
一种新型卧式加工中心顶置式凸轮刀库系统.pdf

如灵****姐姐

1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新型卧式加工中心顶置式凸轮刀库系统.pdf
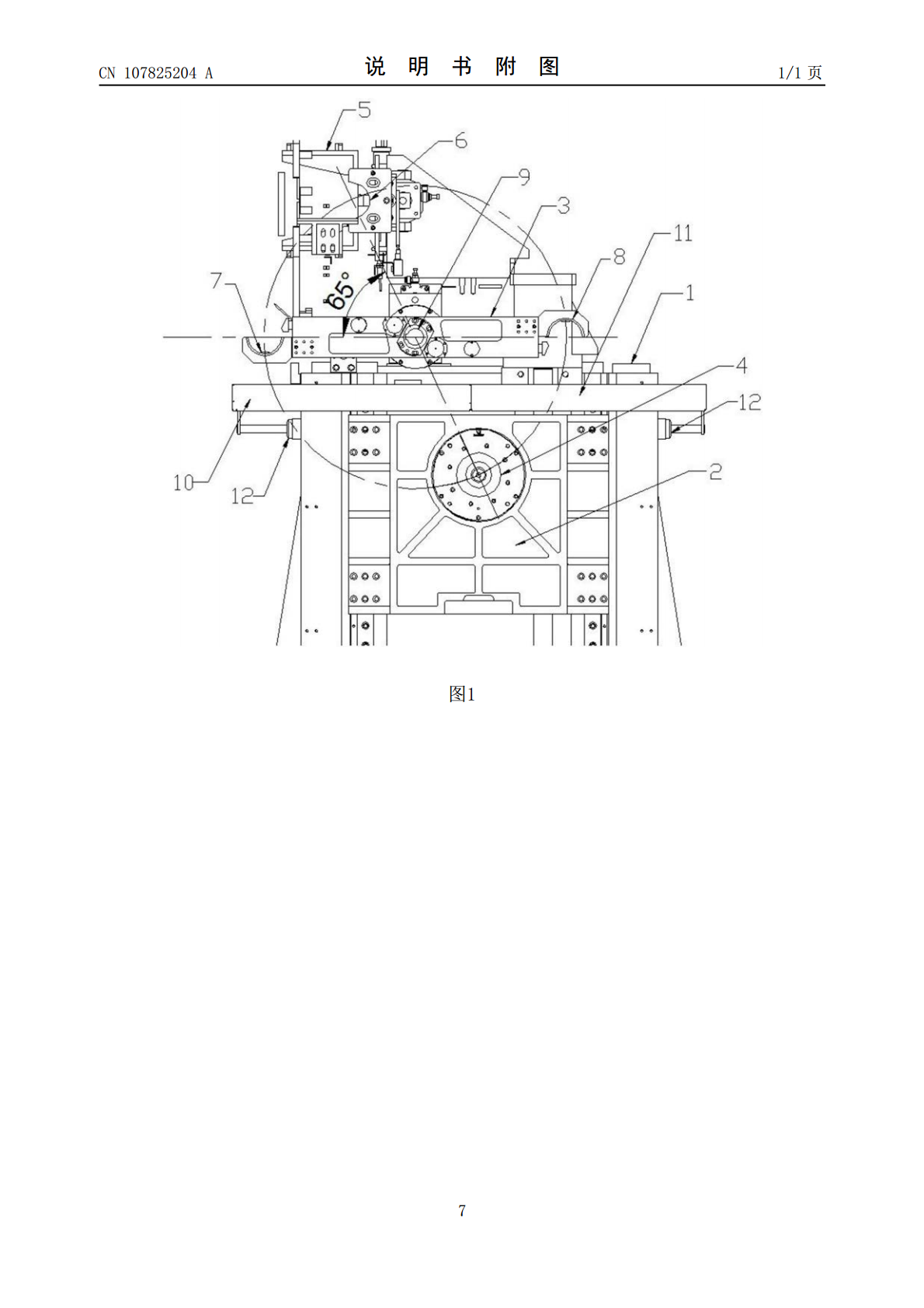
本发明涉及卧式加工中心的技术领域,公开了一种新型卧式加工中心顶置式凸轮刀库系统,包括机床立柱、刀库、机床主轴箱、ATC刀臂以及ATC换刀机构,所述机床主轴箱内设有主轴;所述刀库包括刀库本体和换刀口,所述刀库本体固定装配于机床立柱的上方,刀库本体与ATC换刀机构装配连接,且ATC换刀机构与ATC刀臂连接,其两端均设有刀爪口;所述机床主轴箱位于机床立柱的下方;所述换刀口、ATC刀臂和主轴均位于机床立柱的同一侧,换刀口与主轴相对于ATC换刀机构的输出轴呈对称设置,且换刀口、主轴以及所述刀爪口均布置于同一圆周运动
一种卧式加工中心的顶置式换刀机构.pdf
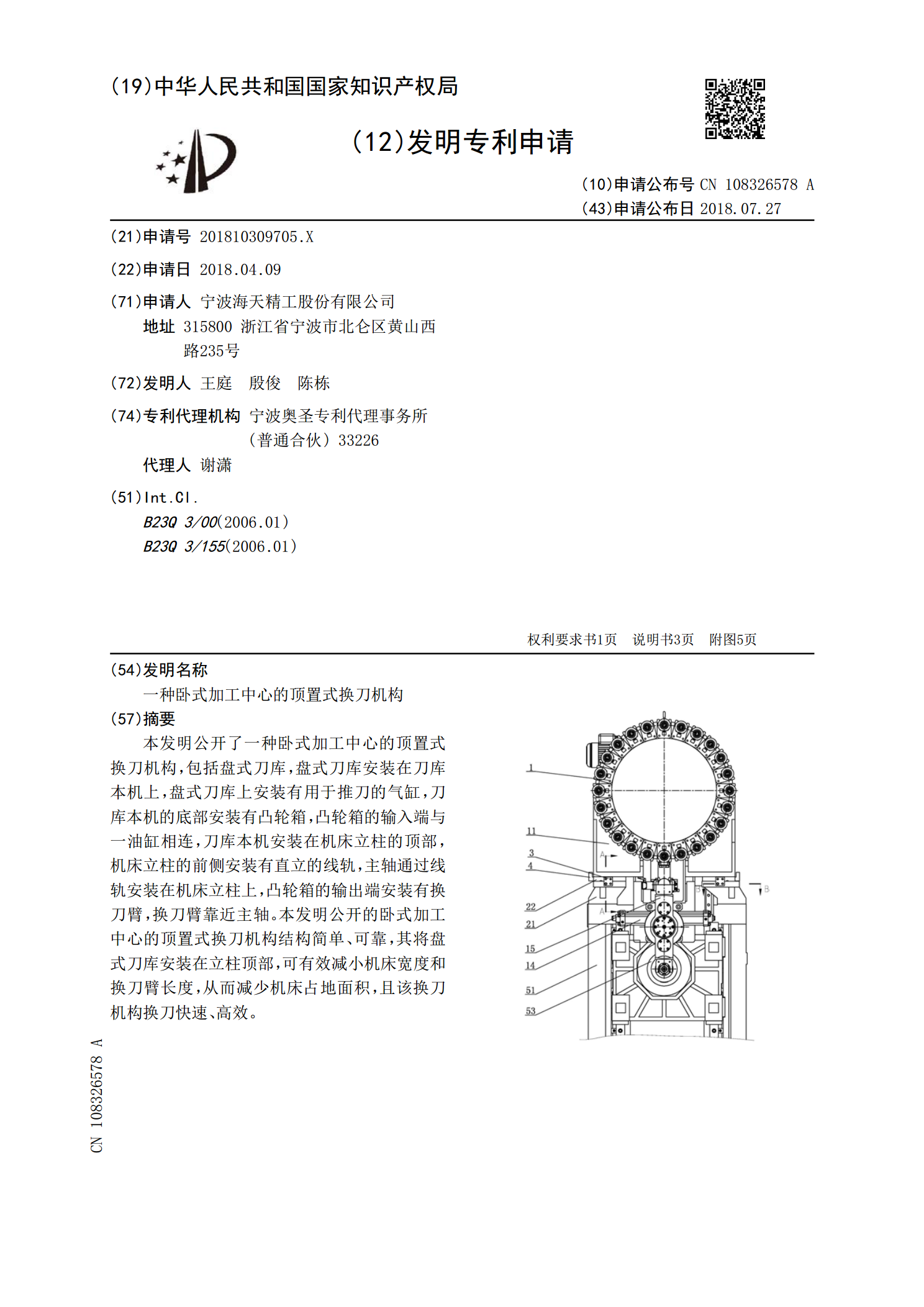
本发明公开了一种卧式加工中心的顶置式换刀机构,包括盘式刀库,盘式刀库安装在刀库本机上,盘式刀库上安装有用于推刀的气缸,刀库本机的底部安装有凸轮箱,凸轮箱的输入端与一油缸相连,刀库本机安装在机床立柱的顶部,机床立柱的前侧安装有直立的线轨,主轴通过线轨安装在机床立柱上,凸轮箱的输出端安装有换刀臂,换刀臂靠近主轴。本发明公开的卧式加工中心的顶置式换刀机构结构简单、可靠,其将盘式刀库安装在立柱顶部,可有效减小机床宽度和换刀臂长度,从而减少机床占地面积,且该换刀机构换刀快速、高效。

一种卧式加工中心机床侧置卧式刀库调整定位系统.pdf
本发明公开了一种卧式加工中心机床侧置卧式刀库调整定位系统,包括:刀库第一固定支架、刀库第二固定支架、刀具存储单元支架、调整垫板、第一直线位移调整装置、ATC凸轮箱以及定位结构;刀库第一固定支架一侧与机床床身固定连接,刀库第一固定支架上端设置刀库第二固定支架,刀库第一固定支架与刀库第二固定支架之间设置调整垫板,刀库第二固定支架上端与刀具存储单元支架固定连接,刀具存储单元支架一侧与刀库刀具存储单元固定,刀具存储单元支架的前端固定ATC凸轮箱,刀库第一固定支架与机床床身连接处的定位结构,第一直线推拉调整定位装置

卧式加工中心刀库部件设计.doc
济南大学泉城学院毕业设计(论文)-33-摘要自动换刀机构的最重要组件--刀库,其布局、容量以及具体设计结构都对加工中心的设计有着重要的影响,盘式刀库在加工中心中应用最多,最典型的就是16刀的盘式刀库。本论文开头部分主要是阐述加工中心在机械行业中的作用、地位以及发展历程,紧接着对16刀圆盘式刀库的具体设计方案进行了介绍,包括设计的具体流程和具体内容,其中详细介绍了各个组件的工作原理,然后对刀库的结构进行了总体设计,对多种刀库的设计进行了对比,论文后半部分章节对具体零件进行了计算和设计。16刀盘式刀库的功能和

卧式加工中心链式刀库设计.doc
摘要数控技术是先进制造技术的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。数控装备的整体水平标志着一个国家工业现代化水平和综合国力的强弱。加工中心是一种备有刀库刀库并能自动更换刀具对工件进行多工序加工的数控机床,本论文介绍的是加工中心刀具库的设计.刀库采用链式结构,分别是由一个导向轮,调节轮,驱动轮组成,刀库容量为40把,采用任意选刀方式,刀库的运动特点是,时间短的间歇运动,起停平稳无冲击,定位准确,任意选刀方式且运动速度不高。关键词:加工中心自动换刀装置刀具库ABSTRACTNumerical