
圆柱电池喷码装置.pdf

玄静****写意

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆柱电池喷码装置.pdf
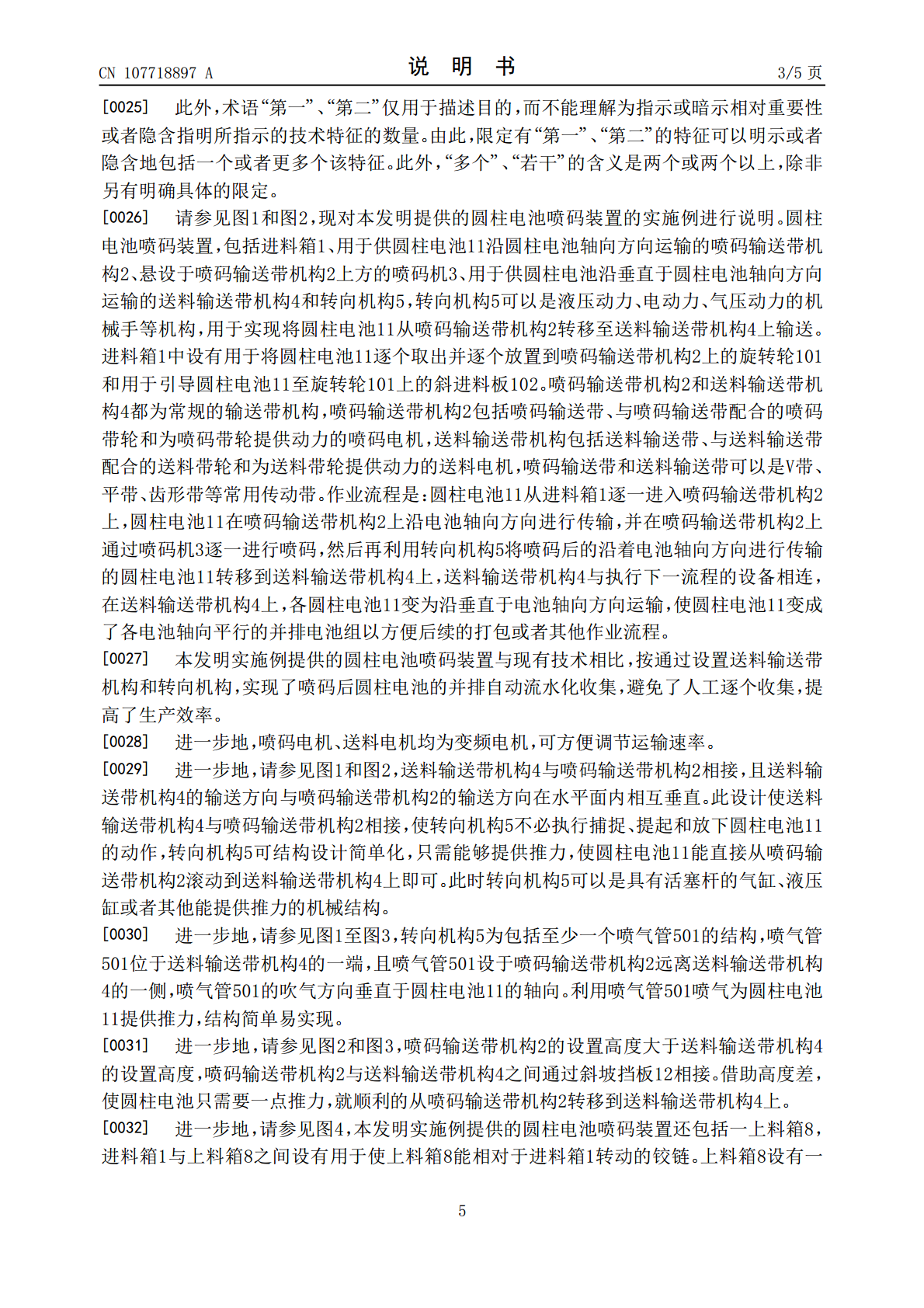
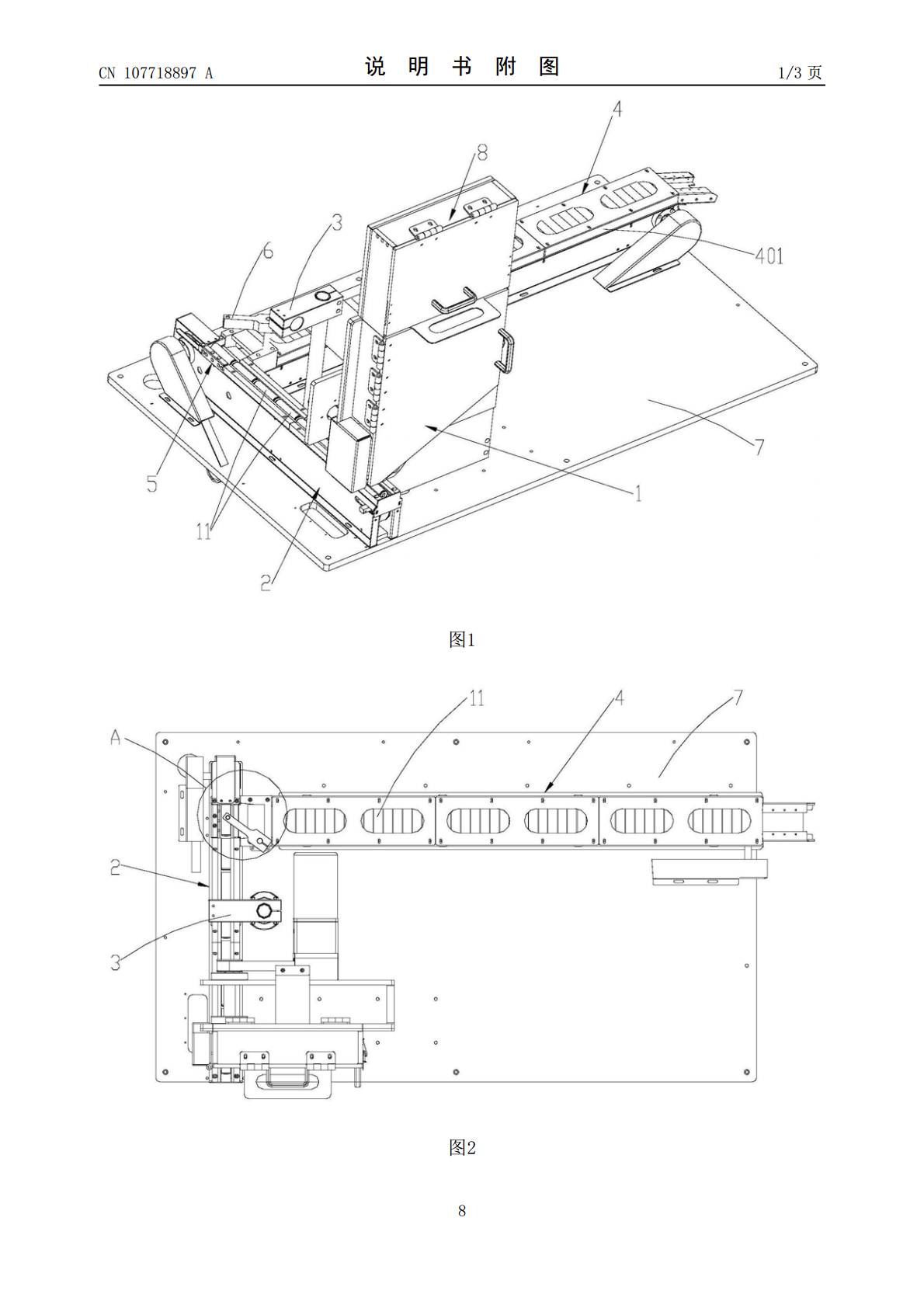
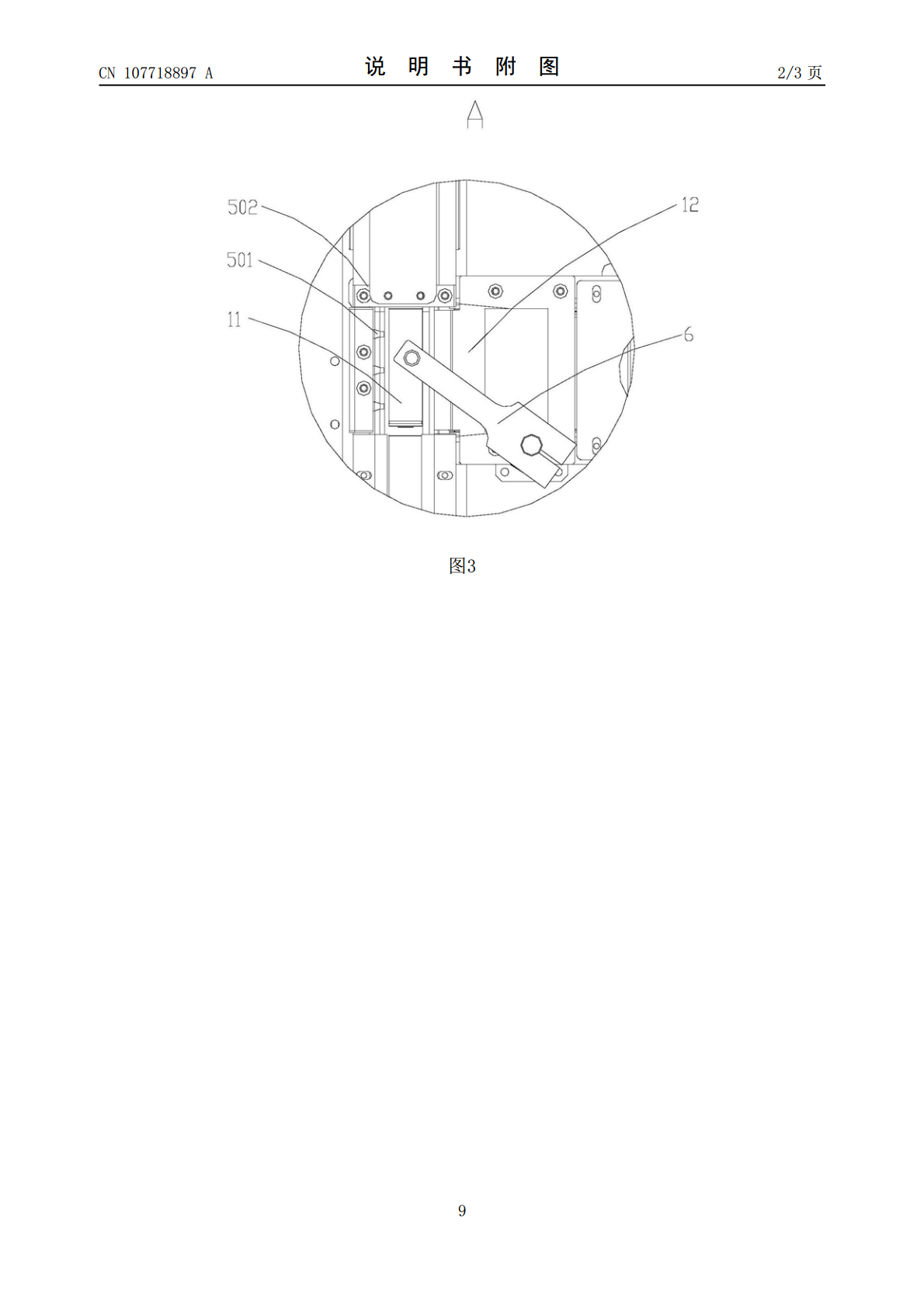
本发明适用于电池加工设备技术领域,提供了一种圆柱电池喷码装置,包括进料箱、喷码输送带机构、喷码机、用于供圆柱电池沿垂直于该圆柱电池轴向方向运输的送料输送带机构和用于将圆柱电池从喷码输送带机构转移至送料输送带机构上输送的转向机构;进料箱中设有旋转轮和斜进料板;喷码输送带机构包括喷码输送带、与喷码输送带配合的喷码带轮和为喷码带轮提供动力的喷码电机,送料输送带机构包括送料输送带、与送料输送带配合的送料带轮和为送料带轮提供动力的送料电机。本发明提供的圆柱电池喷码装置与现有技术相比,通过设置送料输送带机构和转向机构
电池智能喷码装置.pdf
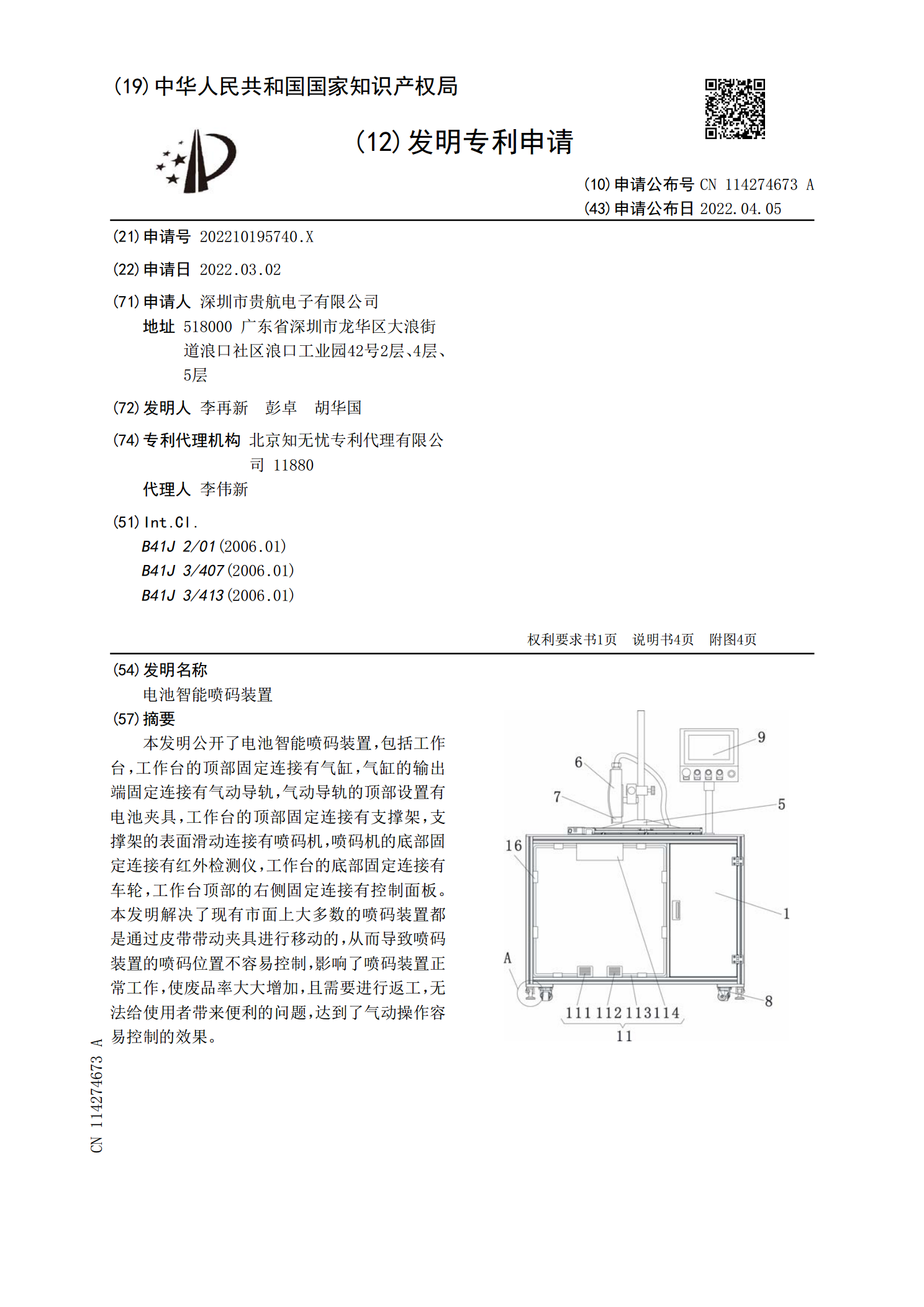
本发明公开了电池智能喷码装置,包括工作台,工作台的顶部固定连接有气缸,气缸的输出端固定连接有气动导轨,气动导轨的顶部设置有电池夹具,工作台的顶部固定连接有支撑架,支撑架的表面滑动连接有喷码机,喷码机的底部固定连接有红外检测仪,工作台的底部固定连接有车轮,工作台顶部的右侧固定连接有控制面板。本发明解决了现有市面上大多数的喷码装置都是通过皮带带动夹具进行移动的,从而导致喷码装置的喷码位置不容易控制,影响了喷码装置正常工作,使废品率大大增加,且需要进行返工,无法给使用者带来便利的问题,达到了气动操作容易控制的效
圆柱形物料喷码装置及圆柱形物料喷码方法.pdf
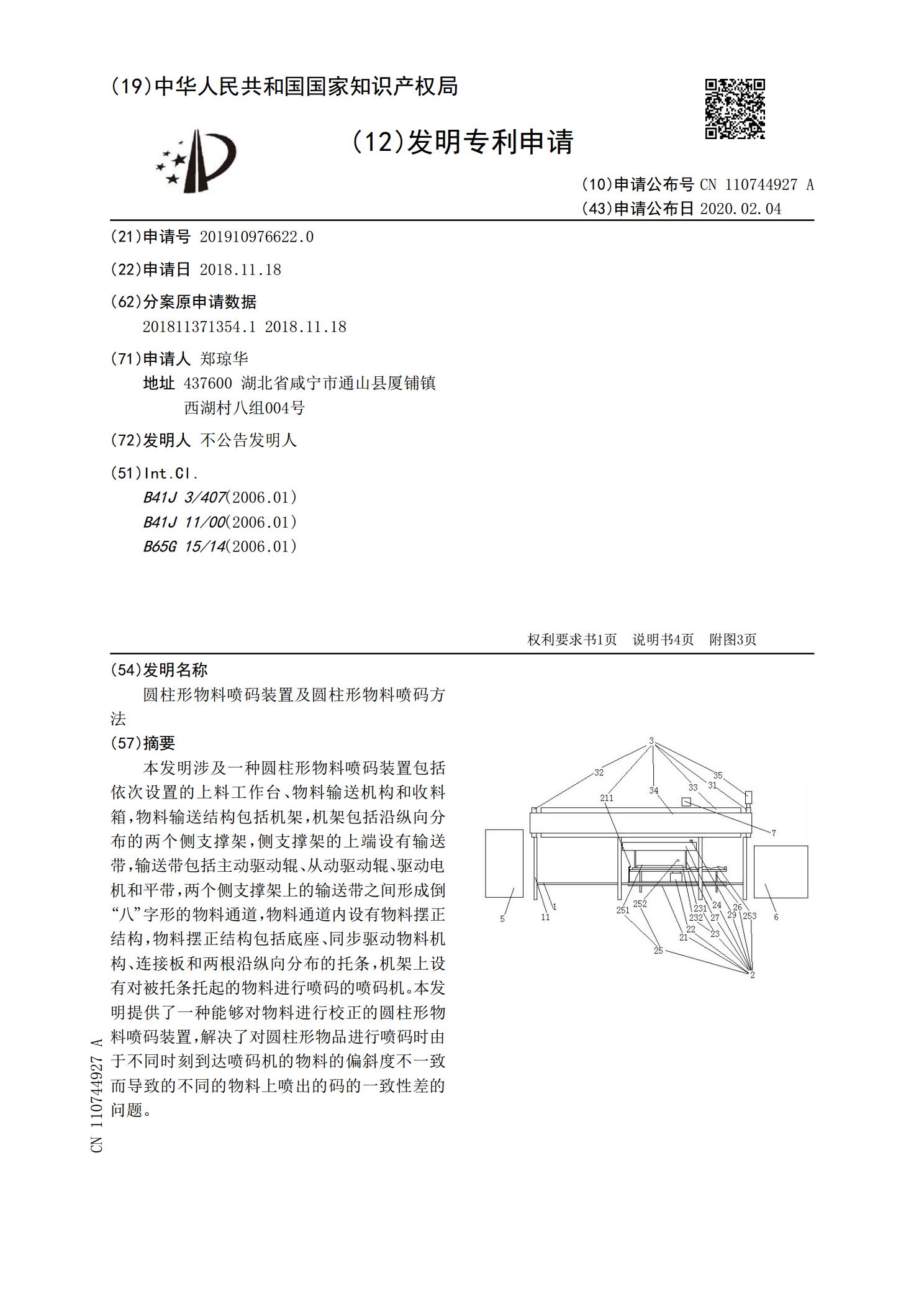
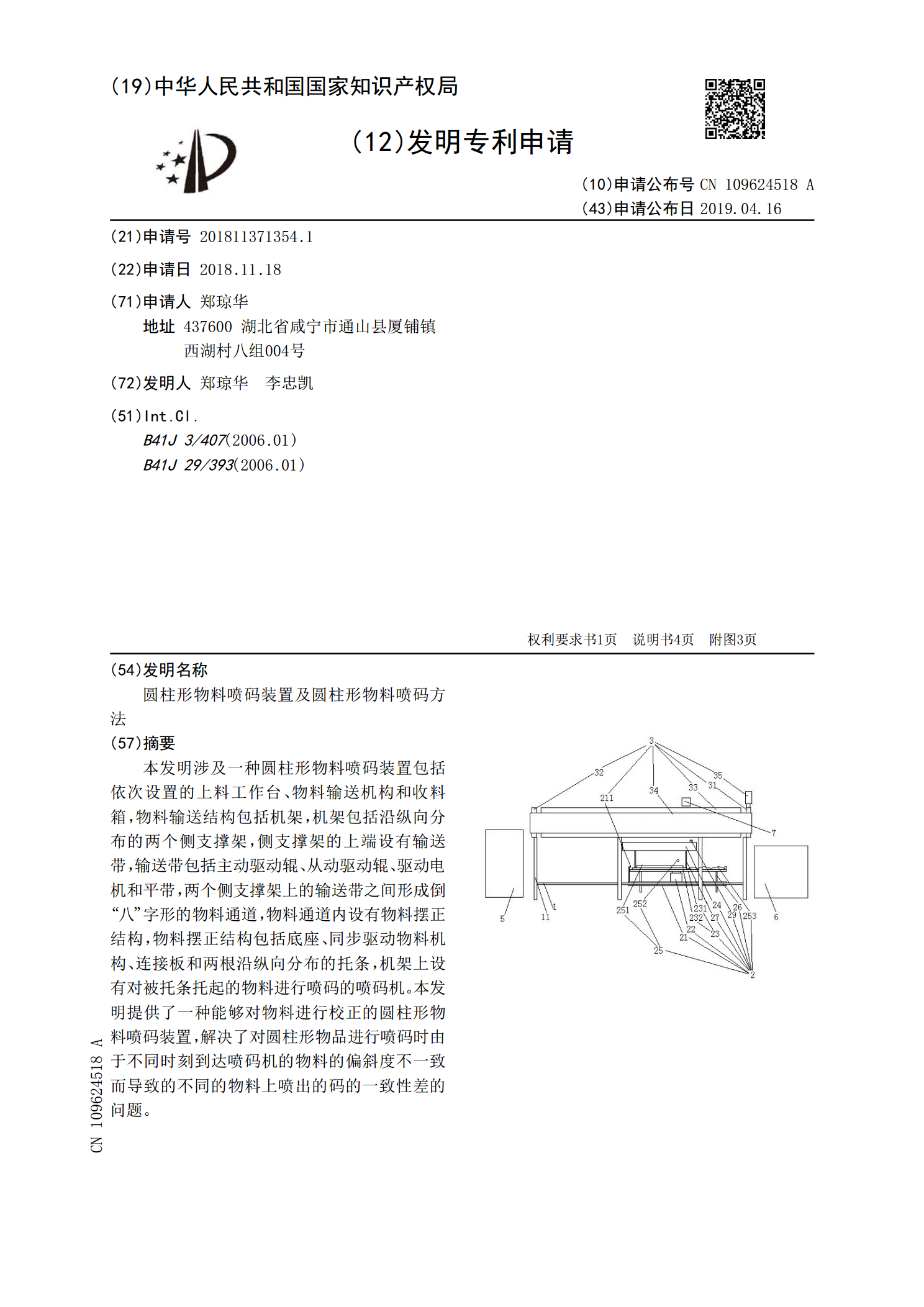
本发明涉及一种圆柱形物料喷码装置包括依次设置的上料工作台、物料输送机构和收料箱,物料输送结构包括机架,机架包括沿纵向分布的两个侧支撑架,侧支撑架的上端设有输送带,输送带包括主动驱动辊、从动驱动辊、驱动电机和平带,两个侧支撑架上的输送带之间形成倒“八”字形的物料通道,物料通道内设有物料摆正结构,物料摆正结构包括底座、同步驱动物料机构、连接板和两根沿纵向分布的托条,机架上设有对被托条托起的物料进行喷码的喷码机。本发明提供了一种能够对物料进行校正的圆柱形物料喷码装置,解决了对圆柱形物品进行喷码时由于不同时刻到达
圆柱形物料喷码装置及圆柱形物料喷码方法.pdf
本发明涉及一种圆柱形物料喷码装置包括依次设置的上料工作台、物料输送机构和收料箱,物料输送结构包括机架,机架包括沿纵向分布的两个侧支撑架,侧支撑架的上端设有输送带,输送带包括主动驱动辊、从动驱动辊、驱动电机和平带,两个侧支撑架上的输送带之间形成倒“八”字形的物料通道,物料通道内设有物料摆正结构,物料摆正结构包括底座、同步驱动物料机构、连接板和两根沿纵向分布的托条,机架上设有对被托条托起的物料进行喷码的喷码机。本发明提供了一种能够对物料进行校正的圆柱形物料喷码装置,解决了对圆柱形物品进行喷码时由于不同时刻到达
一种锂电池喷码装置.pdf
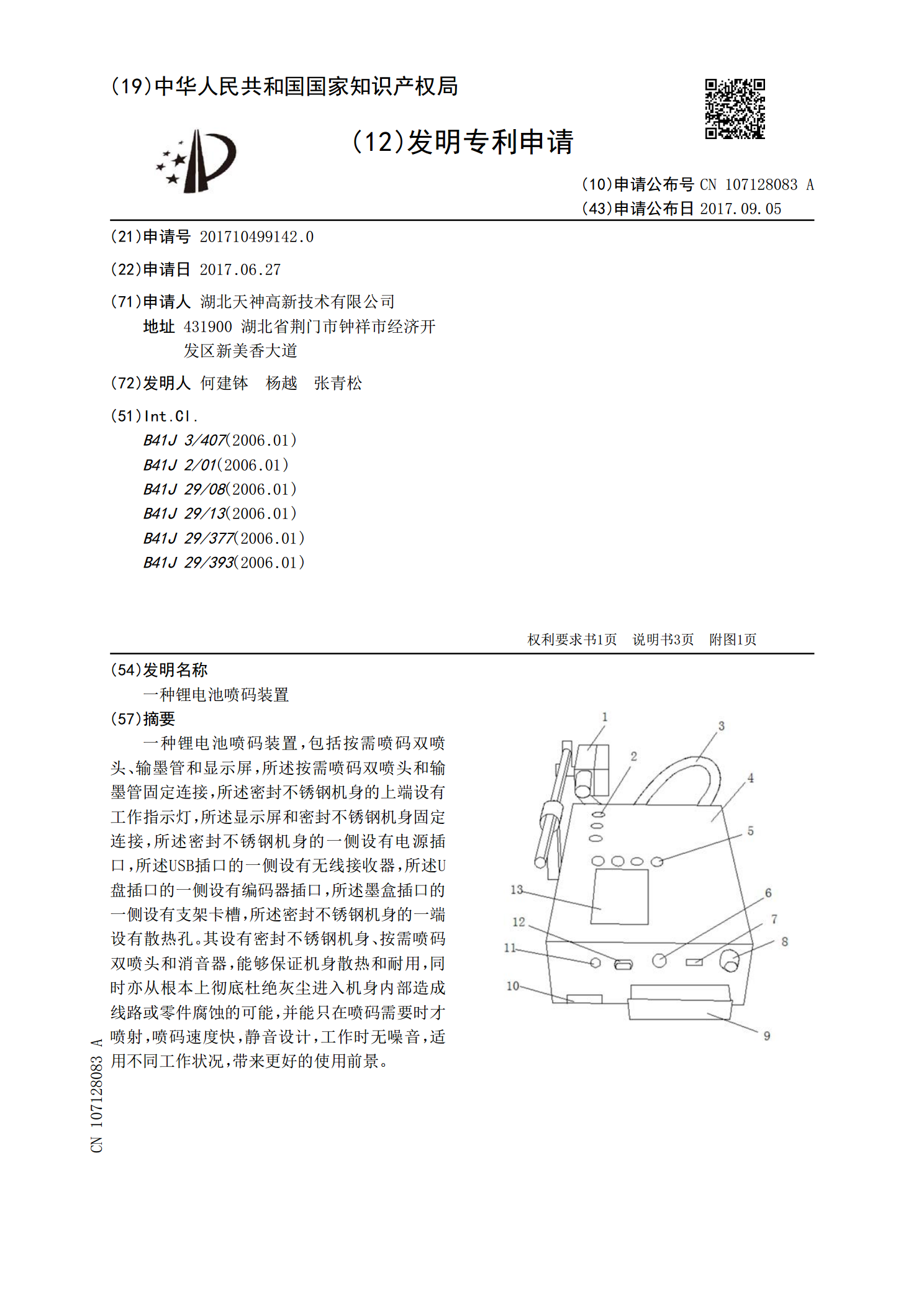
一种锂电池喷码装置,包括按需喷码双喷头、输墨管和显示屏,所述按需喷码双喷头和输墨管固定连接,所述密封不锈钢机身的上端设有工作指示灯,所述显示屏和密封不锈钢机身固定连接,所述密封不锈钢机身的一侧设有电源插口,所述USB插口的一侧设有无线接收器,所述U盘插口的一侧设有编码器插口,所述墨盒插口的一侧设有支架卡槽,所述密封不锈钢机身的一端设有散热孔。其设有密封不锈钢机身、按需喷码双喷头和消音器,能够保证机身散热和耐用,同时亦从根本上彻底杜绝灰尘进入机身内部造成线路或零件腐蚀的可能,并能只在喷码需要时才喷射,喷码速