
一种航空涡轮导向叶片打磨拆卸固定夹具.pdf

一只****签网


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种航空涡轮导向叶片打磨拆卸固定夹具.pdf
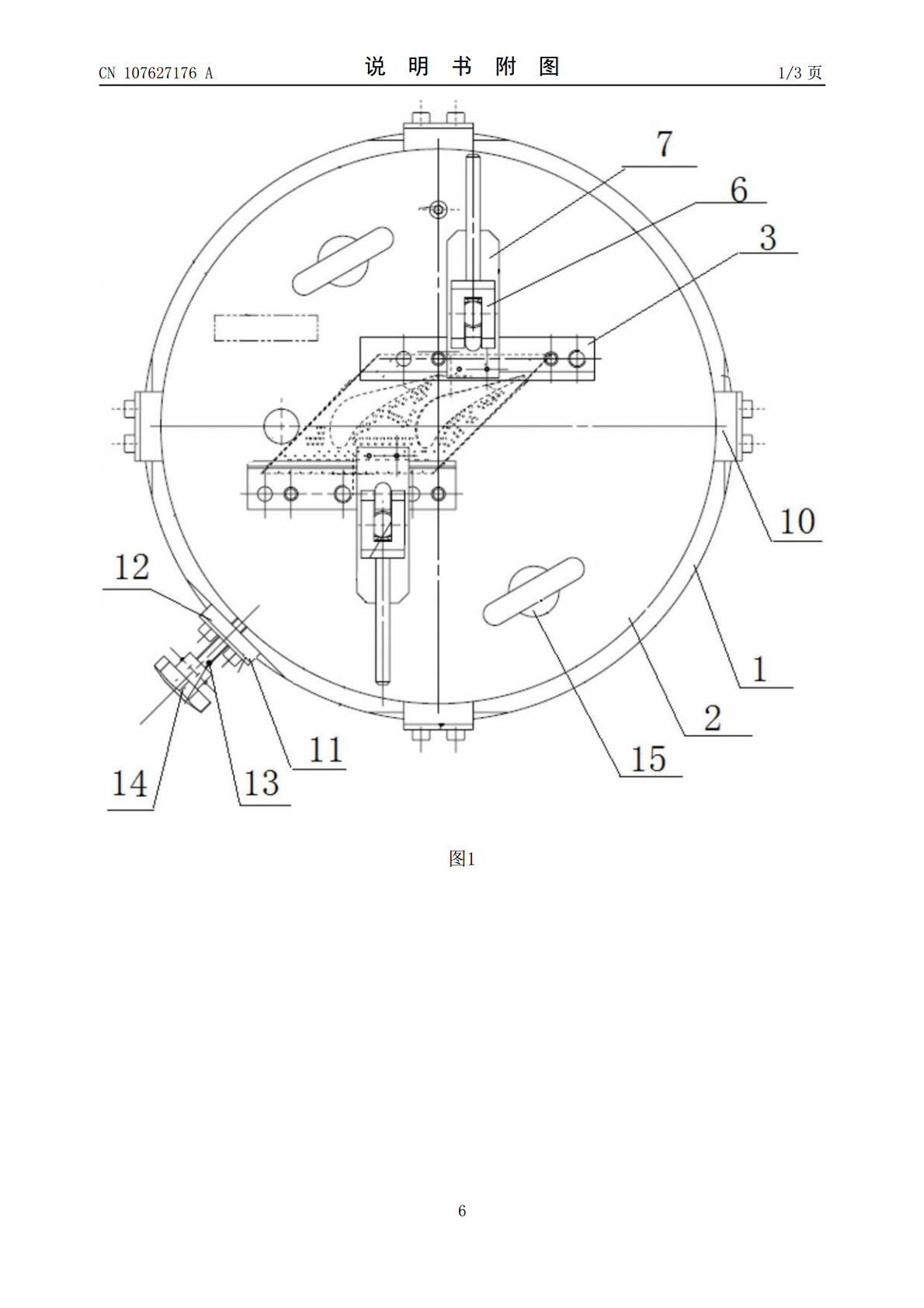
本发明公开了一种航空涡轮导向叶片打磨拆卸固定夹具,通过在装夹转盘上端安装两个关于装夹转盘中心对称设置的叶片固定装置,通过固定装置便于将待维修涡轮导向叶片固定装夹,叶片固定装置采用定位块、调节支撑、活节螺栓、偏心轮和固定夹板,结构简单、安装快捷,将装夹转盘固定安装在固定底盘上,由于涡轮导向叶片焊点位置分布不均匀,便于工人打磨过程中不用移动位置,直接通过转动装夹转盘实现工件的转动,实现打磨角度调整,本发明结构简单,使用方便,定位块上表面型面与涡轮导向叶片缘板型面吻合,偏心轮为叉型偏心轮,定位块和固定夹板均采用
一种航空发动机涡轮导向叶片.pdf
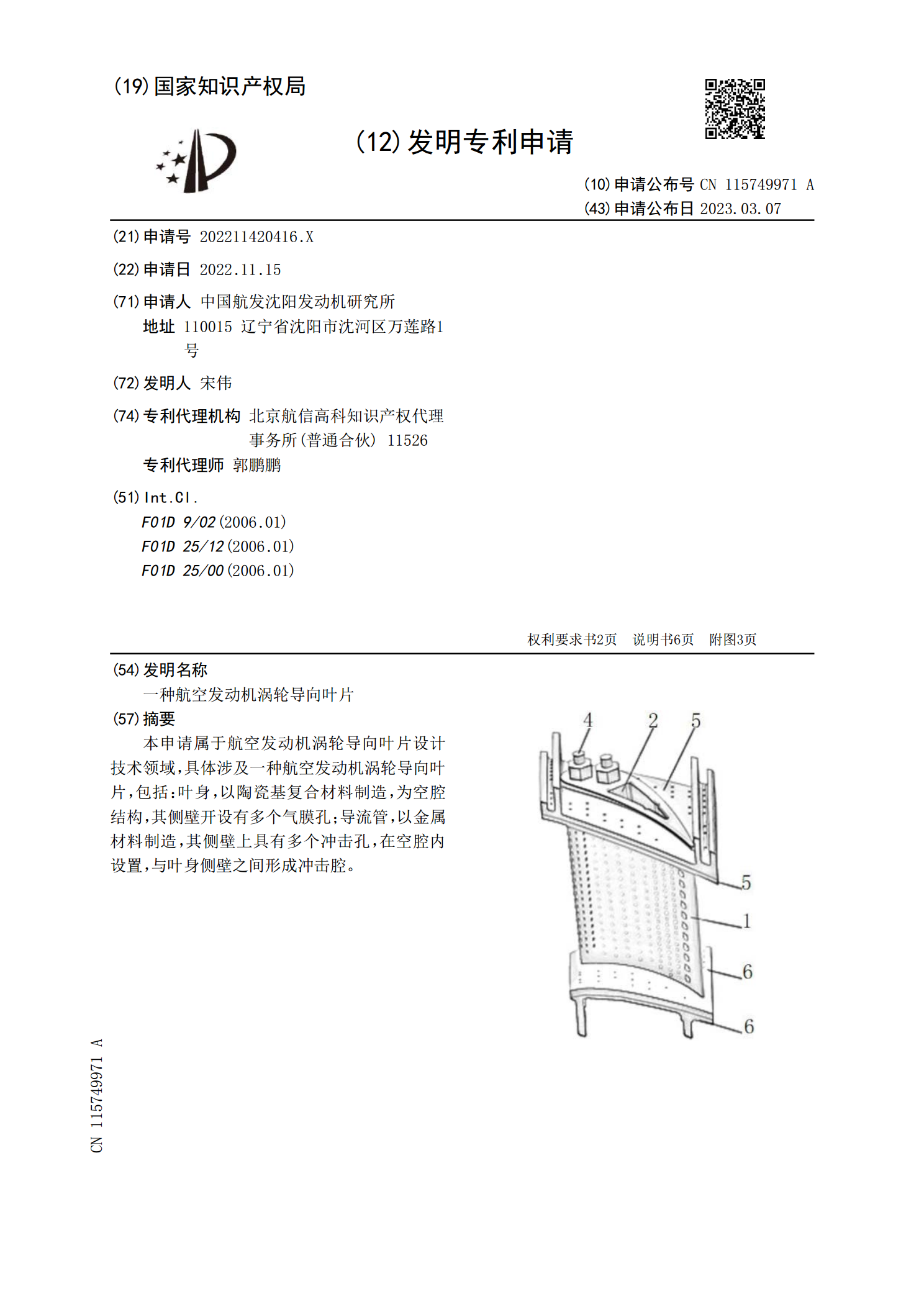
本申请属于航空发动机涡轮导向叶片设计技术领域,具体涉及一种航空发动机涡轮导向叶片,包括:叶身,以陶瓷基复合材料制造,为空腔结构,其侧壁开设有多个气膜孔;导流管,以金属材料制造,其侧壁上具有多个冲击孔,在空腔内设置,与叶身侧壁之间形成冲击腔。

一种航空发动机涡轮叶片取样夹具.pdf
本申请属于航空发动机强度、寿命设计技术领域,特别涉及一种航空发动机涡轮叶片取样夹具,用于对具有预定取样位置的涡轮叶片进行夹持,包括:呈六面体形的本体部,在本体部顶面上凹陷设置有榫槽,从本体部的底部设置有固定用螺栓孔,固定用螺栓孔从本体部底面由下至上垂直贯穿至榫槽内。本申请的航空发动机涡轮叶片取样夹具可以实现在进行涡轮叶片取样时,装夹固定叶片,调整取样位置空间角度并为切割加工提供多个有效定位面,保障取样的规范性与一致性,进而保障获得真实叶片力学性能试验结果数据的有效性和精度,可应用于涡轮叶片真实构件性能获取

一种涡轮叶片夹具.pdf
一种涡轮叶片夹具。其包括基座、第一移动底座、第二移动底座、伺服气缸、伺服电机、从动端夹头、轴承套、从动端联轴器、主动端夹头和主动端联轴器;本发明优点:通过球头定位杆和带叶形填装块对涡轮叶片进行精准定位及夹持,且填装块能自由拆卸,并可自由加工成所需形状以匹配不同形状涡轮叶片,且球头定位杆能很好地通过点接触来夹持叶片,自适应叶形变化,并且不造成压痕,因此定位更准确、更稳固,方便加工和损坏后更换;轴承套能保证从动端夹头随着主动端夹头转动。第一、第二滑动底座能够随意移动,根据需要夹持的涡轮叶片长短来进行调节,且固

一种涡轮导向叶片自动化喷涂支撑保护夹具.pdf
本发明提供了一种涡轮导向叶片自动化喷涂支撑保护夹具,其特征在于,包括底座(1)、支撑板(2)、定位块(3)、下挡板(4)、上挡板(5):支撑板(2)垂直安装于底座(1)上,支撑板(2)顶端为平面;定位块(3)为开口向前的V形板结构用于安装导向叶片,定位块(3)底面通过螺栓安装于支撑板(2)顶端平面上,定位块(3)的开口部安装面与导向叶片下缘板叶背侧安装边形状匹配,定位块(3)的上缘与导向叶片下缘板喷涂端面高度齐平;下挡板(4)为开口向后的V形板结构,下挡板(4)的开口部安装面与导向叶片下缘板叶盆侧形状匹配