
一种激光切割快速定位工装.pdf

是笛****加盟


1/8

2/8

3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光切割快速定位工装.pdf
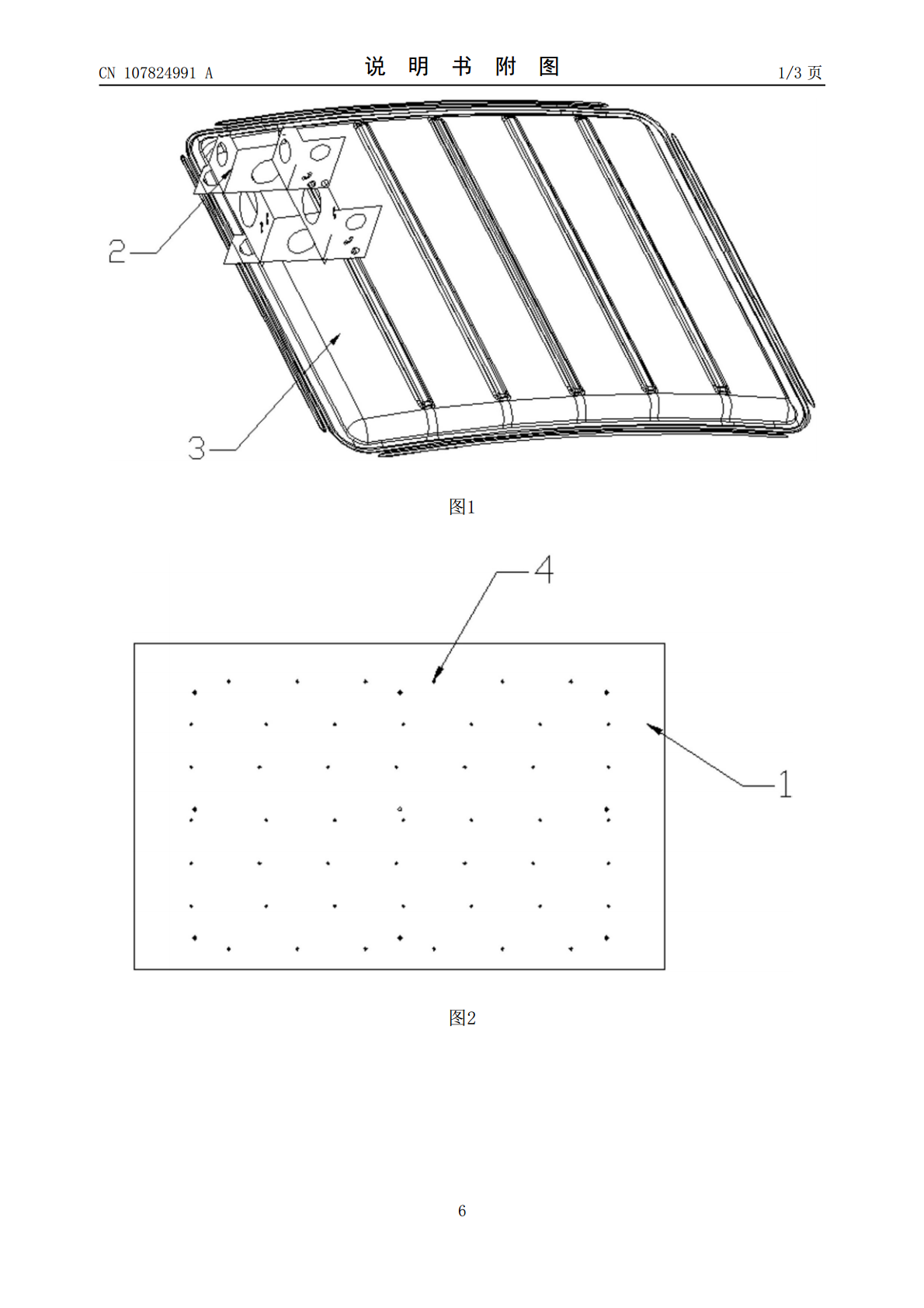
本发明公开了一种激光切割快速定位工装,包括:底板,所述底板上开设有若干与机床工作台对应的定位孔;支撑板,所述支撑板固定安装在所述底板上,所述支撑板包括支撑板本体,所述支撑板本体上设有用于组装的定位卡扣,且所述支撑板本体上还开设有多个用于减重的减重孔。有益效果在于:该定位工装采用与工件拉延后轮廓相同的支撑板,并且支撑板可以组合,能够稳定的支撑工件,每批次切割零件时,直接用工装底板上的定位孔与机床工作台定位孔对应并锁紧,即可调用程序切割,缩短了调试时间,同时简化工装制作周期,提高每批次切割调试的效率,且零件表

一种激光切割用定位工装.pdf
本实用新型公开了一种激光切割用定位工装,涉及切割设备技术领域。包括加工台,加工台的顶部固定设置有第一支撑板和第二支撑板,第一支撑板和第二支撑板的相对面均螺纹设置有连接板,连接板的上表面固定设置有放置座,放置座一侧面活动设置有定位板,放置座的内部开设有置物槽,置物槽内壁的一侧固定设置有电动推杆。该激光切割用定位工装,通过设置放置座,在电动推杆、导向杆、支撑弹簧、第一固定杆和第二固定杆的配合使用下,便于实现对定位板水平方向位置的调节,套筒、伸缩弹簧以及连接杆的配合使用下,进一步提高了定位板在对不同工件的夹持固

条状件激光切割定位工装.pdf
本实用新型涉及定位设备技术领域,尤其涉及条状件激光切割定位工装;其包括底座、固定连接在所述底座顶侧的固定块、滑动连接在底座顶侧安装槽内的移动块滑动,移动块背离固定块的一侧与弹性件固定连接,控制与固定块铰接的凹形架向下旋转时,凹形架内活动连接的活动辊与移动块上的垂直面抵触,让移动块靠近固定块,从而将两者之间的条状件进行夹持、定位;向上推动凹形架时,凹形架内的活动辊不再与移动块抵触,移动块在弹性件的带动下,自动远离固定块;整个工装在使用时,利用凹形架的上下转动来控制移动块远离或靠近固定块,同时配合弹性件,让本

一种薄壁半圆结构蒙皮激光切割去除余量定位夹紧工装.pdf
一种薄壁半圆结构蒙皮激光切割去除余量定位夹紧工装,其特征在于,包括支撑架(1)、内胎(2)、多个压环(3)、多个压板(4)、多个水平气缸(5)、多个垂直气缸(8)和多个支座(6),其中,支撑架(1)包括由槽钢构成的4个纵梁(11)和由槽钢构成的多个横梁(12),4个纵梁(11)的长度相同,多个横梁(12)的长度相同。本发明结构简单,成本低,操作方便,节省工作时间和强度,使用本发明克服了蒙皮切割的困难,使切割后蒙皮的不受损和尺寸精确,保证质量和精度。
一种基于激光角度控制的激光切割装置及快速切割方法.pdf
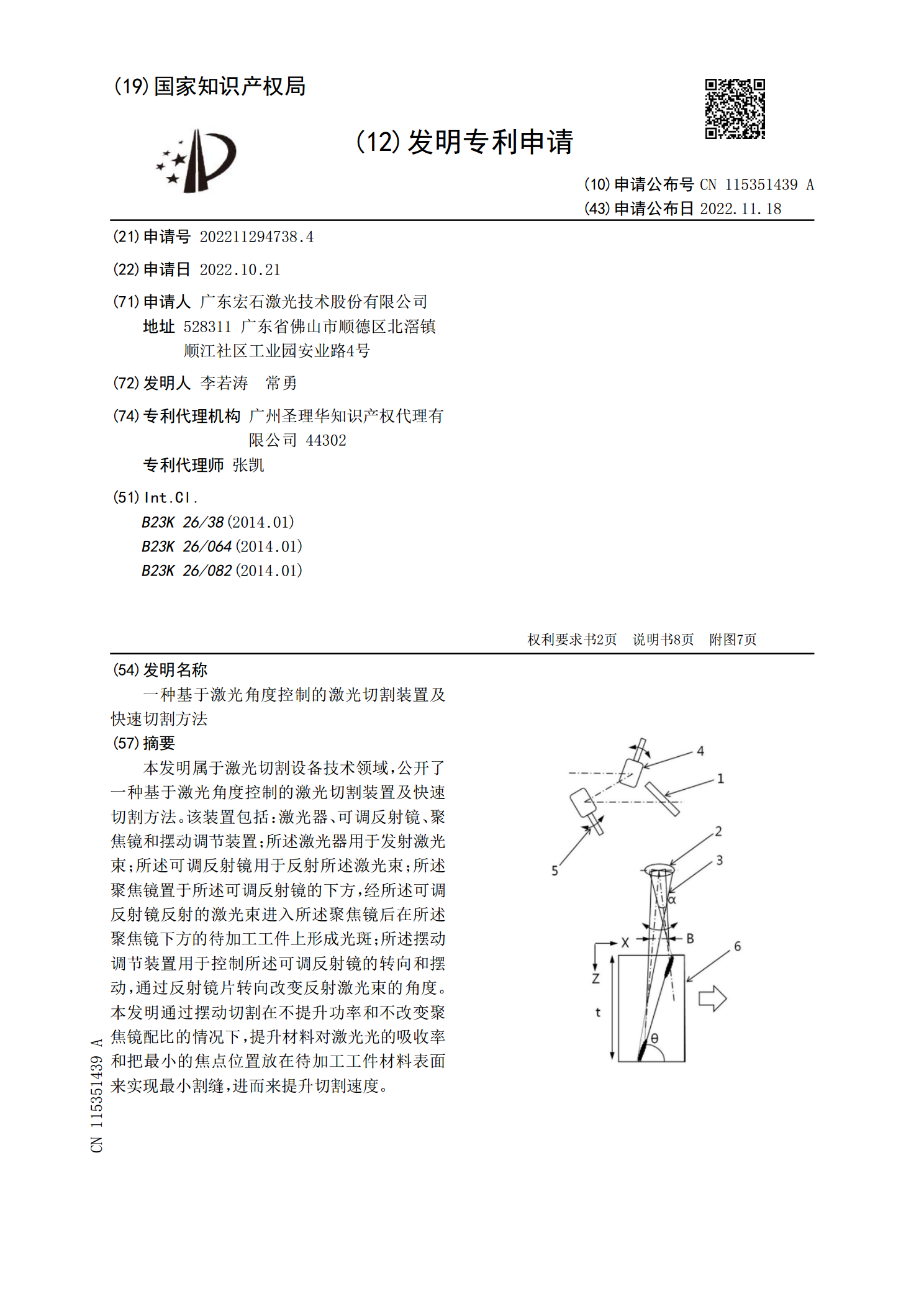
本发明属于激光切割设备技术领域,公开了一种基于激光角度控制的激光切割装置及快速切割方法。该装置包括:激光器、可调反射镜、聚焦镜和摆动调节装置;所述激光器用于发射激光束;所述可调反射镜用于反射所述激光束;所述聚焦镜置于所述可调反射镜的下方,经所述可调反射镜反射的激光束进入所述聚焦镜后在所述聚焦镜下方的待加工工件上形成光斑;所述摆动调节装置用于控制所述可调反射镜的转向和摆动,通过反射镜片转向改变反射激光束的角度。本发明通过摆动切割在不提升功率和不改变聚焦镜配比的情况下,提升材料对激光光的吸收率和把最小的焦点位