
一种涡轮盘篦齿激光熔覆修复工艺方法.pdf

诗文****仙女


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮盘篦齿激光熔覆修复工艺方法.pdf
本发明公开了一种涡轮盘篦齿激光熔覆修复工艺方法,包括如下步骤:在惰性气氛保护箱中装夹涡轮盘,清理待修复篦齿,激光熔覆待修复篦齿,机械加工修复部位;清理待修复篦齿包括依次进行的基体预熔和送粉熔覆,其中,基体预熔采用激光器照射涡轮盘待修复篦齿使待修复篦齿基体发生熔化,送粉熔覆为通过送粉喷嘴侧向送粉方式,对涡轮盘待修复篦齿进行激光熔覆,该工艺方法可以使磨损的篦齿恢复至初始的几何形态和技术指标,能够再次使用。

齿面的激光熔覆修复工艺.docx
齿面的激光熔覆修复工艺齿面的激光熔覆修复工艺摘要:齿面损坏是机械设备中常见的问题之一,传统的修复方法通常会涉及到很多时间、人力和经济资源。因此,研究出一种高效、精确的修复工艺就变得更加重要。本文将介绍一种新兴的修复技术-激光熔覆修复工艺。该工艺利用激光的高能量密度和瞬时加热特性,实现了对齿面的精确修复。本文将先介绍齿面损坏的原因和传统修复方法的局限,然后详细介绍激光熔覆修复工艺的原理和流程,接着分析其优点和应用前景。最后,将对该工艺的未来发展做出展望。1.引言齿面损坏是机械设备中常见的问题之一,它会导致设

齿面激光熔覆修复工艺及缺陷分析.docx
齿面激光熔覆修复工艺及缺陷分析齿面激光熔覆修复工艺及缺陷分析摘要:随着现代工业的发展,齿轮作为一种重要的传动元件,承受着较大的载荷和工作压力。然而,由于长期使用和各种原因导致的磨损、腐蚀等缺陷,齿轮的工作效率和寿命会显著下降。因此,对齿轮进行修复和维护显得尤为重要。本文将介绍一种新颖的修复工艺——齿面激光熔覆修复,并对其缺陷进行了深入分析。1.引言齿轮作为一种重要的传动元件,广泛应用于各个行业的机械设备中。然而,由于长期使用和外部环境的影响,齿轮表面会出现磨损、腐蚀等缺陷,导致齿轮的工作效率和寿命明显下降

齿轮的激光熔覆修复工艺.pdf
本发明涉及一种齿轮的激光修复工艺,包括以下步骤:A.对齿轮表面进行处理,对齿轮进行失效分析;B.对齿轮进行80℃至120℃的整体预热,同时对齿轮待修复部位进行180℃至220℃的局部预热;C.根据齿轮的失效分析结果,优化工艺参数,进行逐层激光熔覆,每层熔覆层的厚度小于或等于0.4mm,后一层熔覆层的边缘从前一层熔覆层的边缘向外延伸4mm至6mm,所采用的合金粉末的组分及重量百分比含量是C≤0.5%,Cr:38%至52%,B:1.5%至2.5%,Si:0.5%至1.5%,其余为Fe;D.进行检测。该齿轮的激
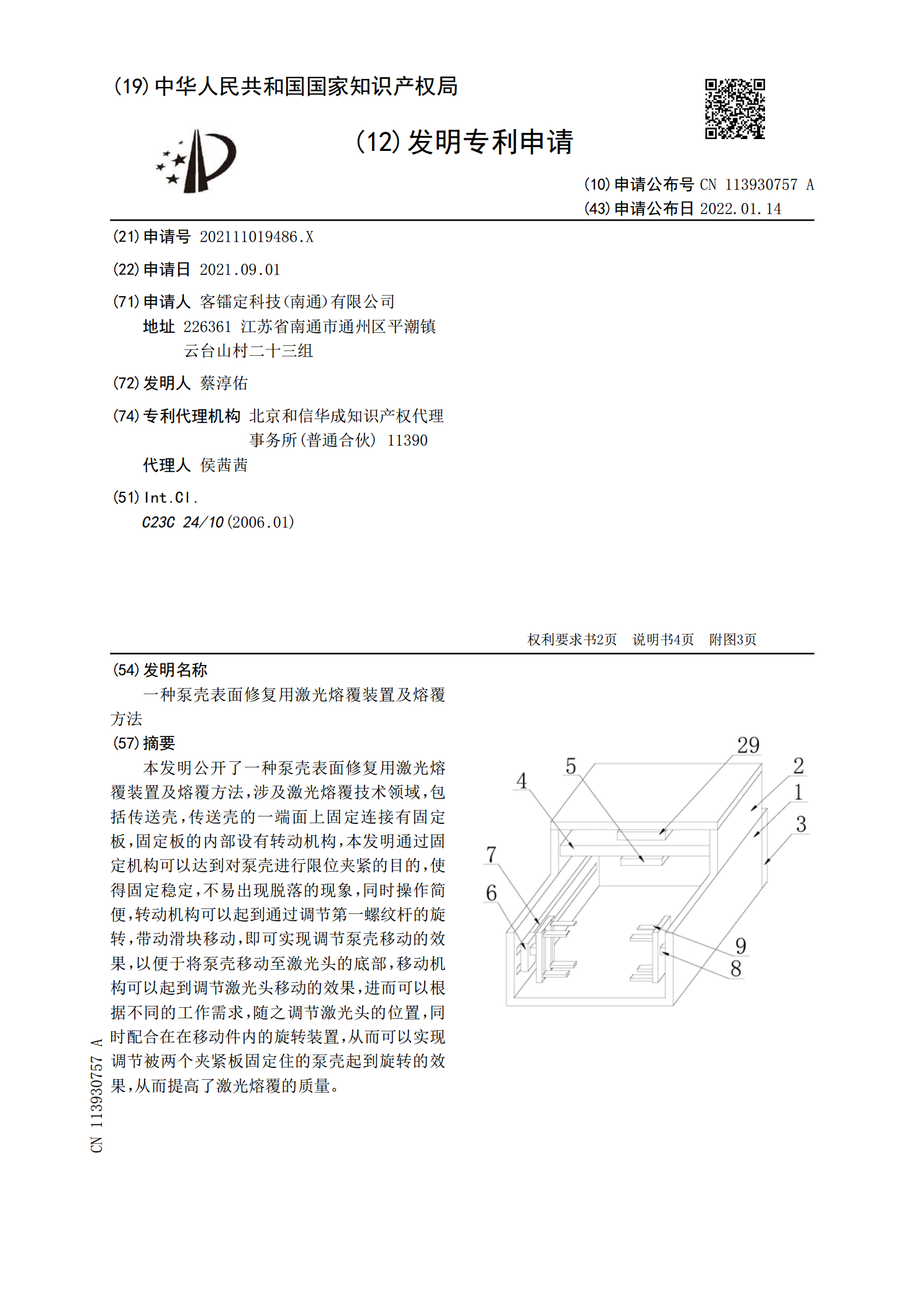
一种泵壳表面修复用激光熔覆装置及熔覆方法.pdf
本发明公开了一种泵壳表面修复用激光熔覆装置及熔覆方法,涉及激光熔覆技术领域,包括传送壳,传送壳的一端面上固定连接有固定板,固定板的内部设有转动机构,本发明通过固定机构可以达到对泵壳进行限位夹紧的目的,使得固定稳定,不易出现脱落的现象,同时操作简便,转动机构可以起到通过调节第一螺纹杆的旋转,带动滑块移动,即可实现调节泵壳移动的效果,以便于将泵壳移动至激光头的底部,移动机构可以起到调节激光头移动的效果,进而可以根据不同的工作需求,随之调节激光头的位置,同时配合在在移动件内的旋转装置,从而可以实现调节被两个夹紧