
一种抗蠕变铸造镁合金及其制备方法.pdf

努力****爱静

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种抗蠕变铸造镁合金及其制备方法.pdf
本发明提供一种抗蠕变铸造镁合金的制备方法,该抗蠕变铸造镁合金是在AZ91D镁合金熔液中添加Mg‑Sb中间合金,经压铸而成,其中,以Mg‑Sb中间合金中的Sb的加入量为AZ91D镁合金重量的0.1~3.0%为标准来加入Mg‑Sb中间合金。该方法包括下述过程:第一步,熔铸Mg‑Sb中间合金锭坯;第二步,将Mg‑Sb中间合金锭坯挤压成线材或棒材;第三步,将传统的AZ91D镁合金熔化,再将Mg‑Sb中间合金加入AZ91D镁合金熔液中,压铸成抗蠕变铸造镁合金。该镁合金在135℃~175℃的抗蠕变性能大幅度提高,可压
抗蠕变复合结构及其制备方法.pdf
本发明涉及复合结构、重叠注塑的复合结构及其制备方法的领域。本发明所公开的复合结构具有表面并包含纤维材料,所述表面的至少一部分由表面树脂组合物制成,所述纤维材料选自非织造结构、纺织品、纤维絮以及它们的组合,所述纤维材料用基质树脂组合物浸渍,其中所述表面树脂组合物与所述基质树脂组合物相同或不同并且选自热塑性组合物,所述热塑性组合物包含a)选自聚酯、聚酰胺以及它们的混合物的一种或多种热塑性树脂;和b)0.5重量%或约0.5重量%至6.0重量%或约6.0重量%的纳米粘土,所述重量百分比是基于所述热塑性组合物的总重
一种抗冲击抗蠕变镁合金结构件及其制备方法.pdf
本发明涉及一种抗冲击抗蠕变镁合金结构件及其制备方法,镁合金结构件的锑含量为0.50‑3.0wt%。制备方法包括如下步骤:S1熔铸镁‑锑中间合金坯锭:S11原料准备;S12熔炼镁锭;S13熔炼铋锭;S14精炼除杂;S15锭坯铸造;S2制备中间合金(1);S3合金熔炼:S31镁合金熔炼;S32铸造镁合金结构件。该镁合金在120℃~170℃的抗蠕变性能大幅度提高,可以满足该镁合金在自动变速箱、曲轴箱、齿轮室盖、油底壳等重要部件上的应用,且成本低。
一种抗结焦、抗蠕变的裂解炉管及其制备方法.pdf
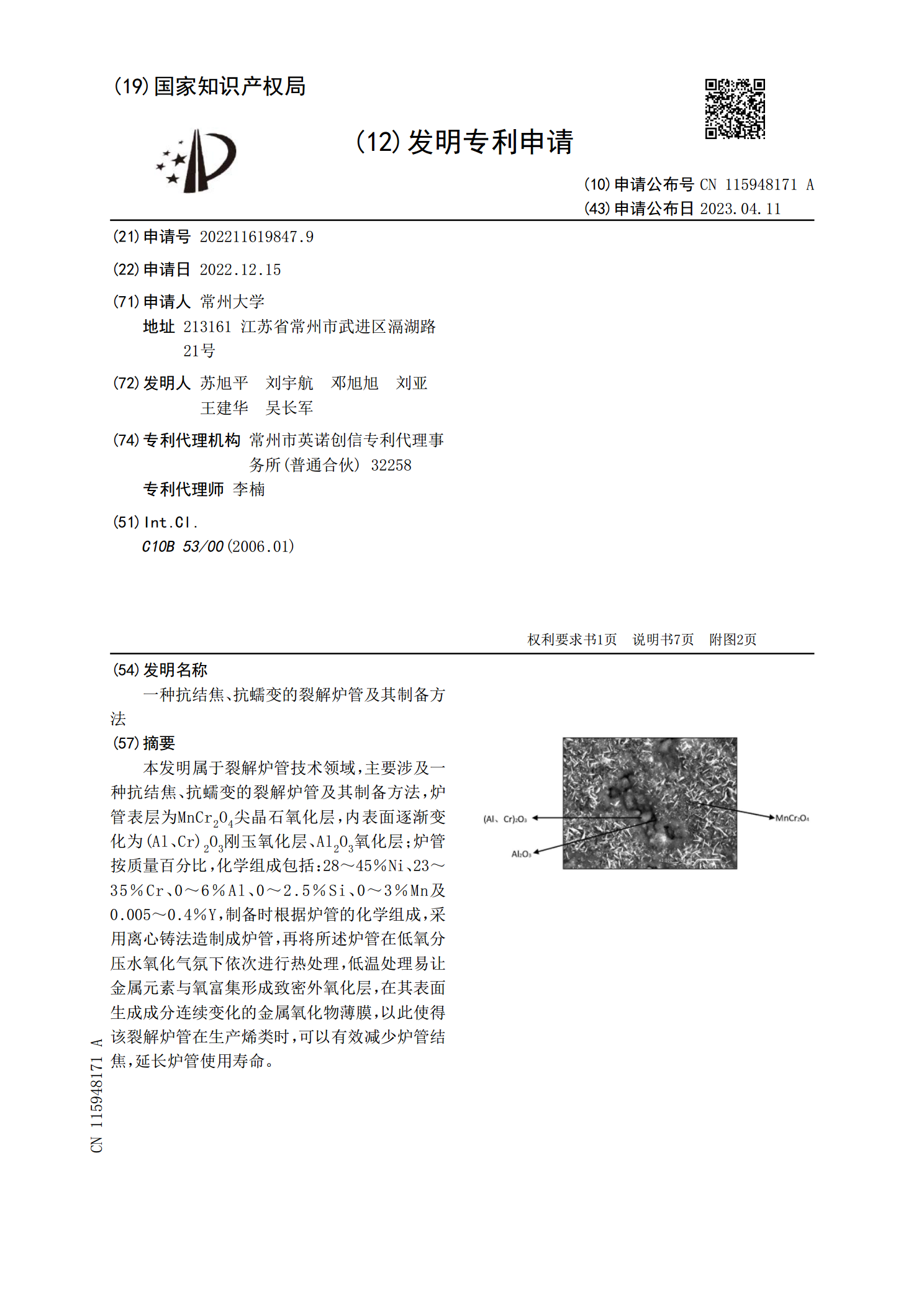
本发明属于裂解炉管技术领域,主要涉及一种抗结焦、抗蠕变的裂解炉管及其制备方法,炉管表层为MnCr
一种抗高温蠕变镁铝合金及其制备方法.pdf
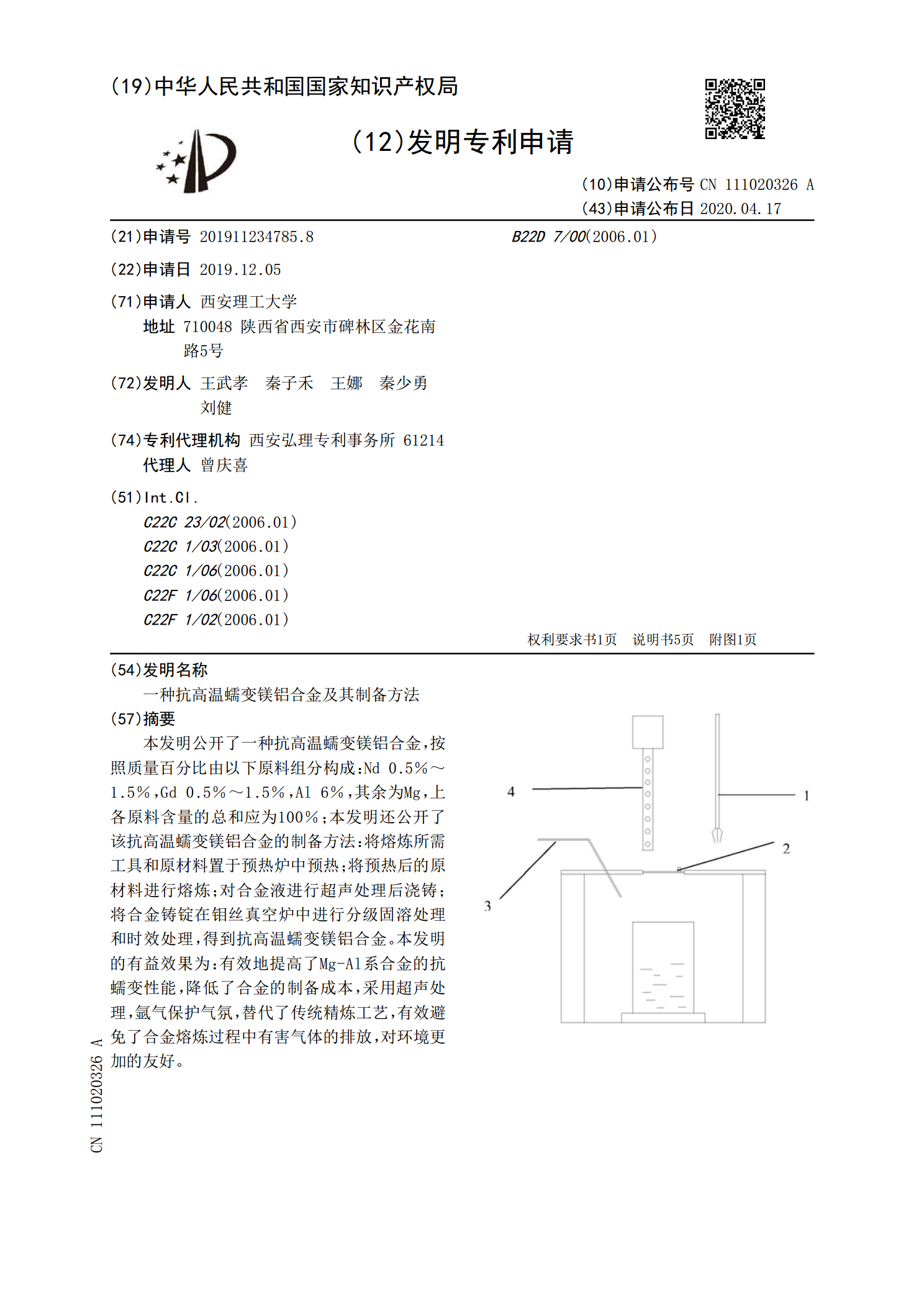
本发明公开了一种抗高温蠕变镁铝合金,按照质量百分比由以下原料组分构成:Nd0.5%~1.5%,Gd0.5%~1.5%,Al6%,其余为Mg,上各原料含量的总和应为100%;本发明还公开了该抗高温蠕变镁铝合金的制备方法:将熔炼所需工具和原材料置于预热炉中预热;将预热后的原材料进行熔炼;对合金液进行超声处理后浇铸;将合金铸锭在钼丝真空炉中进行分级固溶处理和时效处理,得到抗高温蠕变镁铝合金。本发明的有益效果为:有效地提高了Mg‑Al系合金的抗蠕变性能,降低了合金的制备成本,采用超声处理,氩气保护气氛,替代