
一种消除焊缝残余应力的振动冲击挤压方法.pdf

小凌****甜蜜

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除焊缝残余应力的振动冲击挤压方法.pdf
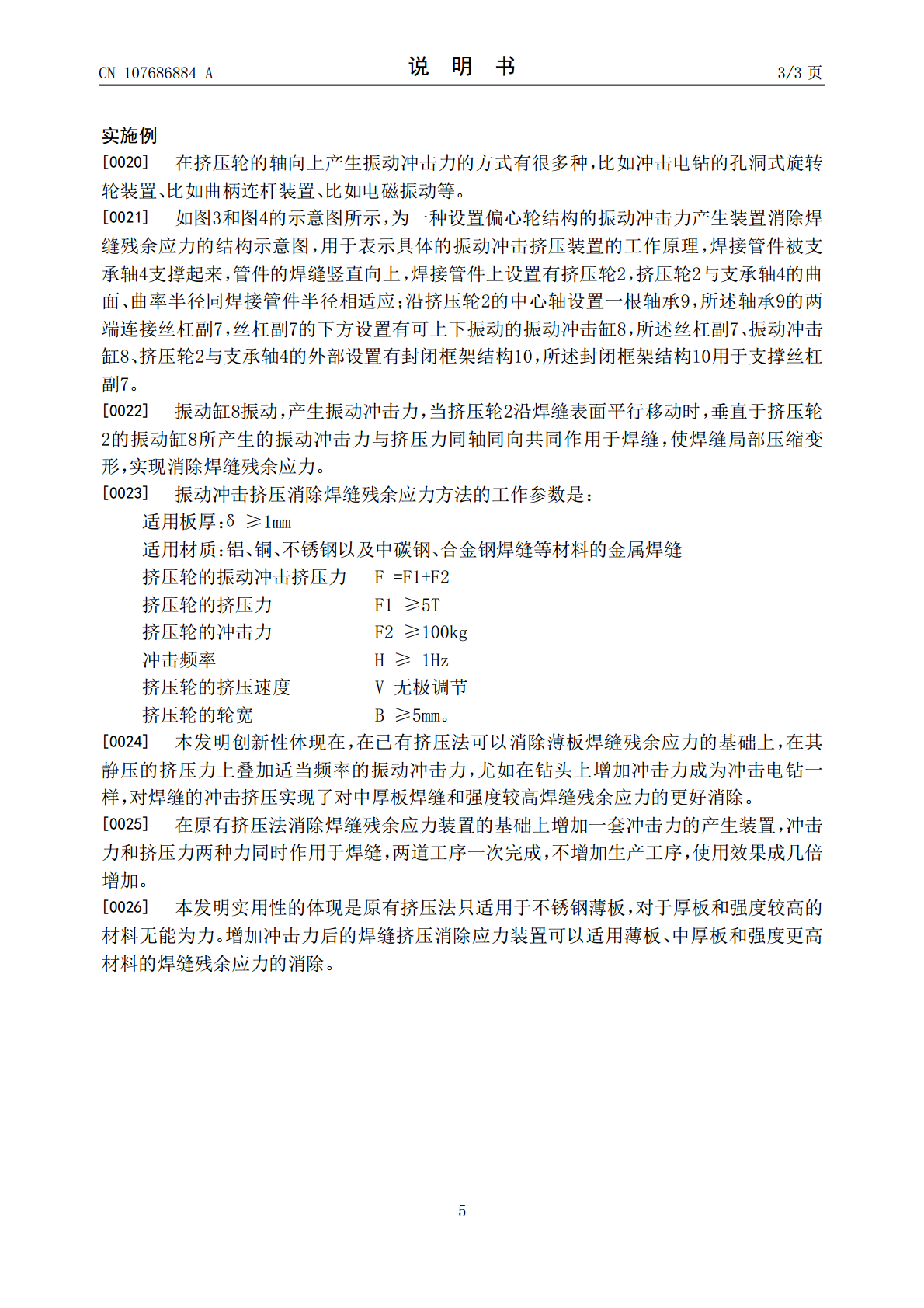
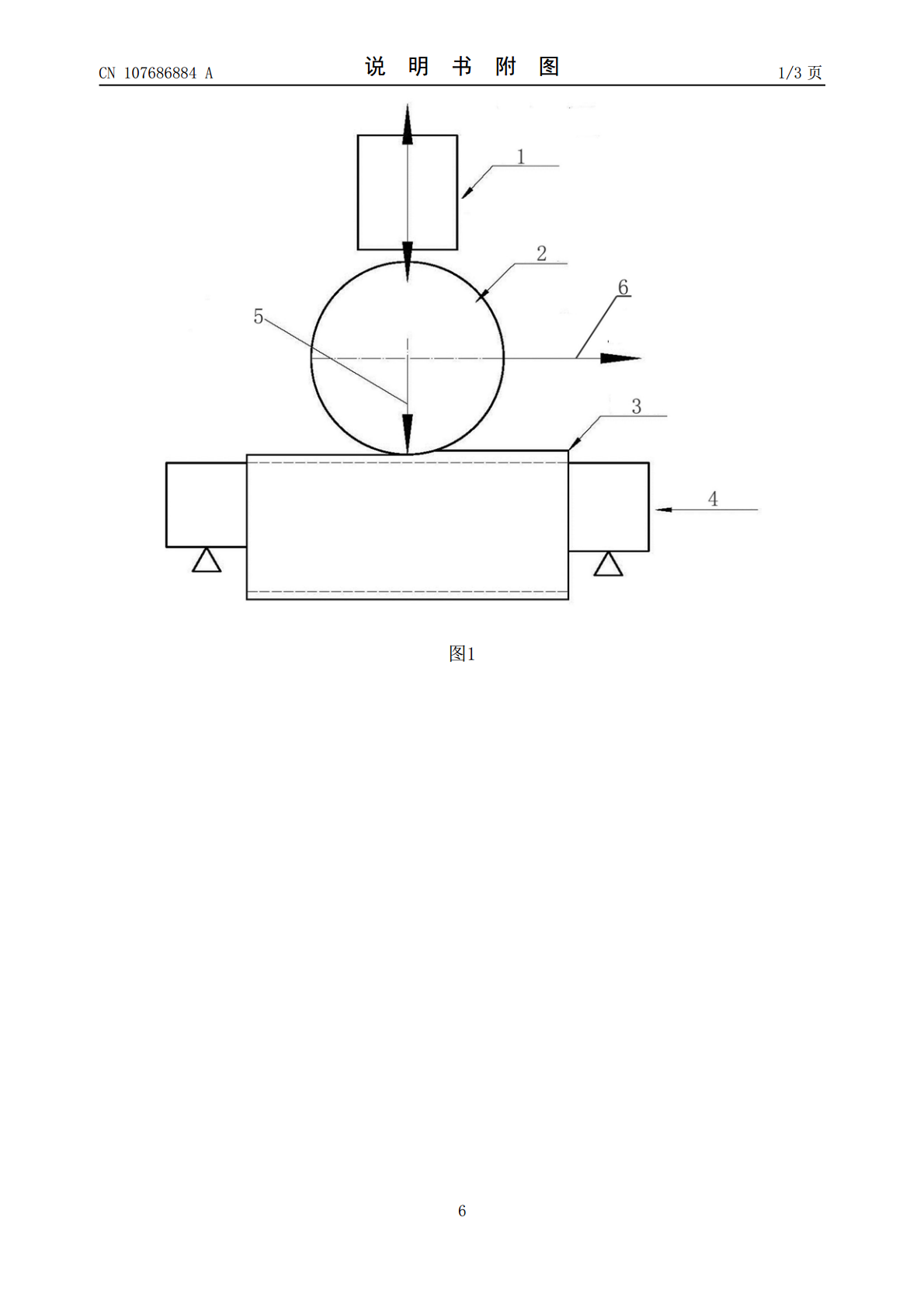
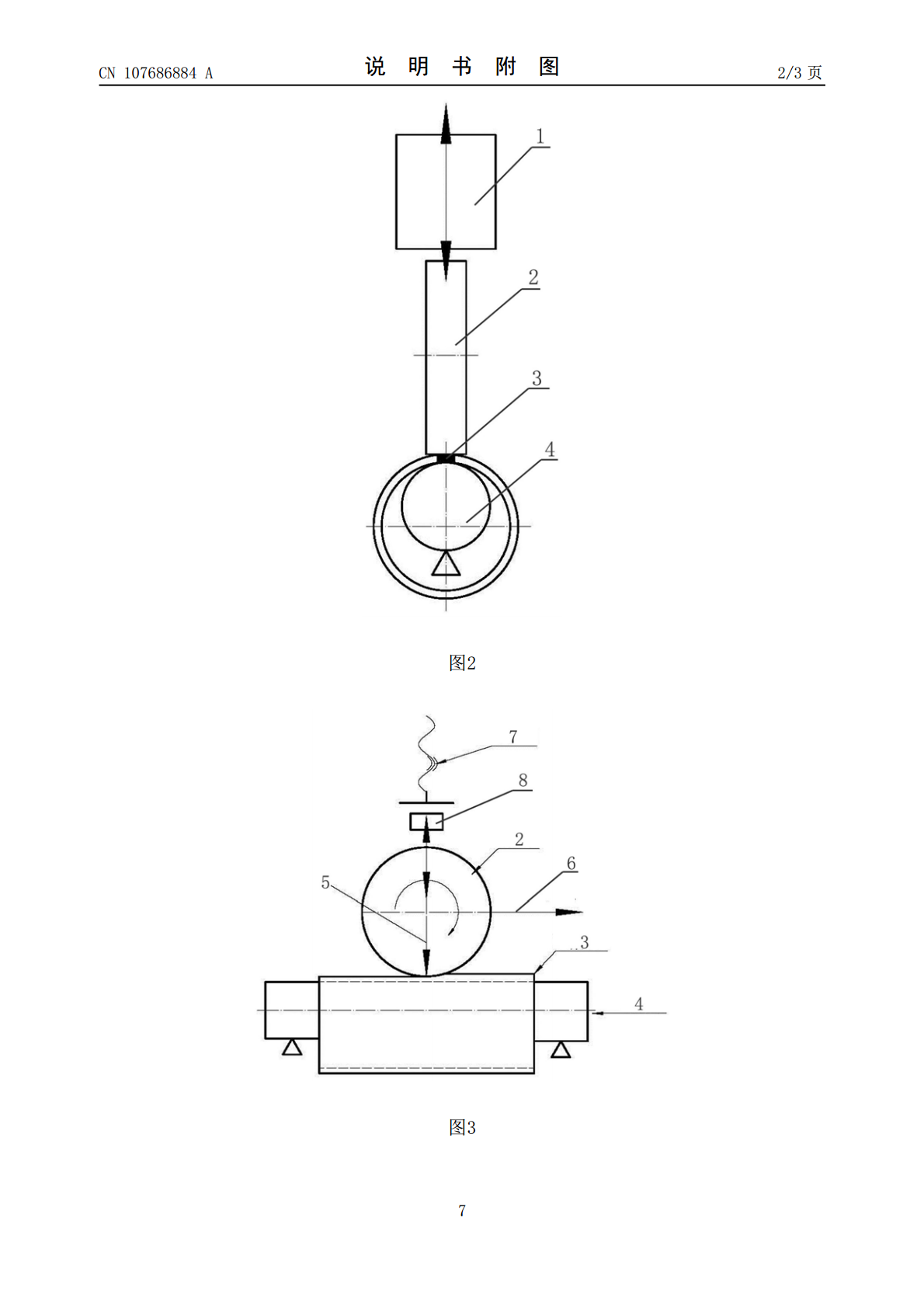
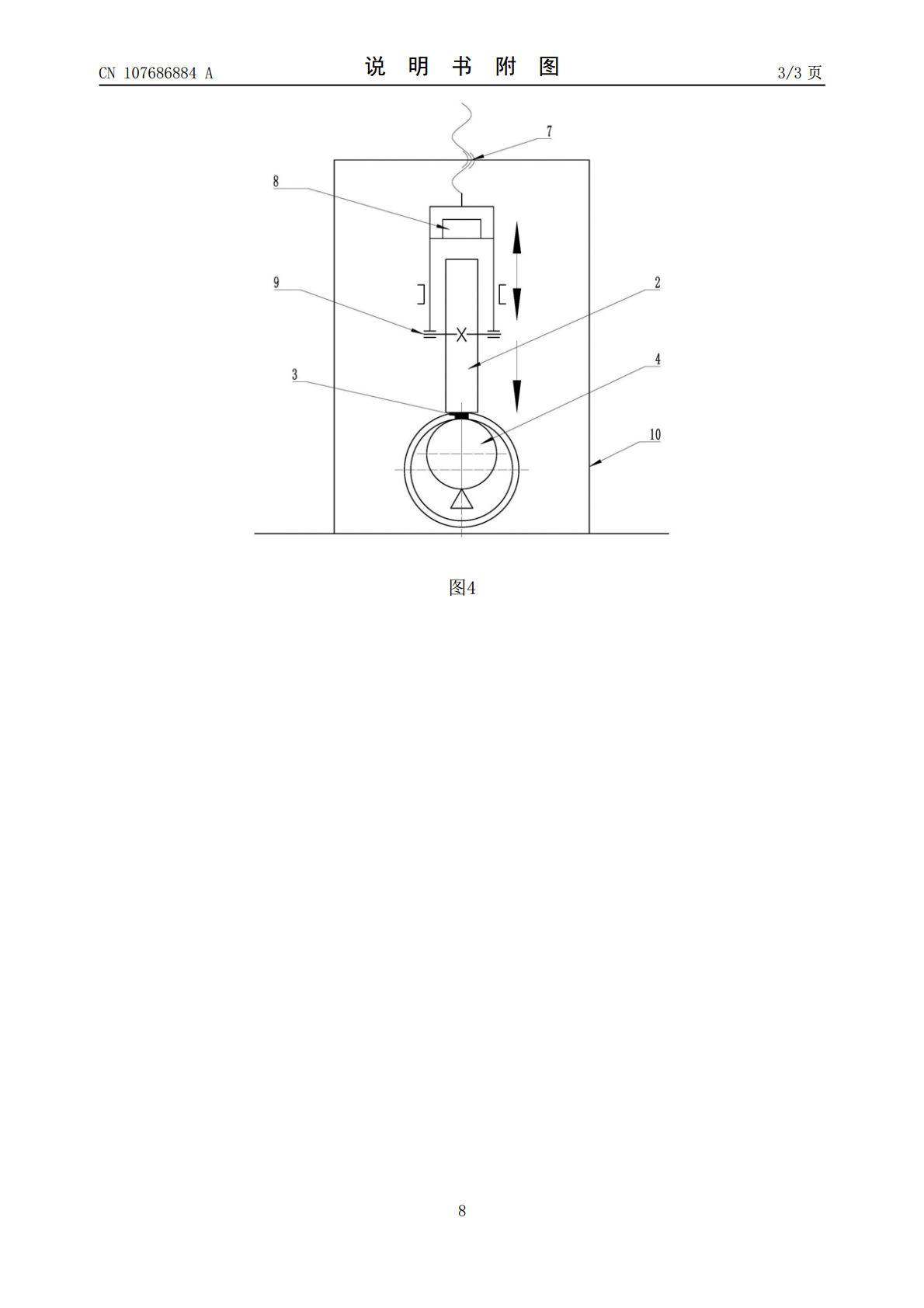
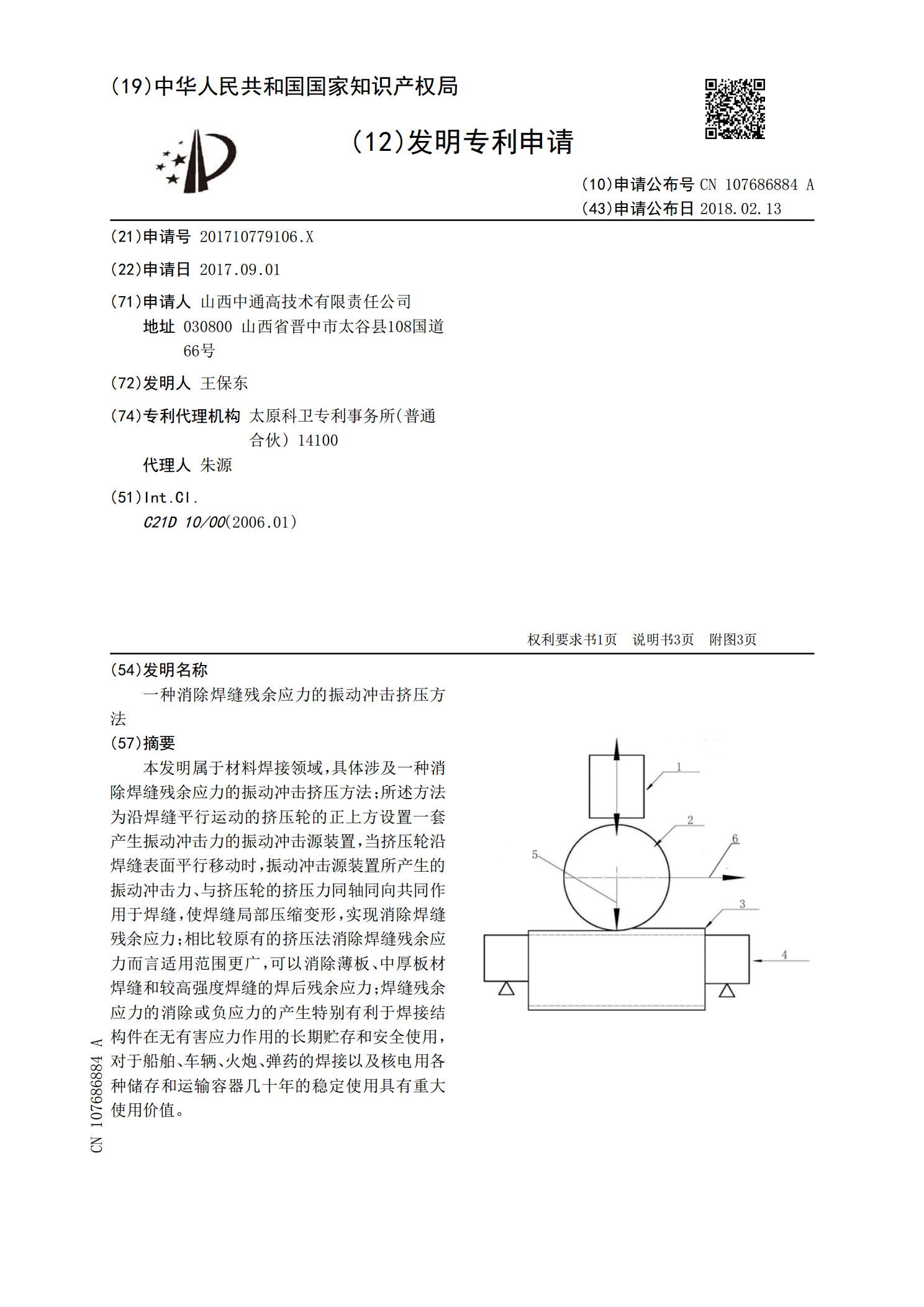
本发明属于材料焊接领域,具体涉及一种消除焊缝残余应力的振动冲击挤压方法;所述方法为沿焊缝平行运动的挤压轮的正上方设置一套产生振动冲击力的振动冲击源装置,当挤压轮沿焊缝表面平行移动时,振动冲击源装置所产生的振动冲击力、与挤压轮的挤压力同轴同向共同作用于焊缝,使焊缝局部压缩变形,实现消除焊缝残余应力;相比较原有的挤压法消除焊缝残余应力而言适用范围更广,可以消除薄板、中厚板材焊缝和较高强度焊缝的焊后残余应力;焊缝残余应力的消除或负应力的产生特别有利于焊接结构件在无有害应力作用的长期贮存和安全使用,对于船舶、车辆

丁字焊缝残余应力分布及振动消除应力的研究.docx
丁字焊缝残余应力分布及振动消除应力的研究在焊接工艺中,丁字焊缝是一种常见的连接方式。然而,丁字焊缝的焊接过程中常常会产生残余应力,这些应力对焊接件的性能和使用寿命产生不利影响。因此,研究丁字焊缝残余应力的分布及振动消除应力成为了当今焊接领域的研究热点之一。首先,我们来研究丁字焊缝残余应力的分布。丁字焊缝残余应力的分布是由焊接过程中的热应力和冷却收缩应力共同作用所形成的。在焊接过程中,高温区域会引起材料的膨胀,而焊接区域的不同形状和尺寸也会导致冷却过程中的收缩程度不同。这两种应力的相互作用在焊缝中会形成复杂

振动处理方法消除残余应力.docx
振动处理方法消除残余应力消除残余应力和振动处理方法摘要:残余应力是在物体经历过应力加载后所保留的应力。这些应力可能会导致材料的疲劳,甚至引发断裂现象。而振动处理是一种常用的方法来消除残余应力。本文将介绍残余应力的产生机制,分析其对材料性能和结构安全性的影响,并讨论常用的振动处理方法以消除残余应力。1.引言残余应力是在材料经历过应力加载后所产生的应力。这些应力可能来源于材料的制造、加工过程,或是外部环境因素的影响。残余应力的存在可能会导致材料的疲劳,降低材料的强度和韧性,甚至引发断裂现象。因此,消除残余应力

消除残余应力的方法消除应力退火振动时效.ppt
双向应力:作用在焊件某一平面内两个相互垂直的方向上的应力,也称为平面应力。让每条焊缝都能自由收缩合理选择焊接工艺参数加热“减应区”法敲击法消除应力退火思考与练习:1、控制焊接残余应力的措施有哪些?2、什么是加热减应区法?怎样选择减应区?试举例说明?3、钢结构常用的消除残余应力有哪些?课题名称:平角焊1、焊前准备2、试件装配4、操作要点及注意事项⑴单层焊第二层:施焊前清理第一层熔渣,若发现夹渣应用小直径焊条修补后方可焊第二层,并采用斜圆圈形或锯齿形运条法。第二道:第三条焊道:在生产实际中尽可能将焊件反转45
一种用于焊缝残余应力消除的复合装置及方法.pdf
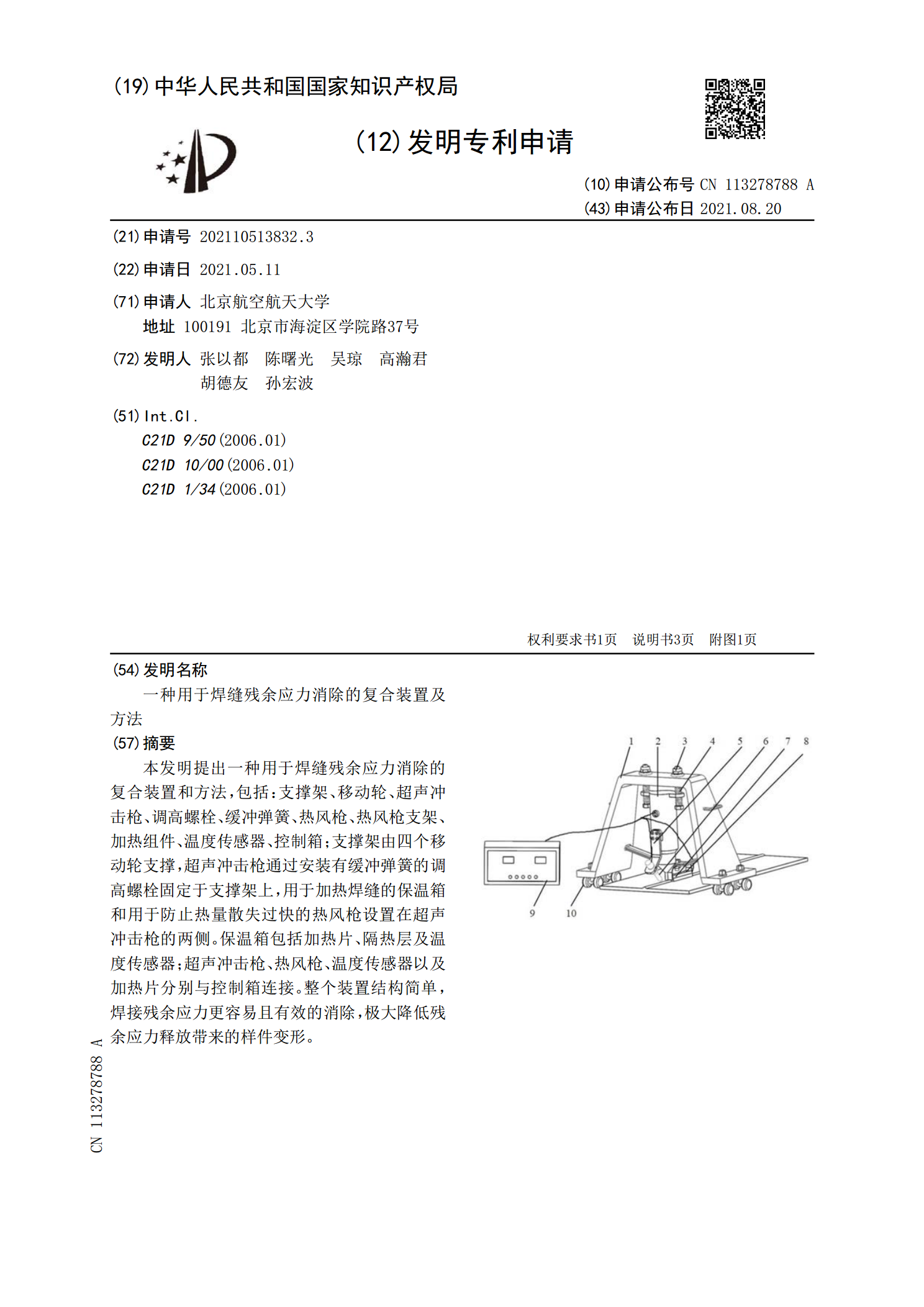
本发明提出一种用于焊缝残余应力消除的复合装置和方法,包括:支撑架、移动轮、超声冲击枪、调高螺栓、缓冲弹簧、热风枪、热风枪支架、加热组件、温度传感器、控制箱;支撑架由四个移动轮支撑,超声冲击枪通过安装有缓冲弹簧的调高螺栓固定于支撑架上,用于加热焊缝的保温箱和用于防止热量散失过快的热风枪设置在超声冲击枪的两侧。保温箱包括加热片、隔热层及温度传感器;超声冲击枪、热风枪、温度传感器以及加热片分别与控制箱连接。整个装置结构简单,焊接残余应力更容易且有效的消除,极大降低残余应力释放带来的样件变形。