
太阳能路灯灯杆打磨设备.pdf

努力****向丝

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

太阳能路灯灯杆打磨设备.pdf
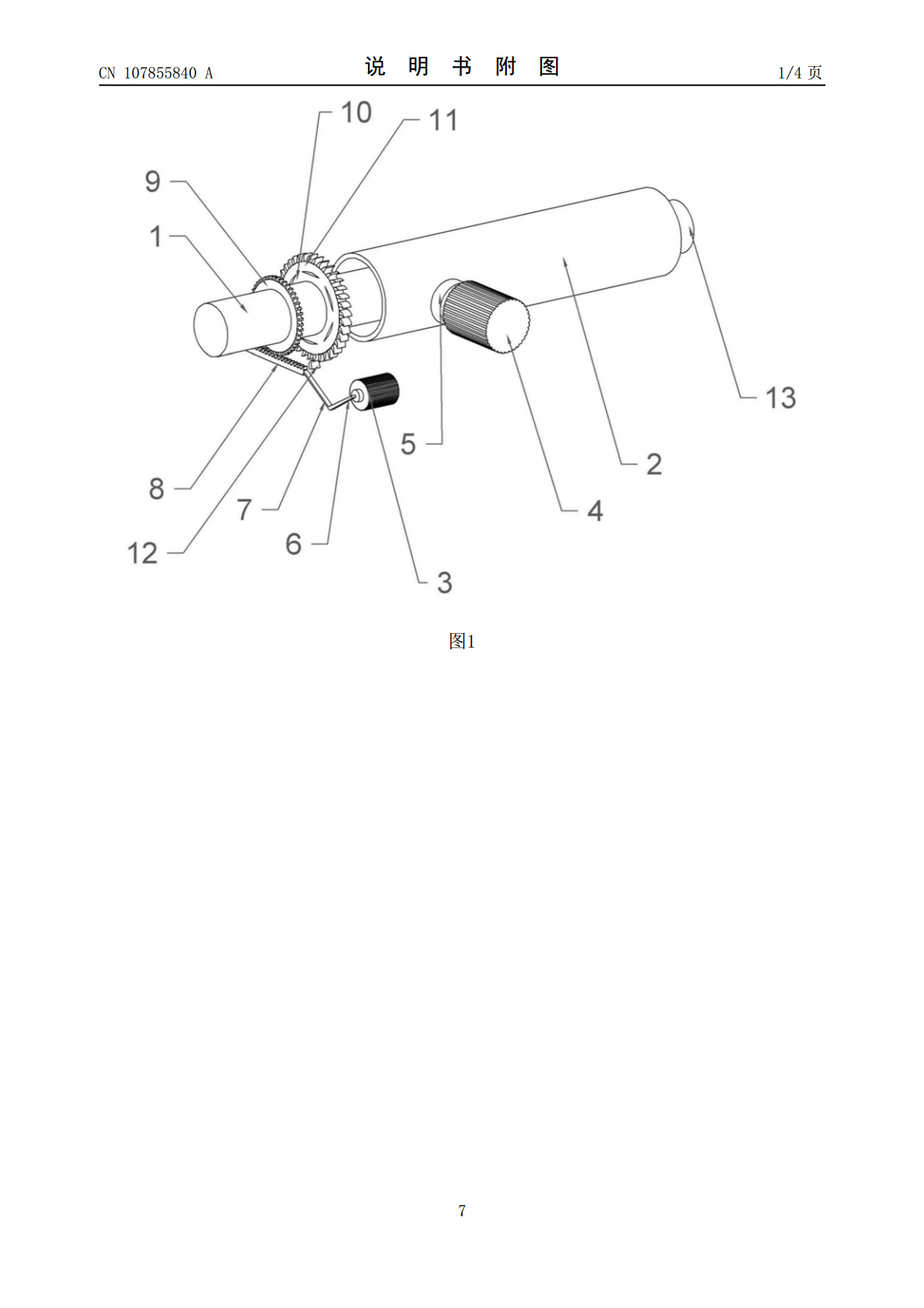
本发明属于太阳能路灯制作装置领域,具体公开了一种太阳能路灯灯杆打磨设备,包括机架、打磨电机和打磨盘,打磨电机固定在机架上,打磨盘和打磨电机输出轴固定连接;还包括驱动机构和固定机构,驱动机构包括驱动电机、曲柄、连杆和齿条,驱动电机固定在机架上且输出端与曲柄一端连接,曲柄另一端与连杆一端铰接,连杆另一端与齿条铰接,齿条与机架滑动连接;固定机构包括螺纹柱、螺纹件、齿轮和可对灯杆内壁夹紧的固定部,螺纹柱与机架转动连接,螺纹柱一端与固定部固定连接,螺纹柱另一端固定有齿轮,齿轮与齿条啮合;螺纹柱与螺纹件螺纹配合且螺纹
太阳能路灯灯杆.pdf
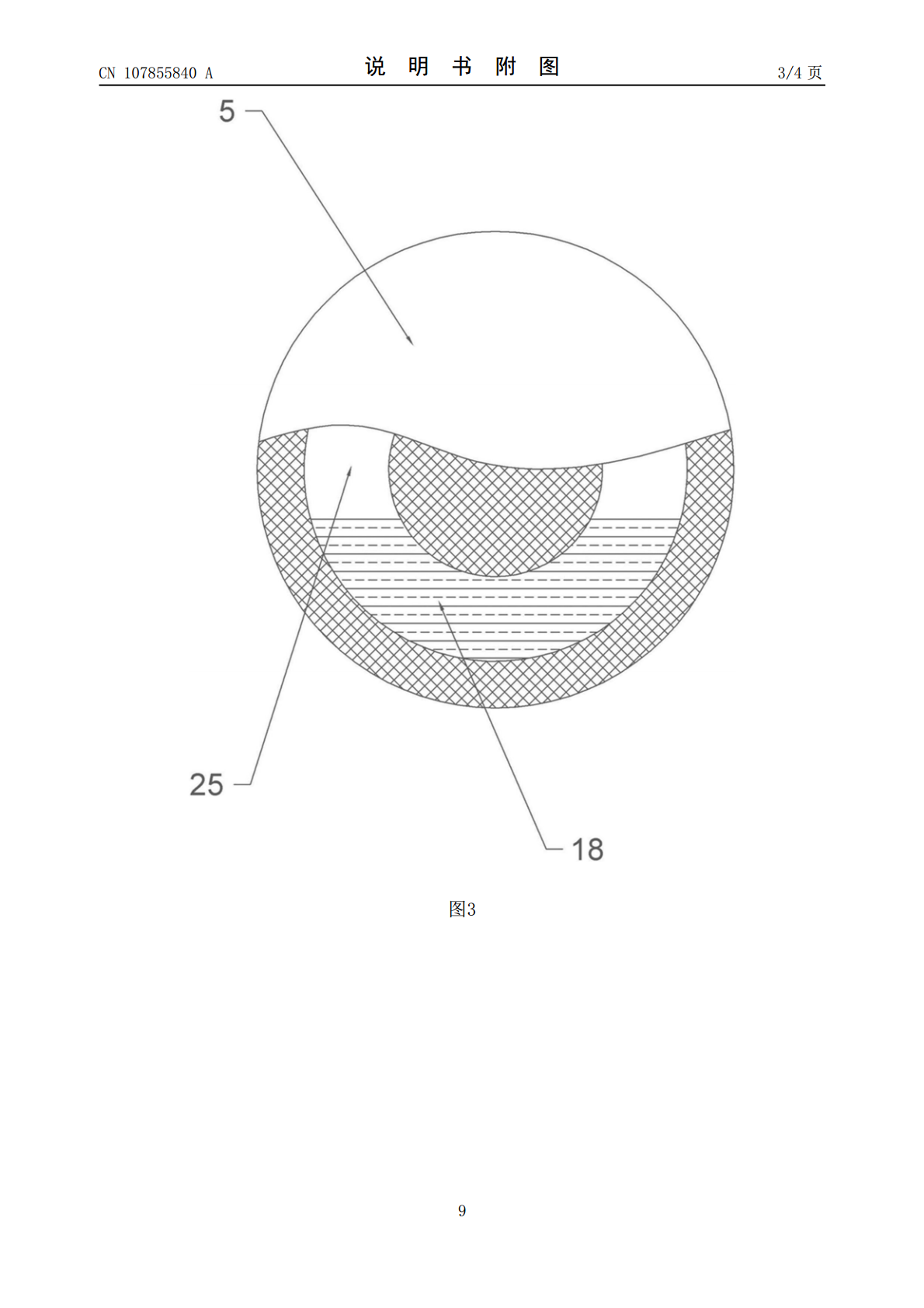
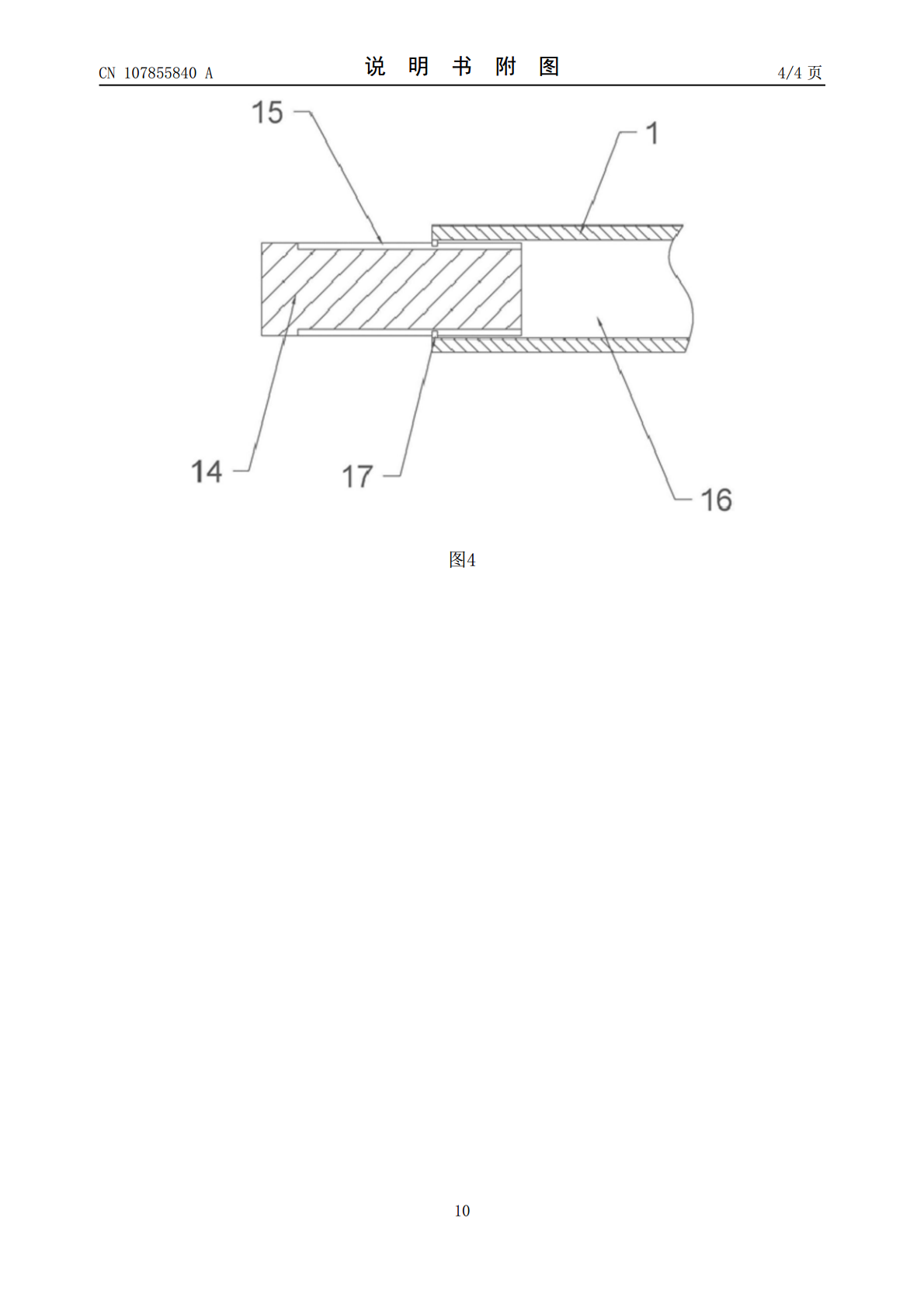
本实用新型提供了太阳能路灯灯杆,包括均为中空管材的第一段灯杆、第二段灯杆和第三段灯杆,所述第一段灯杆、第二段灯杆和第三段灯杆的端部为形状配合的接口,所述接口的侧壁上挖设固装孔,接口内部固定定位螺母,所述定位螺母上挖设与固装孔个数一致且位置对应的内螺纹孔,内螺纹孔与螺栓配合,使第一段灯杆、第二段灯杆和第三段灯杆顺次螺栓固定连接。将灯杆分为三段,装卸方便,容易运输。分段安装,对安装空间的限制变小,无需大的周转空间,将固装孔对准,螺栓插入后再与定位螺母旋紧,安装方便。进一步地,弹性垫环和垫圈的设置,使螺栓更牢固

太阳能路灯灯杆标准模板.doc
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。太阳能路灯灯杆标准灯杆、灯具质量国家验收标准灯具和灯杆、电器光源的性能说明使用材料说明1.1灯杆技术参照要求1.主体杆采用一次成型,钢杆(Q235)焊缝须平整光滑,整根杆体焊缝凸起的部分与本杆体平整误差应不大于±1mm。灯杆焊接方式为自动亚弧焊接,着色探伤检验达焊接国际GB/T标准要求。灯杆套接方式采用穿钉加顶丝固定。2、灯杆防腐处理为热镀锌,。镀锌层表面光滑美观,光泽一致。无皱皮、流坠及锌瘤、起皮、斑点、阴阳面缺陷存在,锌层厚度达到85um以
太阳能路灯灯杆标准模板.doc
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。太阳能路灯灯杆标准灯杆、灯具质量国家验收标准灯具和灯杆、电器光源的性能说明使用材料说明1.1灯杆技术参照要求1.主体杆采用一次成型,钢杆(Q235)焊缝须平整光滑,整根杆体焊缝凸起的部分与本杆体平整误差应不大于±1mm。灯杆焊接方式为自动亚弧焊接,着色探伤检验达焊接国际GB/T标准要求。灯杆套接方式采用穿钉加顶丝固定。2、灯杆防腐处理为热镀锌,。镀锌层表面光滑美观,光泽一致。无皱皮、流坠及锌瘤、起皮、斑点、阴阳面缺陷存在,锌层厚度达到85um以
太阳能路灯灯杆标准模板.doc
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。太阳能路灯灯杆标准灯杆、灯具质量国家验收标准灯具和灯杆、电器光源的性能说明使用材料说明1.1灯杆技术参照要求1.主体杆采用一次成型,钢杆(Q235)焊缝须平整光滑,整根杆体焊缝凸起的部分与本杆体平整误差应不大于±1mm。灯杆焊接方式为自动亚弧焊接,着色探伤检验达焊接国际GB/T标准要求。灯杆套接方式采用穿钉加顶丝固定。2、灯杆防腐处理为热镀锌,。镀锌层表面光滑美观,光泽一致。无皱皮、流坠及锌瘤、起皮、斑点、阴阳面缺陷存在,锌层厚度达到85um以