
一种用于消除薄壁管件弯型加工时内径褶皱的装置.pdf

曦晨****22

1/9

2/9
3/9
4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于消除薄壁管件弯型加工时内径褶皱的装置.pdf
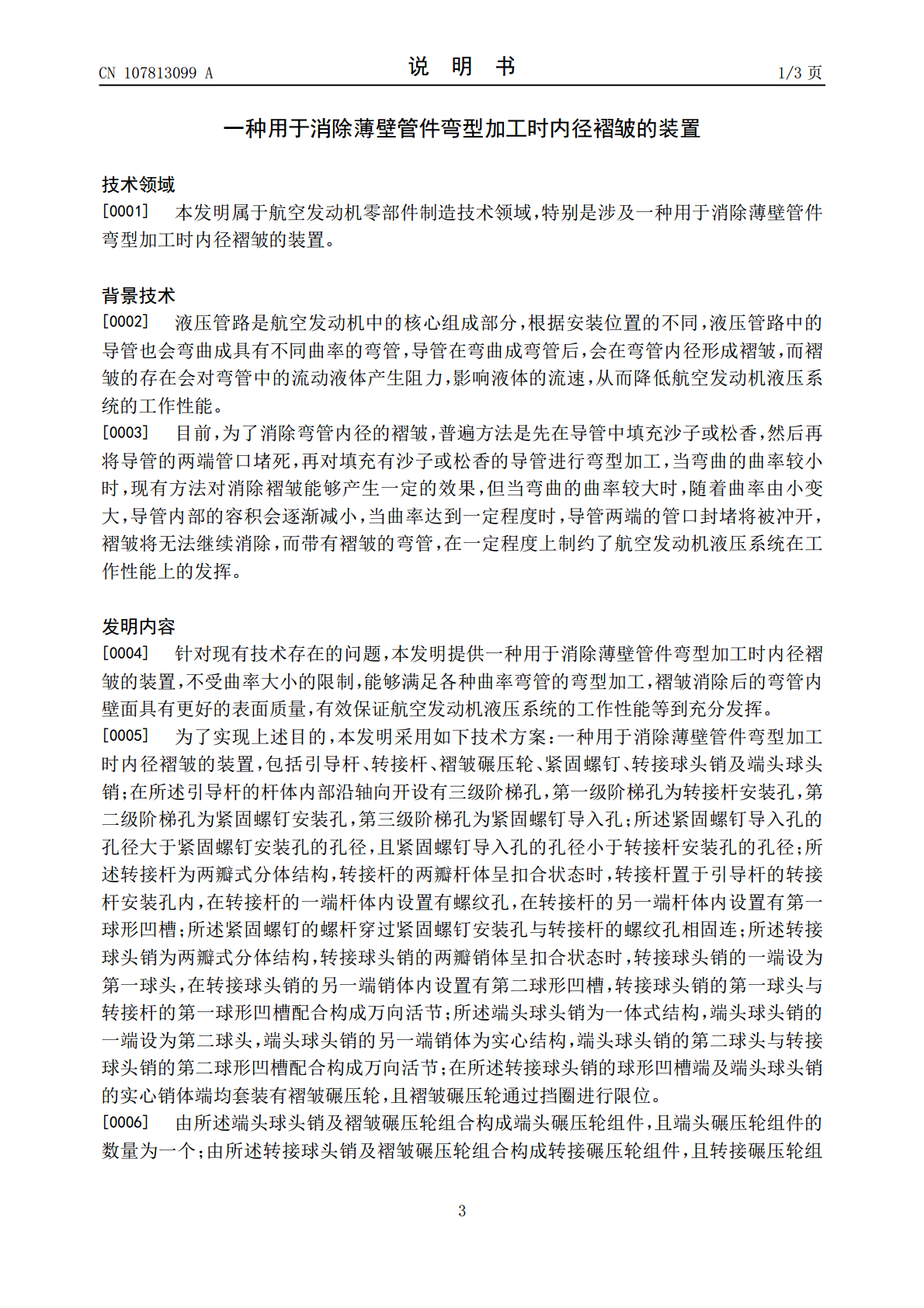
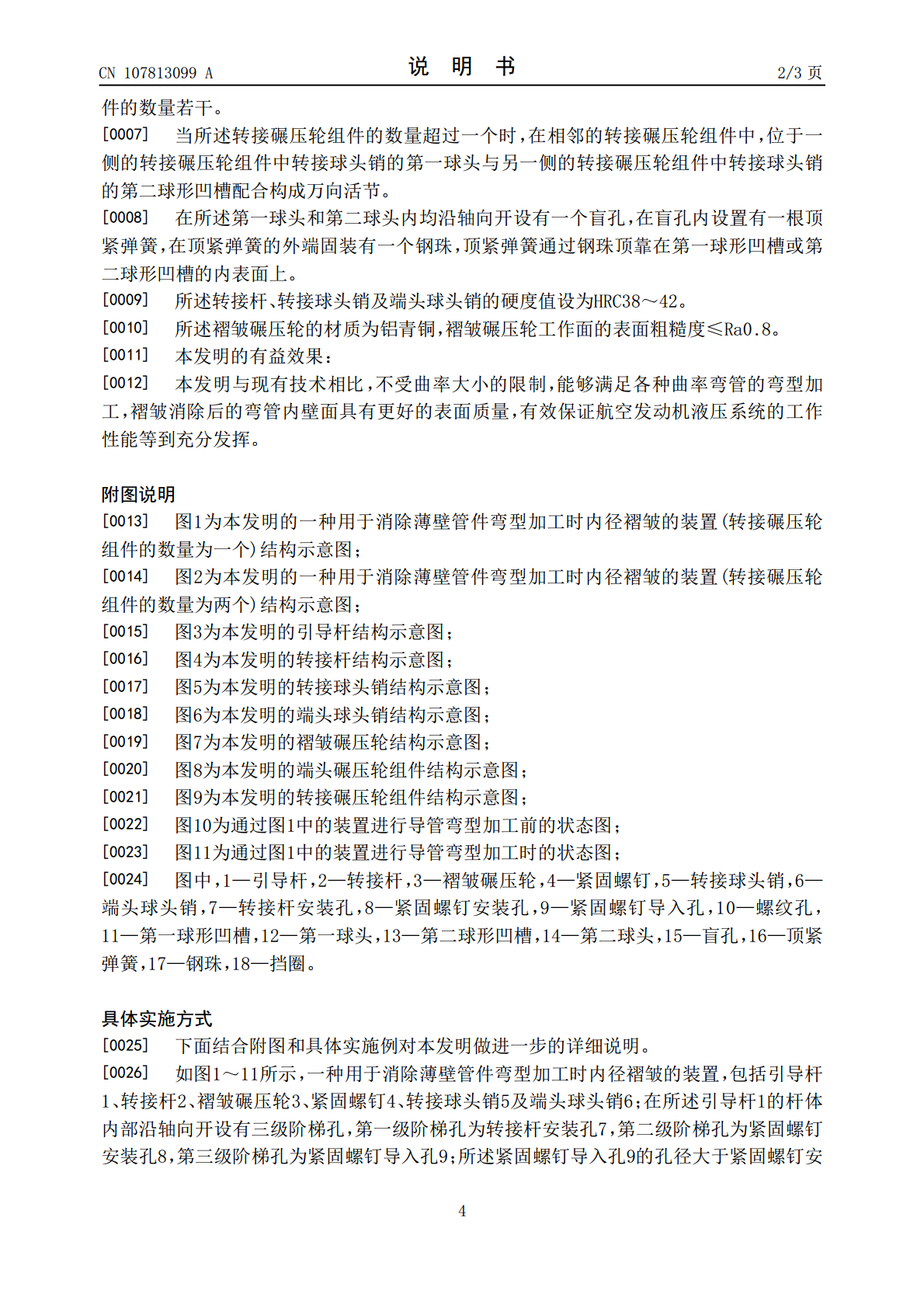
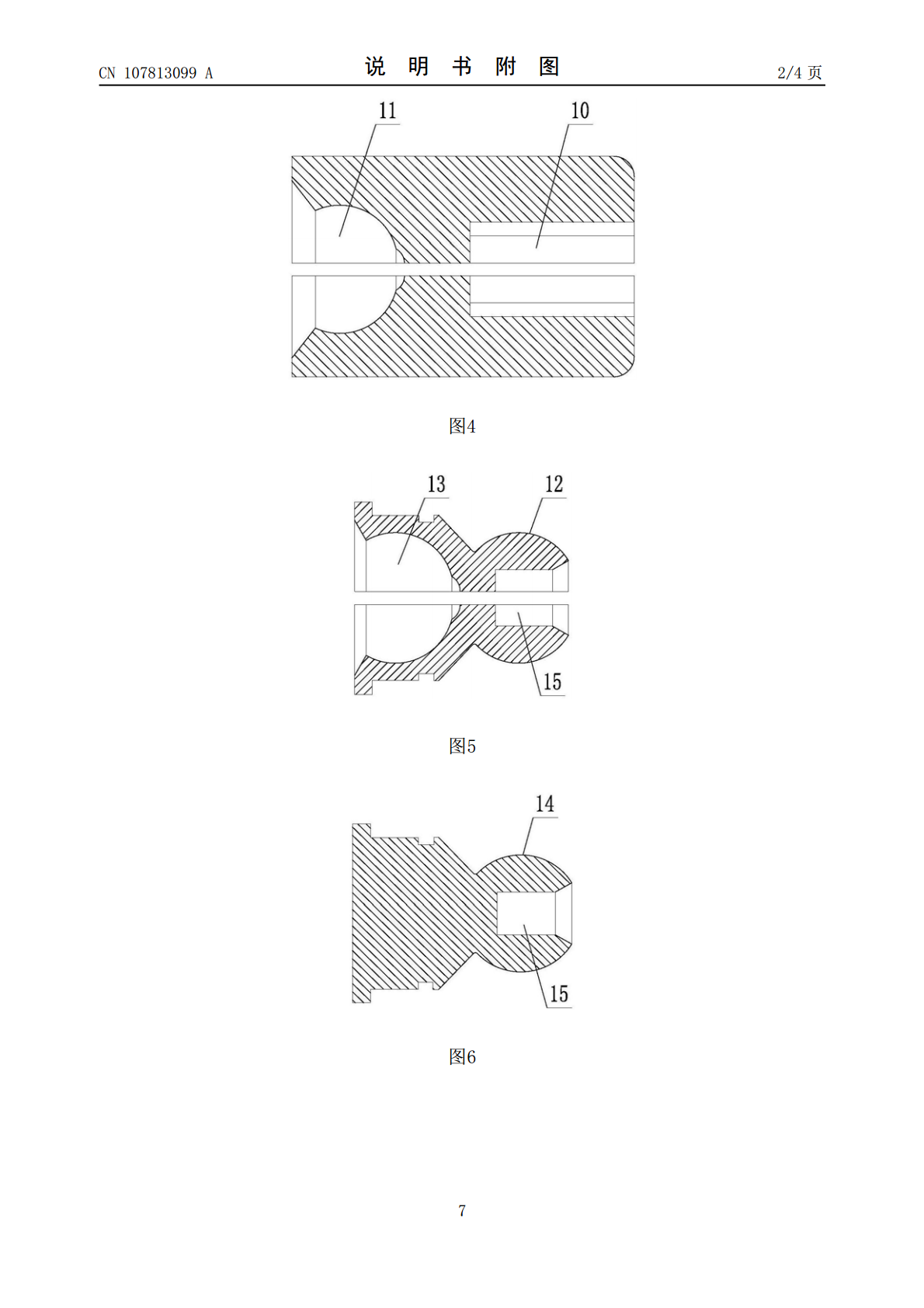
一种用于消除薄壁管件弯型加工时内径褶皱的装置,包括引导杆、转接杆、褶皱碾压轮、紧固螺钉、转接球头销及端头球头销;转接杆为两瓣式分体结构,且扣合置于引导杆的转接杆安装孔内,两者通过紧固螺钉相固连,转接杆内设有球形凹槽;转接球头销为两瓣式分体结构,扣合的转接球头销包括球头和球形凹槽,转接球头销的球头与转接杆的球形凹槽配合构成万向活节;端头球头销为一体式结构,其上包括球头,端头球头销的球头与转接球头销的球形凹槽配合构成万向活节;褶皱碾压轮套装在转接球头销和端头球头销上。本发明不受曲率大小限制,可满足各种曲率弯管

用于薄壁圆管的弯管装置.pdf
本发明公开了一种用于薄壁圆管的弯管装置,包括固定安装在操作台面上的弯管轮,弯管轮的上下表面分别对应转动安装有两弯管臂,两弯管臂之间安装有与弯管轮配合的弯管压轮,两弯管臂的端部对应连接有弯管手柄,弯管轮与弯管压轮的外周分别对应设置有用于配合压紧薄壁圆管的弧形凹槽,弯管轮上设置有弯管角度限位装置,薄壁圆管内配合安装有弯管防变形装置;弯管角度限位装置可准确的控制薄壁圆管需要的弯曲角度,不会出现弯曲角度过大或者过小现象,使得加工过程更加简单;同时由于弯管防变形装置在薄壁圆管内配合的使用,解决了薄壁圆管在弯曲过程中

一种用于弯管件焊接的支撑装置.pdf
本发明公开了一种用于弯管件焊接的支撑装置,包括支撑体、安装架、电机、转盘和设有圆弧卡盘的托架机构,所述安装架固定连接在支撑体上,电机固定连接在安装架上,转盘与电机转轴固定连接,托架机构连接在转盘上;所述托架机构包括连接杆、螺杆和锁紧螺帽,所述连接杆铰接于螺杆前端,螺杆连接在转盘上,且螺杆后端穿过转盘并伸于转盘后侧,锁紧螺帽螺纹连接在螺杆后端,所述圆弧卡盘铰接在连接杆上。本发明结构简单,使用方便,将待焊接的弯管件直接置于本发明支撑装置上,通过旋转本发明上的转盘将弯管件的焊缝调整至方便工人作业位置,从而提供工
适用于不同尺寸薄壁方管的弯管装置.pdf
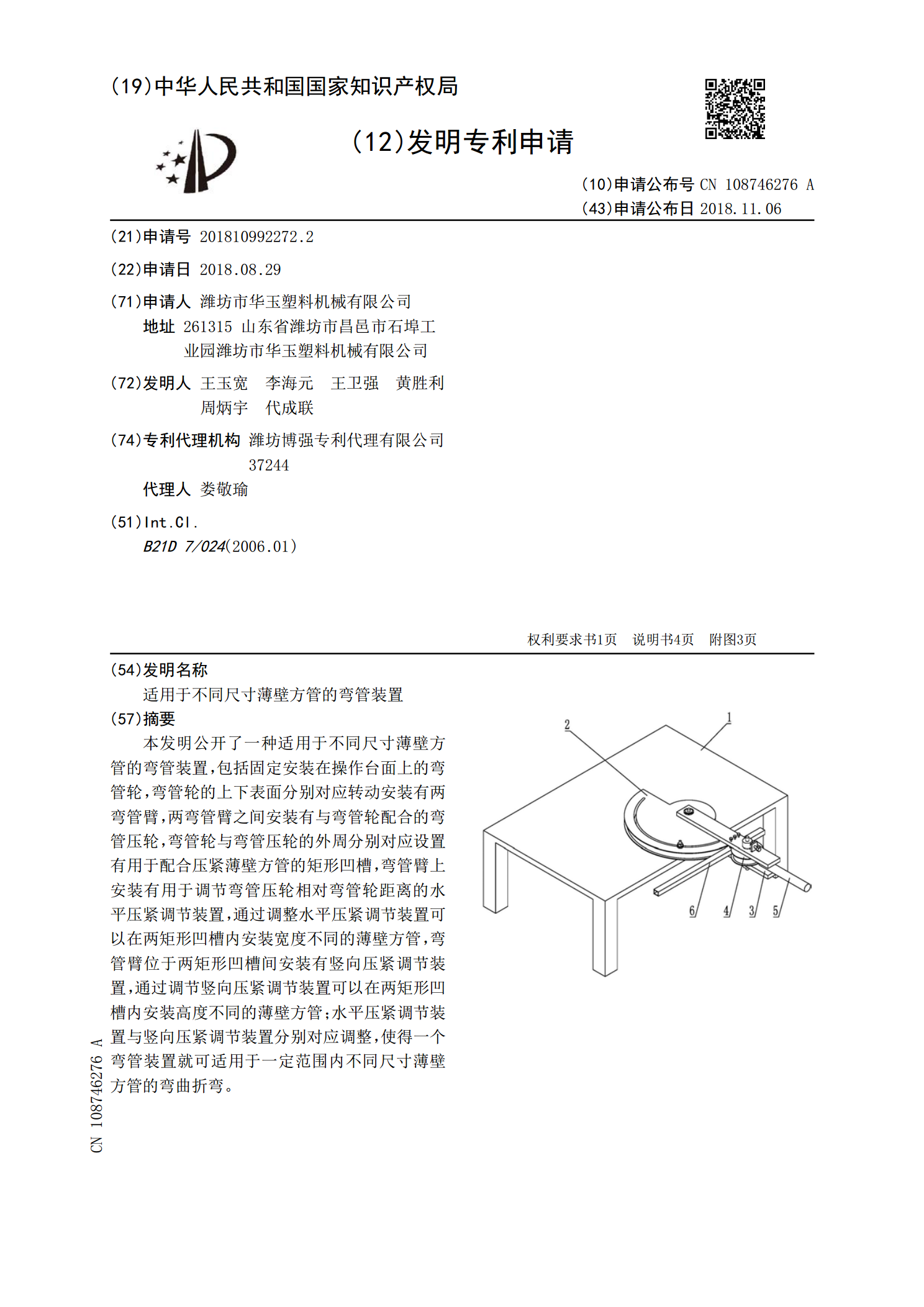
本发明公开了一种适用于不同尺寸薄壁方管的弯管装置,包括固定安装在操作台面上的弯管轮,弯管轮的上下表面分别对应转动安装有两弯管臂,两弯管臂之间安装有与弯管轮配合的弯管压轮,弯管轮与弯管压轮的外周分别对应设置有用于配合压紧薄壁方管的矩形凹槽,弯管臂上安装有用于调节弯管压轮相对弯管轮距离的水平压紧调节装置,通过调整水平压紧调节装置可以在两矩形凹槽内安装宽度不同的薄壁方管,弯管臂位于两矩形凹槽间安装有竖向压紧调节装置,通过调节竖向压紧调节装置可以在两矩形凹槽内安装高度不同的薄壁方管;水平压紧调节装置与竖向压紧调节

一种管件内径涡流探伤装置.pdf
一种管件内径涡流探伤装置,包括涡流探头、行走机构及变径机构,所述变径机构包括变径伺服电机、主动齿轮、正向滑轨、反向滑轨及变径基座,所述行走机构包括万向轮、滚轮伺服电机、被动齿轮、周转齿轮及周转伺服电机,所述正向滑轨、反向滑轨的导向端均设有涡流探头。通过万向轮与内壁的倾斜角度,本装置不会原地周转,而是沿管件轴向形成螺旋进给运动,带动导向端的涡流探头以螺旋旋转前进方式,逐一经过管件内壁每一处,完成探伤工作。