
一种用于手套冲裁后的卸料装置.pdf

永梅****33

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于手套冲裁后的卸料装置.pdf
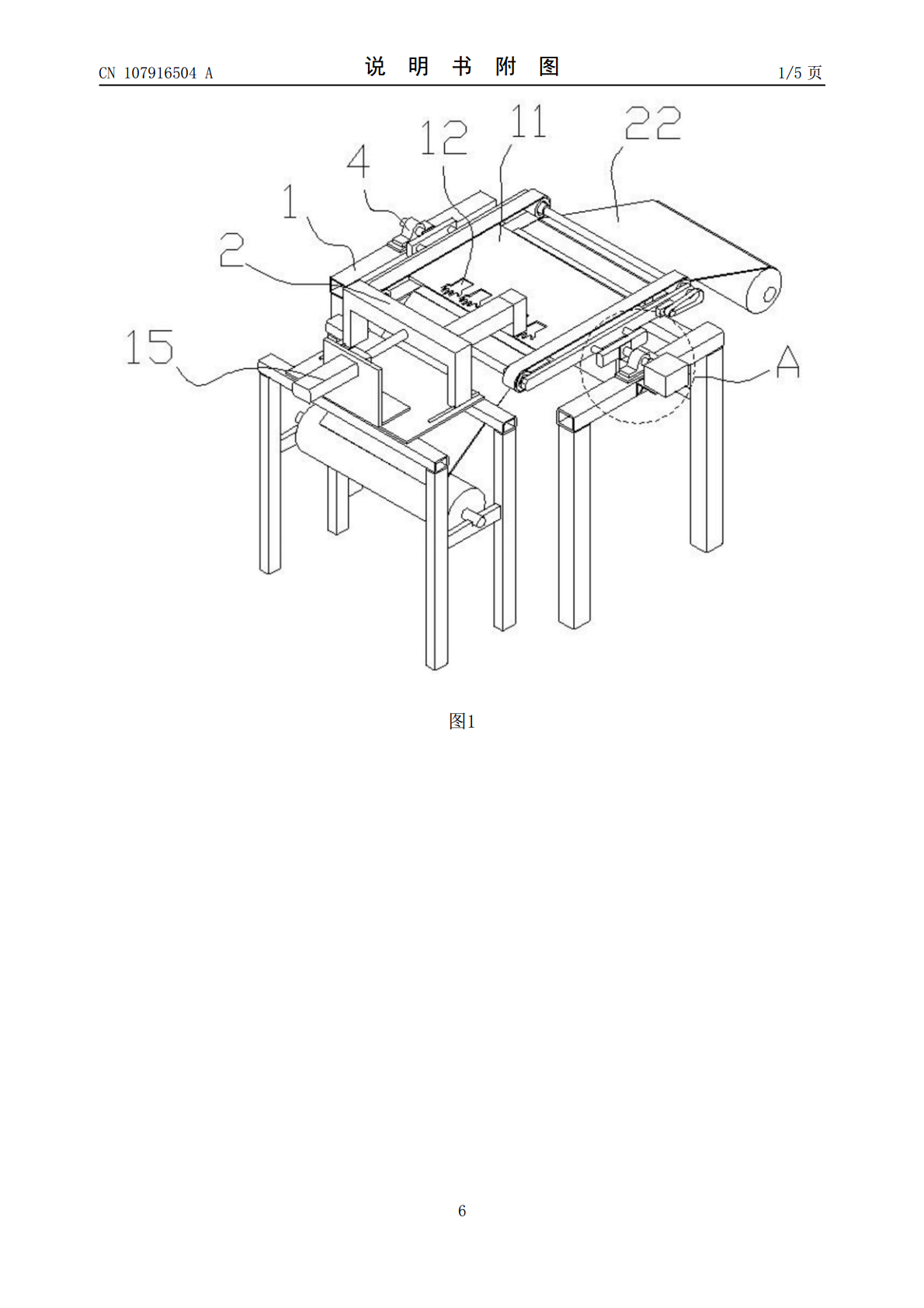
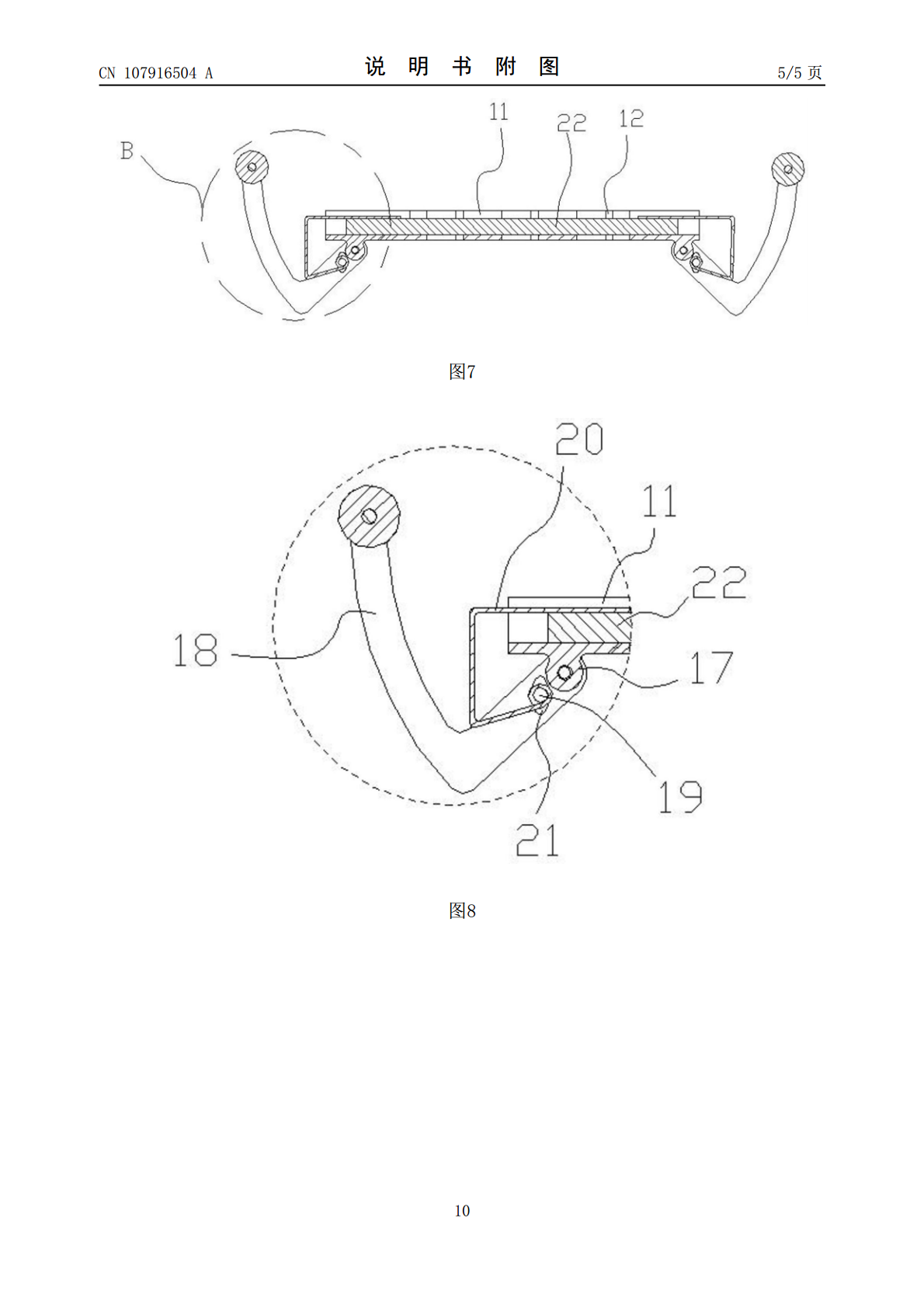
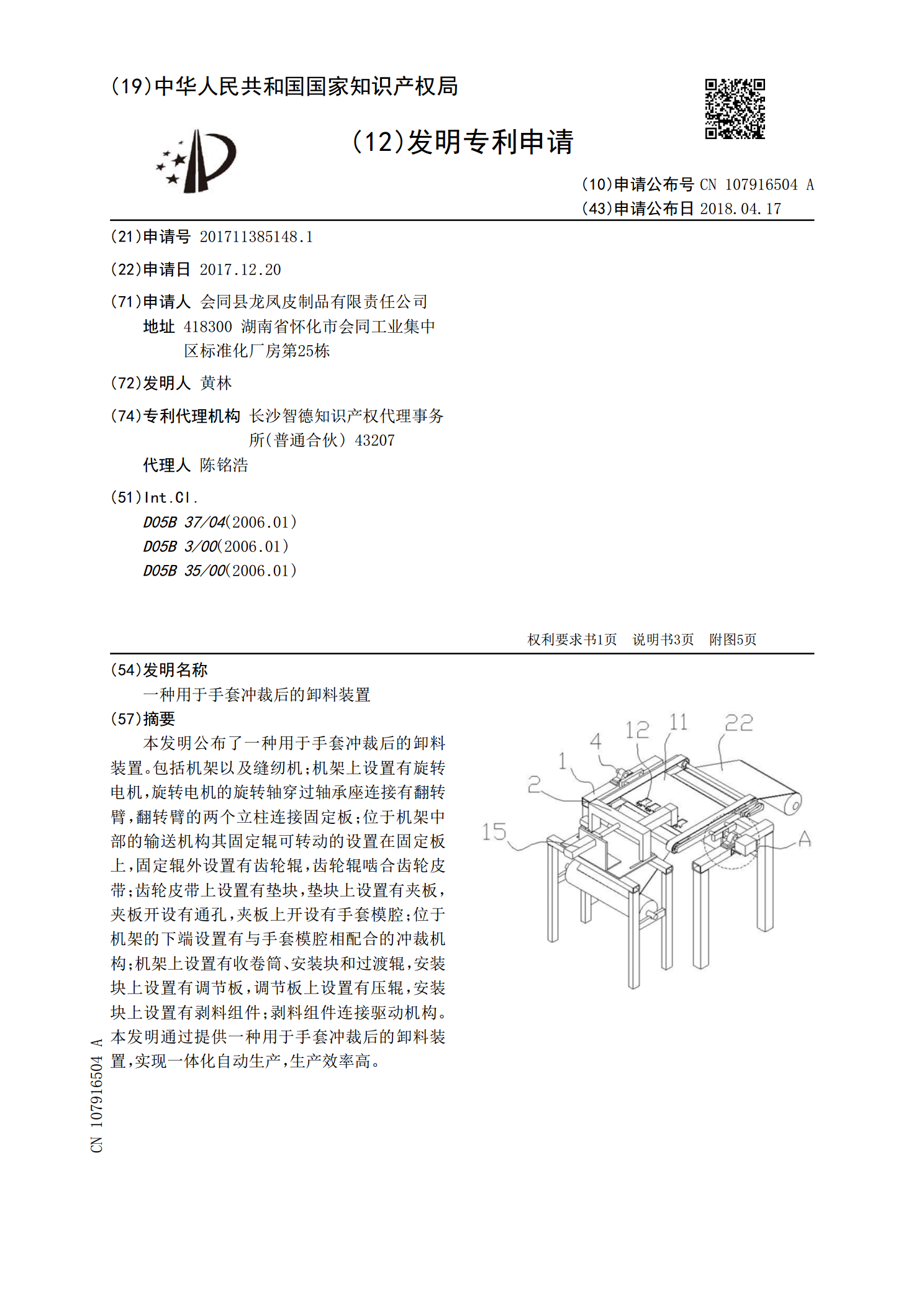
本发明公布了一种用于手套冲裁后的卸料装置。包括机架以及缝纫机;机架上设置有旋转电机,旋转电机的旋转轴穿过轴承座连接有翻转臂,翻转臂的两个立柱连接固定板;位于机架中部的输送机构其固定辊可转动的设置在固定板上,固定辊外设置有齿轮辊,齿轮辊啮合齿轮皮带;齿轮皮带上设置有垫块,垫块上设置有夹板,夹板开设有通孔,夹板上开设有手套模腔;位于机架的下端设置有与手套模腔相配合的冲裁机构;机架上设置有收卷筒、安装块和过渡辊,安装块上设置有调节板,调节板上设置有压辊,安装块上设置有剥料组件;剥料组件连接驱动机构。本发明通过提
一种用于鞋材加工的旋转冲裁装置.pdf
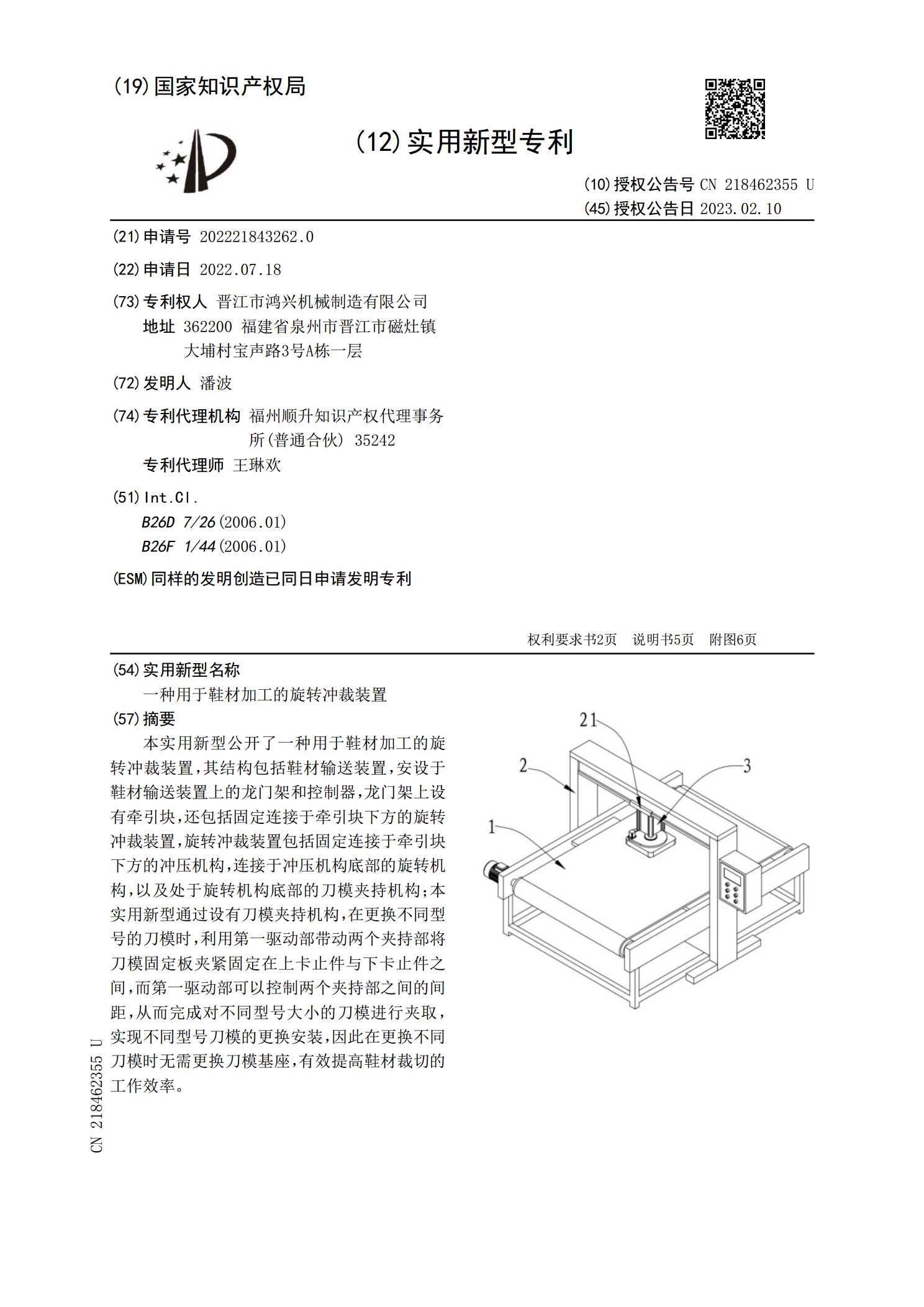
本实用新型公开了一种用于鞋材加工的旋转冲裁装置,其结构包括鞋材输送装置,安设于鞋材输送装置上的龙门架和控制器,龙门架上设有牵引块,还包括固定连接于牵引块下方的旋转冲裁装置,旋转冲裁装置包括固定连接于牵引块下方的冲压机构,连接于冲压机构底部的旋转机构,以及处于旋转机构底部的刀模夹持机构;本实用新型通过设有刀模夹持机构,在更换不同型号的刀模时,利用第一驱动部带动两个夹持部将刀模固定板夹紧固定在上卡止件与下卡止件之间,而第一驱动部可以控制两个夹持部之间的间距,从而完成对不同型号大小的刀模进行夹取,实现不同型号刀
一种用于钣金加工的双向冲裁装置.pdf
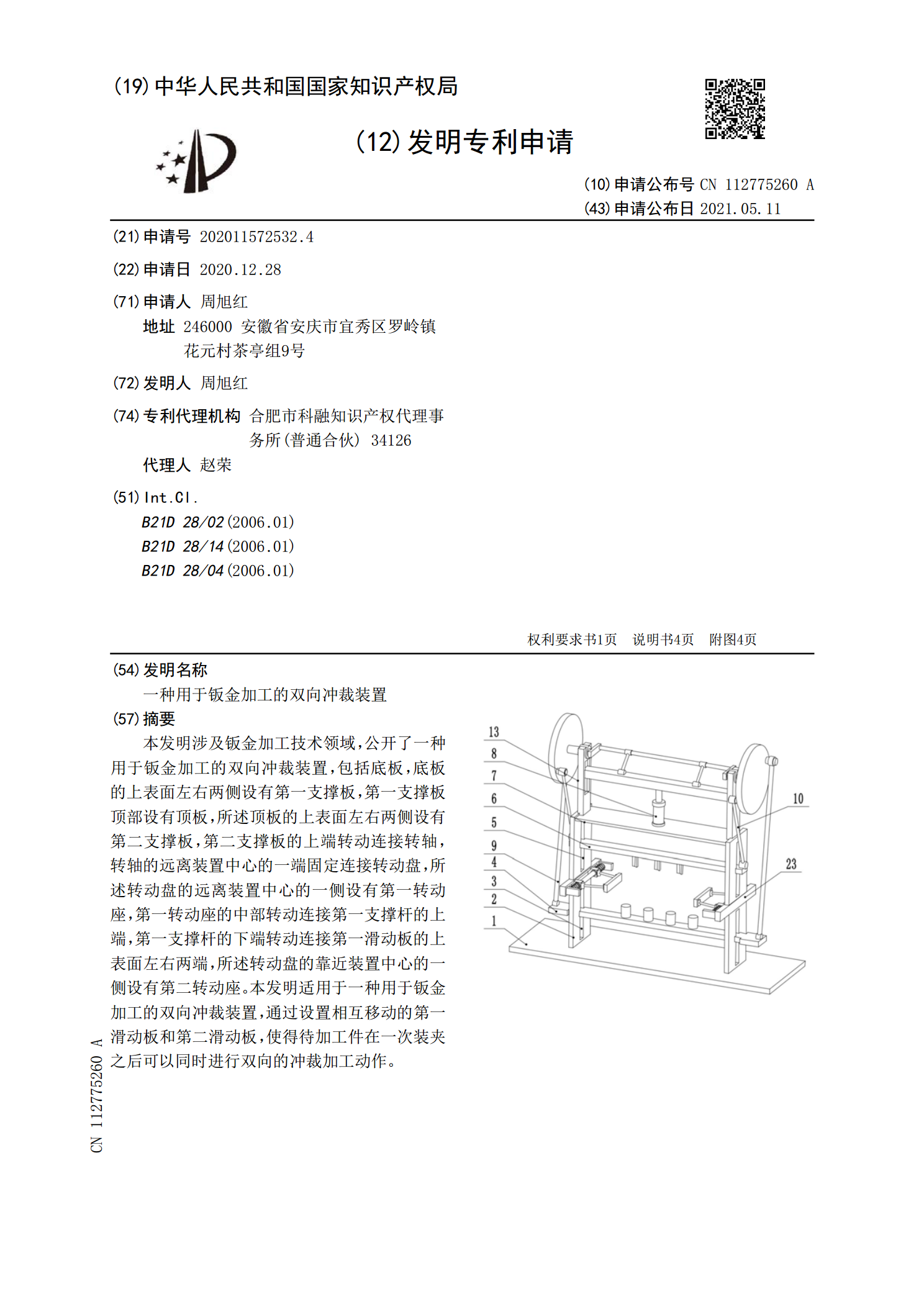
本发明涉及钣金加工技术领域,公开了一种用于钣金加工的双向冲裁装置,包括底板,底板的上表面左右两侧设有第一支撑板,第一支撑板顶部设有顶板,所述顶板的上表面左右两侧设有第二支撑板,第二支撑板的上端转动连接转轴,转轴的远离装置中心的一端固定连接转动盘,所述转动盘的远离装置中心的一侧设有第一转动座,第一转动座的中部转动连接第一支撑杆的上端,第一支撑杆的下端转动连接第一滑动板的上表面左右两端,所述转动盘的靠近装置中心的一侧设有第二转动座。本发明适用于一种用于钣金加工的双向冲裁装置,通过设置相互移动的第一滑动板和第二
一种用于数控裁断机的旋转冲裁装置.pdf
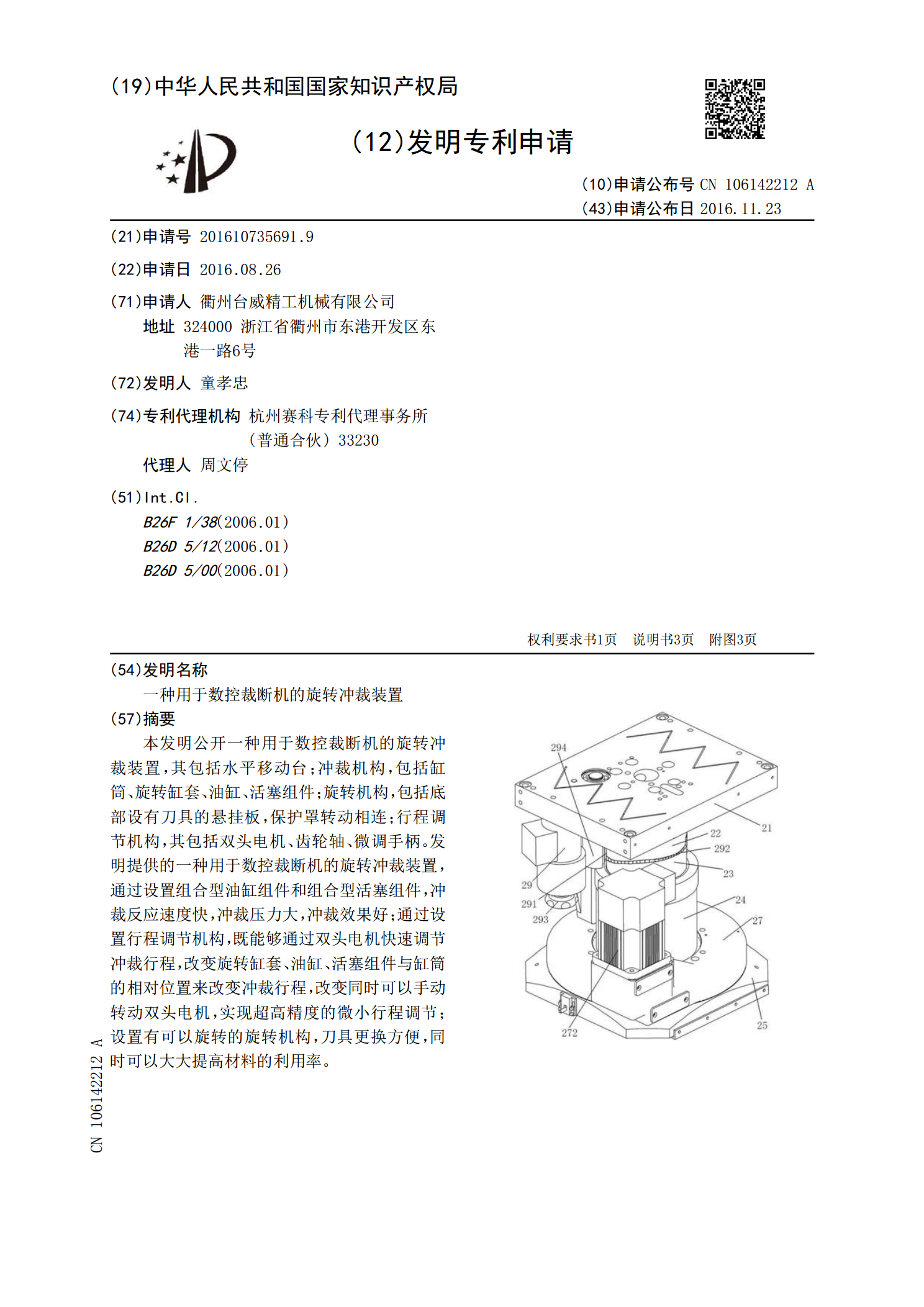
本发明公开一种用于数控裁断机的旋转冲裁装置,其包括水平移动台;冲裁机构,包括缸筒、旋转缸套、油缸、活塞组件;旋转机构,包括底部设有刀具的悬挂板,保护罩转动相连;行程调节机构,其包括双头电机、齿轮轴、微调手柄。发明提供的一种用于数控裁断机的旋转冲裁装置,通过设置组合型油缸组件和组合型活塞组件,冲裁反应速度快,冲裁压力大,冲裁效果好;通过设置行程调节机构,既能够通过双头电机快速调节冲裁行程,改变旋转缸套、油缸、活塞组件与缸筒的相对位置来改变冲裁行程,改变同时可以手动转动双头电机,实现超高精度的微小行程调节;设

一种鞋底冲裁装置.pdf
本发明提供一种鞋底冲裁装置,属于鞋业加工技术领域。它包括左端面凸轮、右端面凸轮、下冲模、上冲模,左端面凸轮和右端面凸轮可滑动设置在导向座上,丝杆的左螺纹段和右螺纹段的旋向相反,丝杆的左螺纹段和左丝杆螺母螺纹连接,丝杆的右螺纹段和右丝杆螺母螺纹连接,转盘设置在丝杆的一侧,手柄设置在转盘上,导套可上下滑动设置在导杆上,上冲裁支座固定在导套上,支承弹簧的上端和导套贴合,下端和支承底座贴合,上冲模安装支座和上冲裁支座通过定位销定位,并通过连接螺钉连接,上冲模安装在上冲模安装支座上。本发明快速实现对鞋底的冲裁,鞋底