
白车身焊接生产线用定位机构.pdf

是秋****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共45页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
白车身焊接生产线用定位机构.pdf
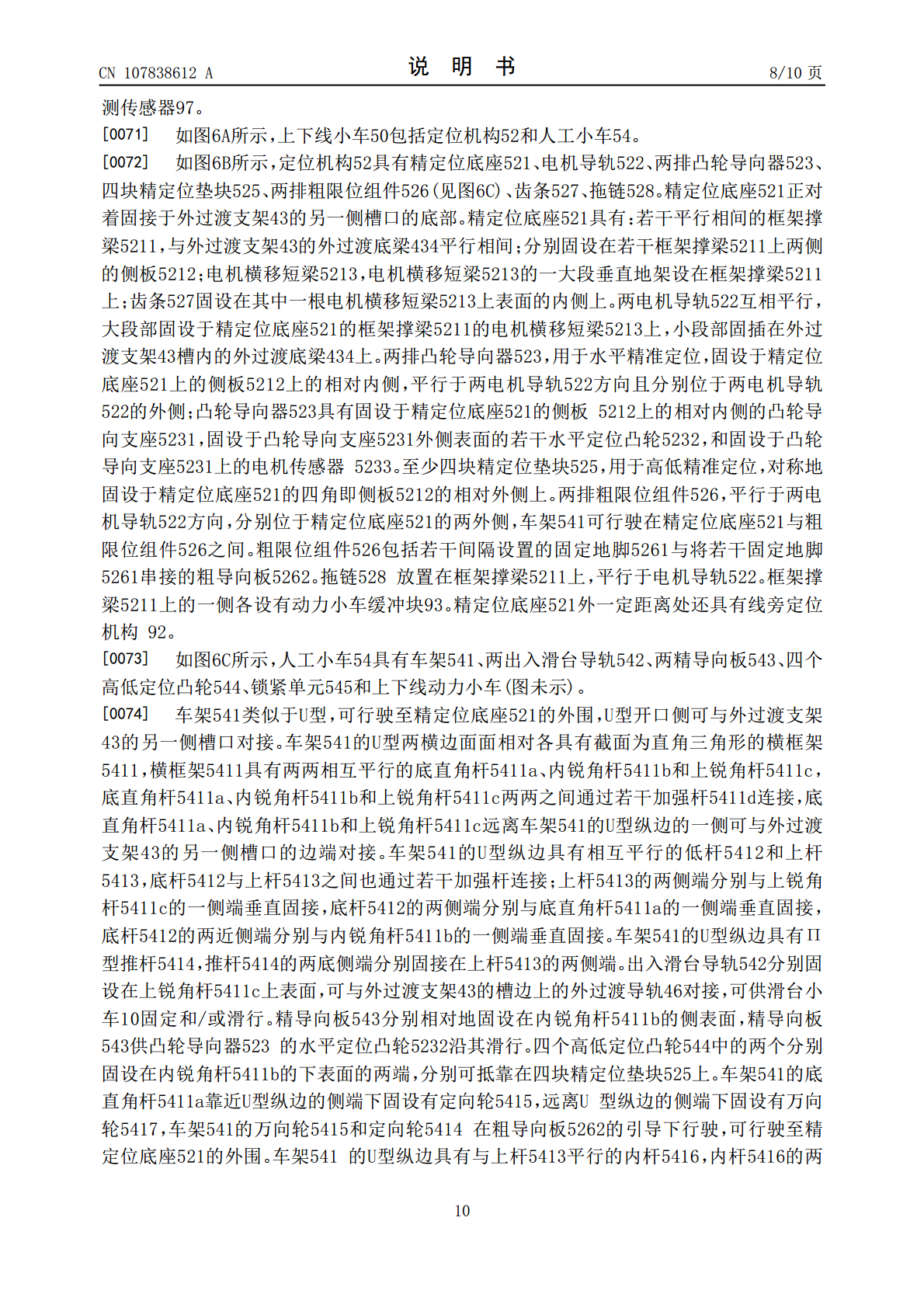
本发明公开了一种白车身焊接生产线用定位机构,所述定位机构具有:一精定位底座;两互相平行的电机导轨,所述电机导轨的大段部固设于所述精定位底座上表面;两排凸轮导向器,用于水平精准定位,固设于所述精定位底座上,平行于所述两电机导轨方向且分别位于所述两电机导轨的外侧;至少四块精定位垫块,用于高低精准定位,对称地固设于所述精定位底座的四角。本发明的白车身焊接生产线用定位机构为柔性滑台的一部分,在缓存位没有车型等待时,可直接将所需要焊接的车型拖动到焊接位置进行焊接即可,当有多种车型位于缓存位时,而待焊接的车型无法直接
白车身焊接生产线用滑台小车.pdf
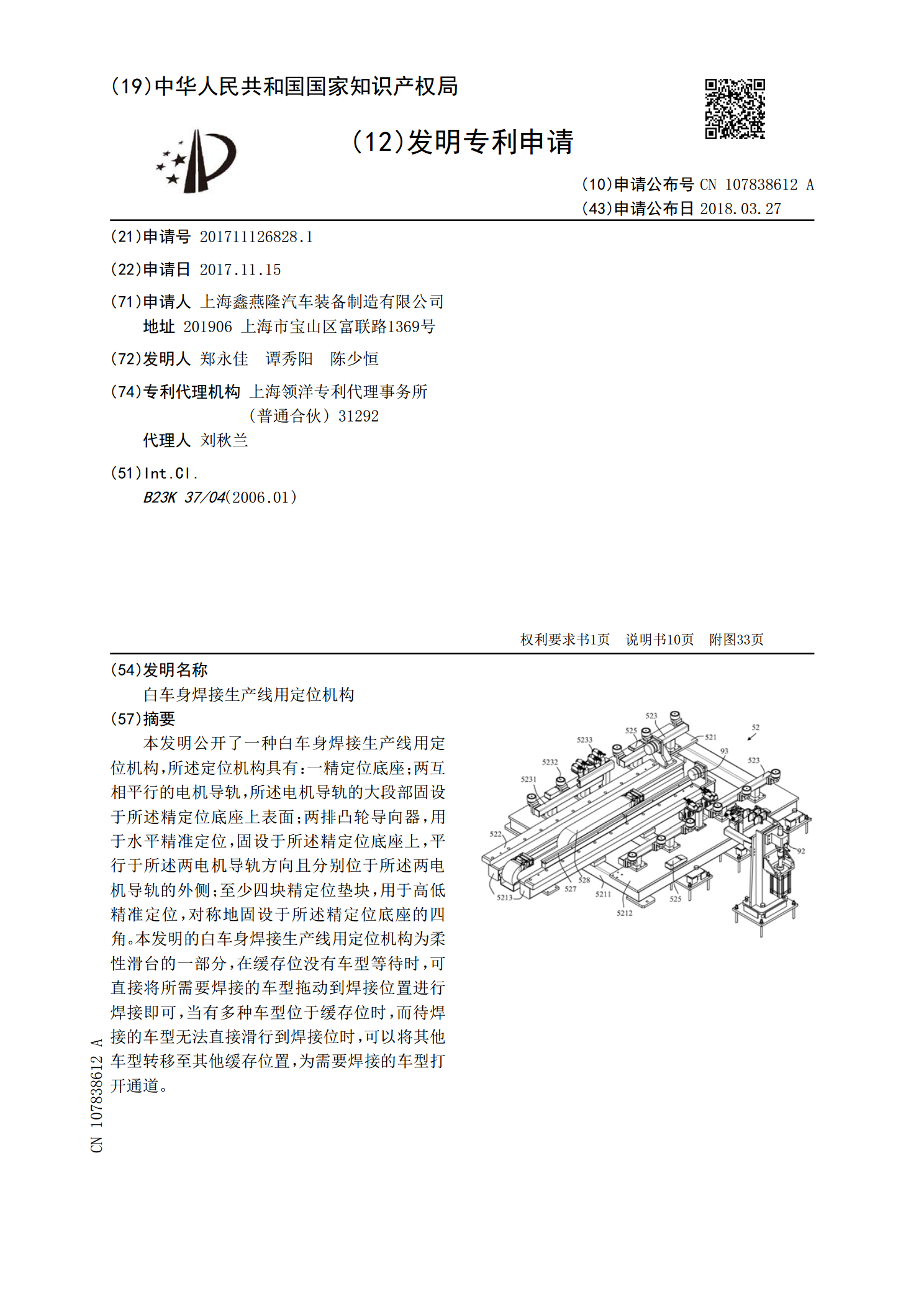
本发明公开了一种白车身焊接生产线用滑台小车,所述滑台小车具有:一主体支架、一固定在所述主体支架下表面的对接组件、和一固定在所述主体支架下表面的移动转向滚轮组件。本发明的白车身焊接生产线用滑台小车为柔性滑台的一部分,在缓存位没有车型等待时,可直接将所需要焊接的车型拖动到焊接位置进行焊接即可,当有多种车型位于缓存位时,而待焊接的车型无法直接滑行到焊接位时,可以将其他车型转移至其他缓存位置,为需要焊接的车型打开通道。

一种用于汽车白车身焊接的三爪定位夹紧机构.pdf
本发明涉及一种用于汽车白车身焊接的三爪定位夹紧机构,包括工件定位销、夹紧机构和驱动机构,所述的驱动机构与夹紧机构连接,所述的夹紧机构与工件定位销连接;驱动机构驱动夹紧机构打开,工件放入夹紧机构后,通过工件定位销的端面进行定位,然后驱动机构驱动夹紧机构启动夹紧。与现有技术相比,本发明具有定位夹紧稳定、成本低、加工时间短等优点。
白车身焊接生产线用横移动力小车.pdf
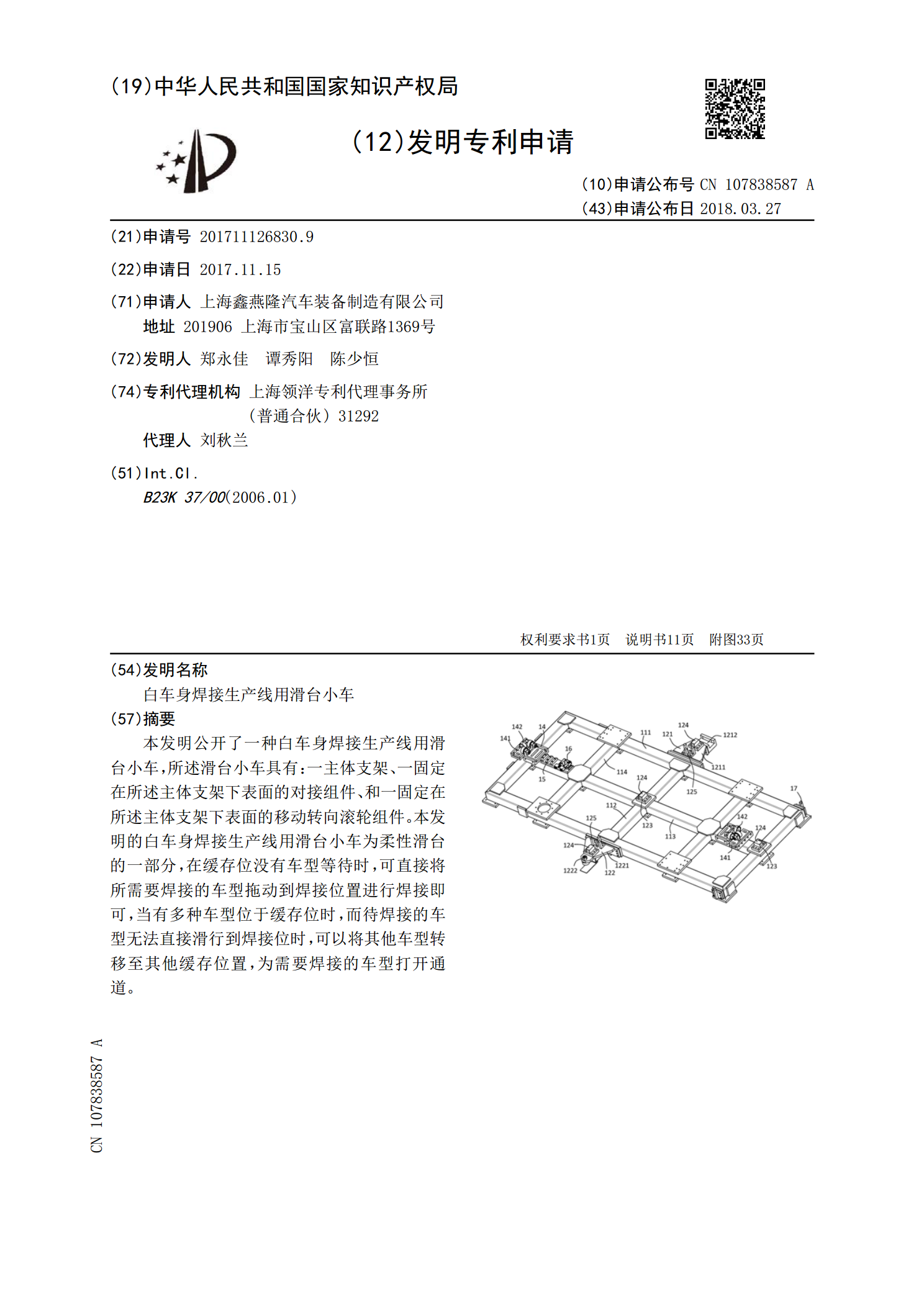
本发明公开了一种白车身焊接生产线用横移动力小车,所述横移动力小车具有:一动力小车支架,所述动力小车支架下部的一端的两侧对称固设有第一滑块件,另一端的两侧对称固设有第二滑块件;一小车支座,固设于所述动力小车支架上;一电机,固设于所述小车支座一端中间位置;和一齿轮,固设于所述小车支座下且由所述电机驱动。本发明的白车身焊接生产线用横移动力小车为柔性滑台的一部分,在缓存位没有车型等待时,可直接将所需要焊接的车型拖动到焊接位置进行焊接即可,当有多种车型位于缓存位时,而待焊接的车型无法直接滑行到焊接位时,可以将其他车

白车身焊接生产线布局设计.ppt
白车身焊接技术激光焊接雪铁龙C5行李箱激光焊接焊缝汽车车身激光制造汽车车身激光制造的工艺流程激光拼焊白车身制造工艺白车身制造工艺白车身左前门分总成工艺流程工艺路线的分析车门分总成工艺路线的拟定工序时间的制定生产节拍的计算:确定节拍时间:生产线的经济性分析比较方法机床负荷率概念:投资回收期(年)(1)投资回收期应小于生产线制造装备的使用年限;(2)投资回收期应小于该产品(零件)的预定生产年限;(3)投资回收期≤4~6年本设计由计算假定和资料查询得一、机床平均负荷率