf

梦影****主a

1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车座椅座盆滚压管件检具.pdf
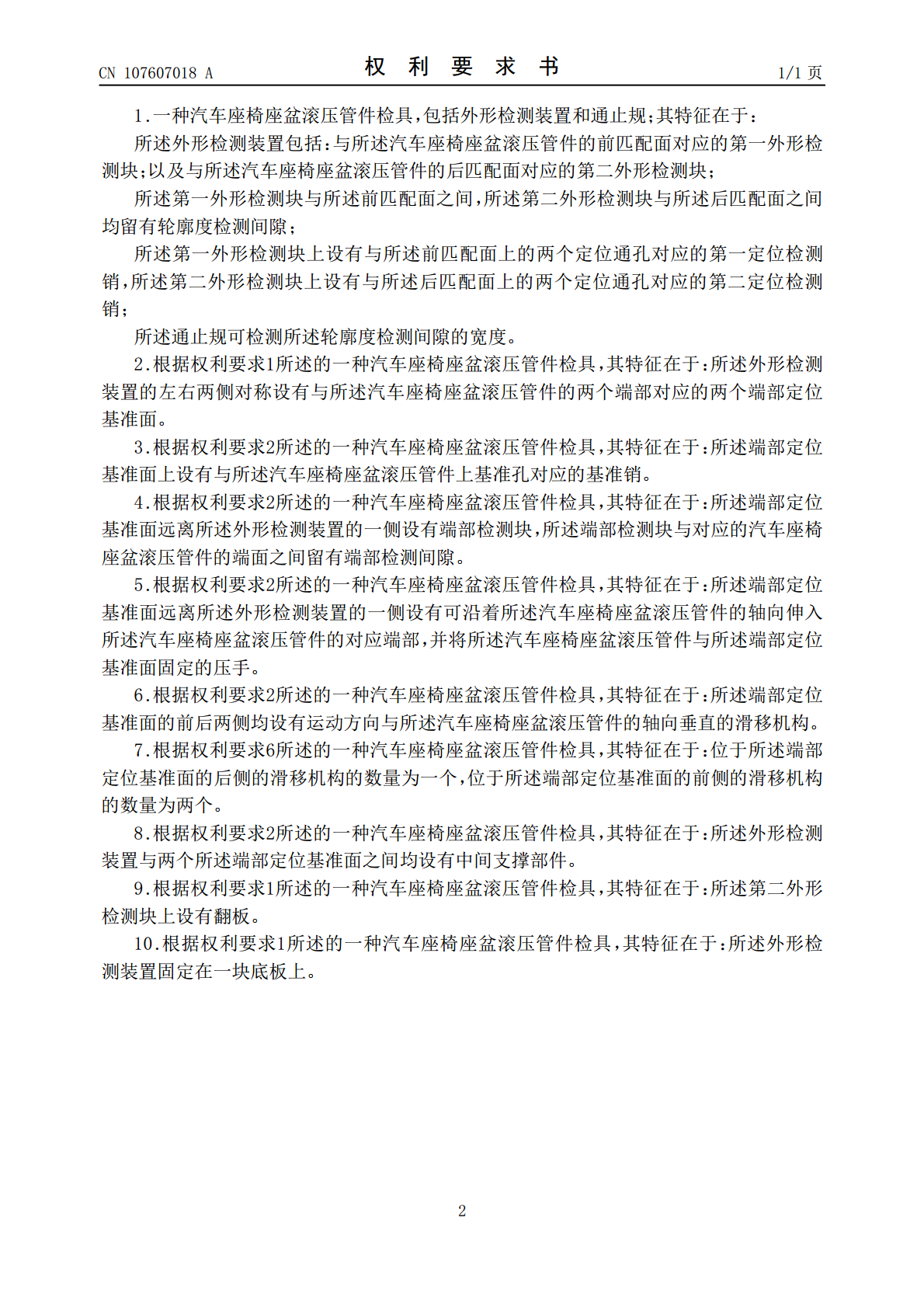
本发明公开了一种汽车座椅座盆滚压管件检具,包括外形检测装置和通止规;所述外形检测装置包括:与所述汽车座椅座盆滚压管件的前匹配面对应的第一外形检测块;以及与所述汽车座椅座盆滚压管件的后匹配面对应的第二外形检测块;所述第一外形检测块与所述前匹配面之间,所述第二外形检测块与所述后匹配面之间均留有轮廓度检测间隙;所述第一外形检测块上设有与所述前匹配面上的两个定位通孔对应的第一定位检测销,所述第二外形检测块上设有与所述后匹配面上的两个定位通孔对应的第二定位检测销;所述通止规可检测所述轮廓度检测间隙的宽度。
一种管件检具.pdf
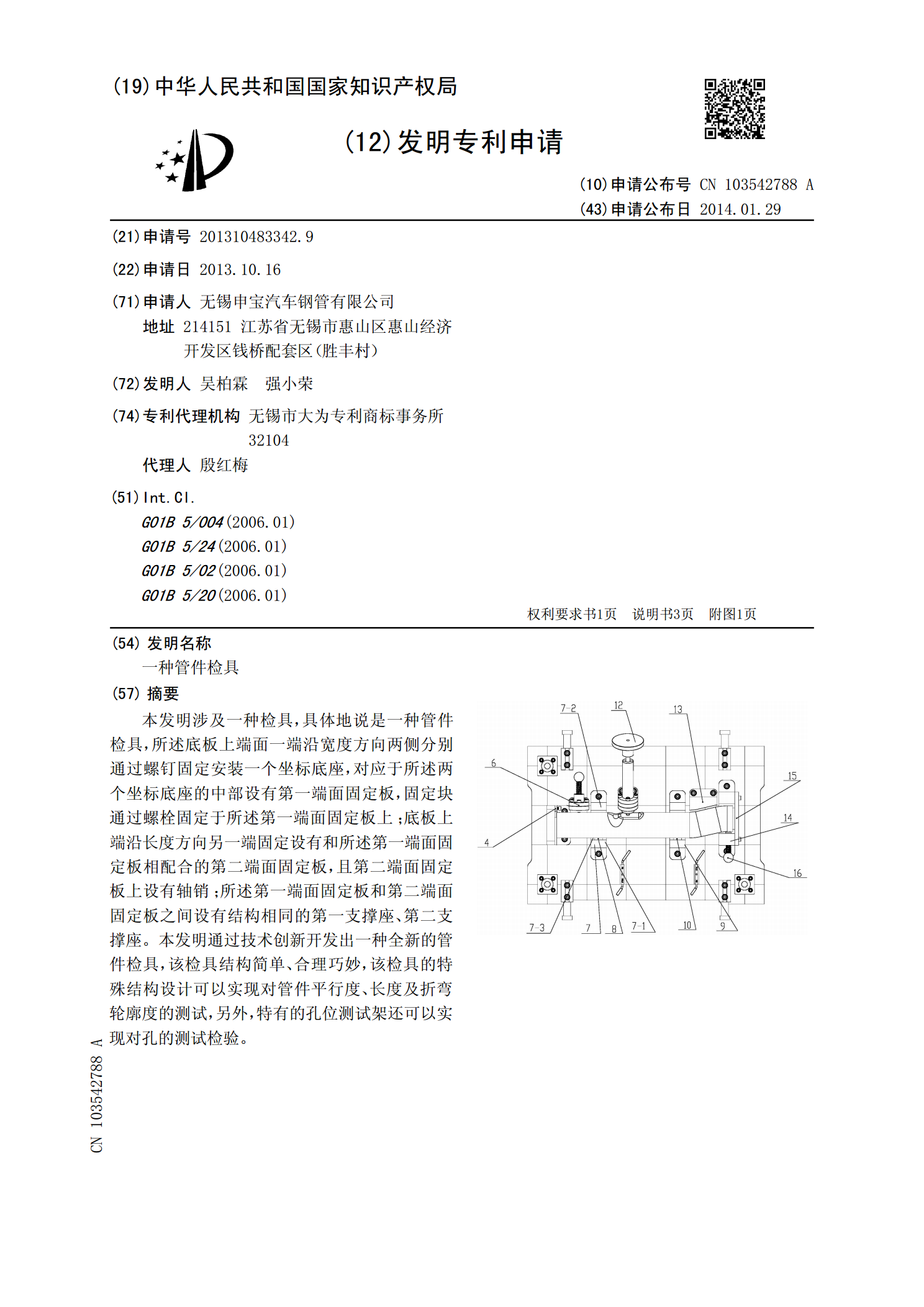
本发明涉及一种检具,具体地说是一种管件检具,所述底板上端面一端沿宽度方向两侧分别通过螺钉固定安装一个坐标底座,对应于所述两个坐标底座的中部设有第一端面固定板,固定块通过螺栓固定于所述第一端面固定板上;底板上端沿长度方向另一端固定设有和所述第一端面固定板相配合的第二端面固定板,且第二端面固定板上设有轴销;所述第一端面固定板和第二端面固定板之间设有结构相同的第一支撑座、第二支撑座。本发明通过技术创新开发出一种全新的管件检具,该检具结构简单、合理巧妙,该检具的特殊结构设计可以实现对管件平行度、长度及折弯轮廓度的
一种仪表横梁管件检具总成.pdf
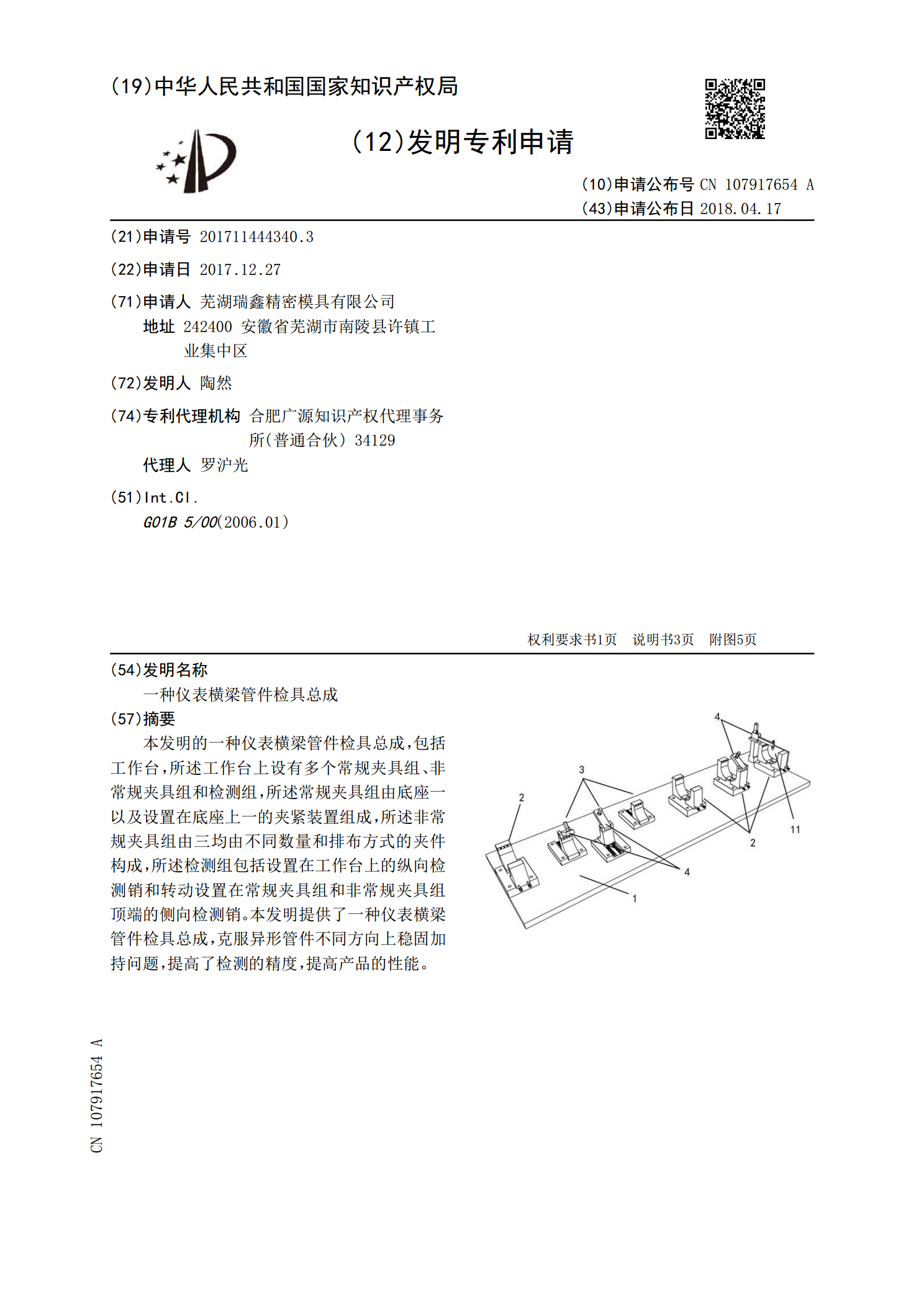
本发明的一种仪表横梁管件检具总成,包括工作台,所述工作台上设有多个常规夹具组、非常规夹具组和检测组,所述常规夹具组由底座一以及设置在底座上一的夹紧装置组成,所述非常规夹具组由三均由不同数量和排布方式的夹件构成,所述检测组包括设置在工作台上的纵向检测销和转动设置在常规夹具组和非常规夹具组顶端的侧向检测销。本发明提供了一种仪表横梁管件检具总成,克服异形管件不同方向上稳固加持问题,提高了检测的精度,提高产品的性能。
组装式管件检具.pdf
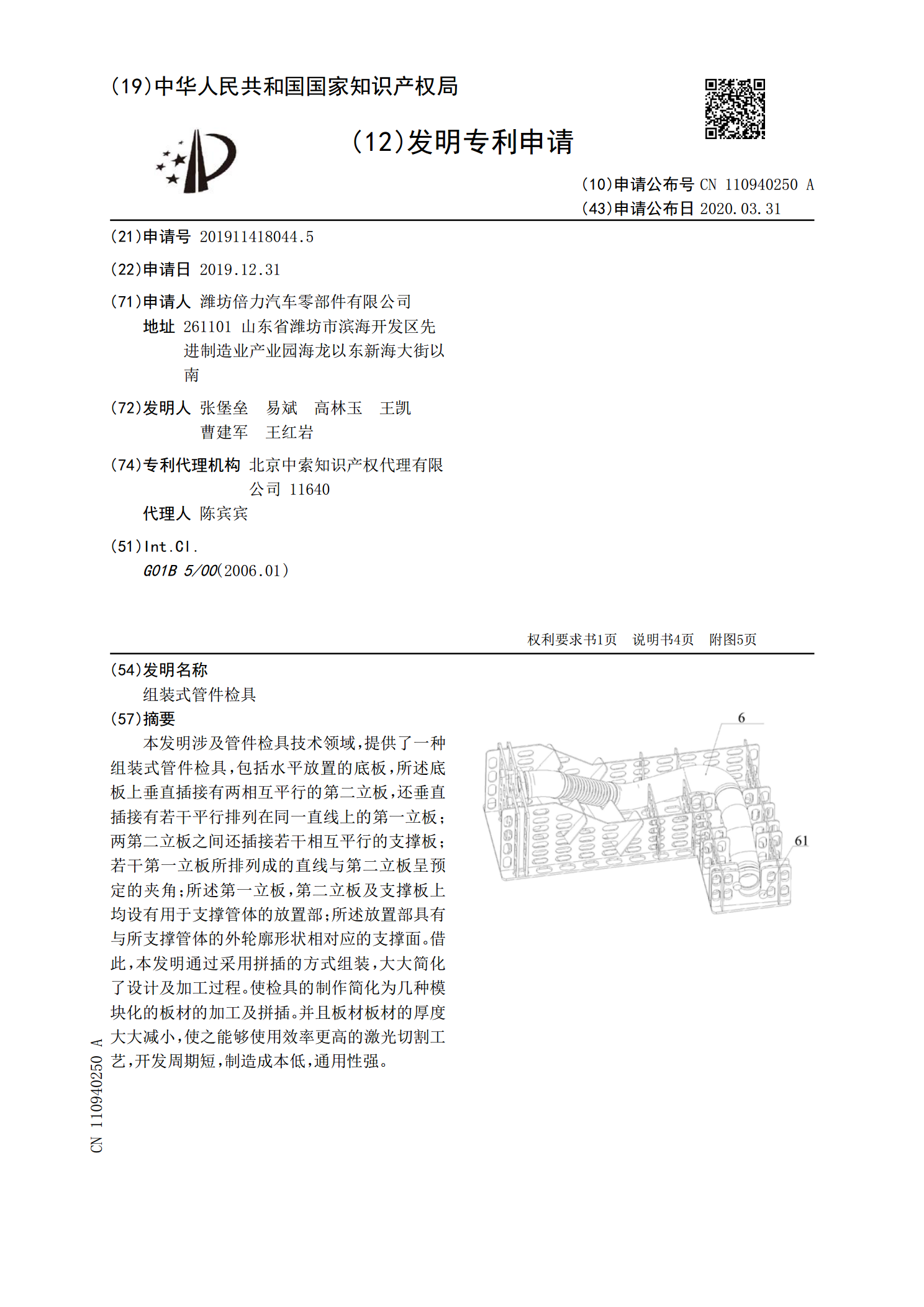
本发明涉及管件检具技术领域,提供了一种组装式管件检具,包括水平放置的底板,所述底板上垂直插接有两相互平行的第二立板,还垂直插接有若干平行排列在同一直线上的第一立板;两第二立板之间还插接若干相互平行的支撑板;若干第一立板所排列成的直线与第二立板呈预定的夹角;所述第一立板,第二立板及支撑板上均设有用于支撑管体的放置部;所述放置部具有与所支撑管体的外轮廓形状相对应的支撑面。借此,本发明通过采用拼插的方式组装,大大简化了设计及加工过程。使检具的制作简化为几种模块化的板材的加工及拼插。并且板材板材的厚度大大减小,使

一种汽车座椅定位齿轮检具.pdf
本发明公开了一种汽车座椅定位齿轮检具,包括底座(1)、安装在底座(1)上的检测体和设置在检测体两侧的定位装置,定位装置固定在底座(1)上;所述检测体包括腔体(21)和设置在腔体(21)中与标准齿轮相适配的空腔(22)。本发明结构简单,易于制造;通过齿轮是否与空腔(22)相适配,来确定此齿轮是否是合格齿轮,在汽车座椅安装之前就能够确定,此齿轮是否合格,从而提高了工作的效率;适合于大批量的生产及使用。