
一种磁流变弹性体砂轮及其制备方法.pdf

丹烟****魔王


1/9

2/9

3/9

4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种磁流变弹性体砂轮及其制备方法.pdf
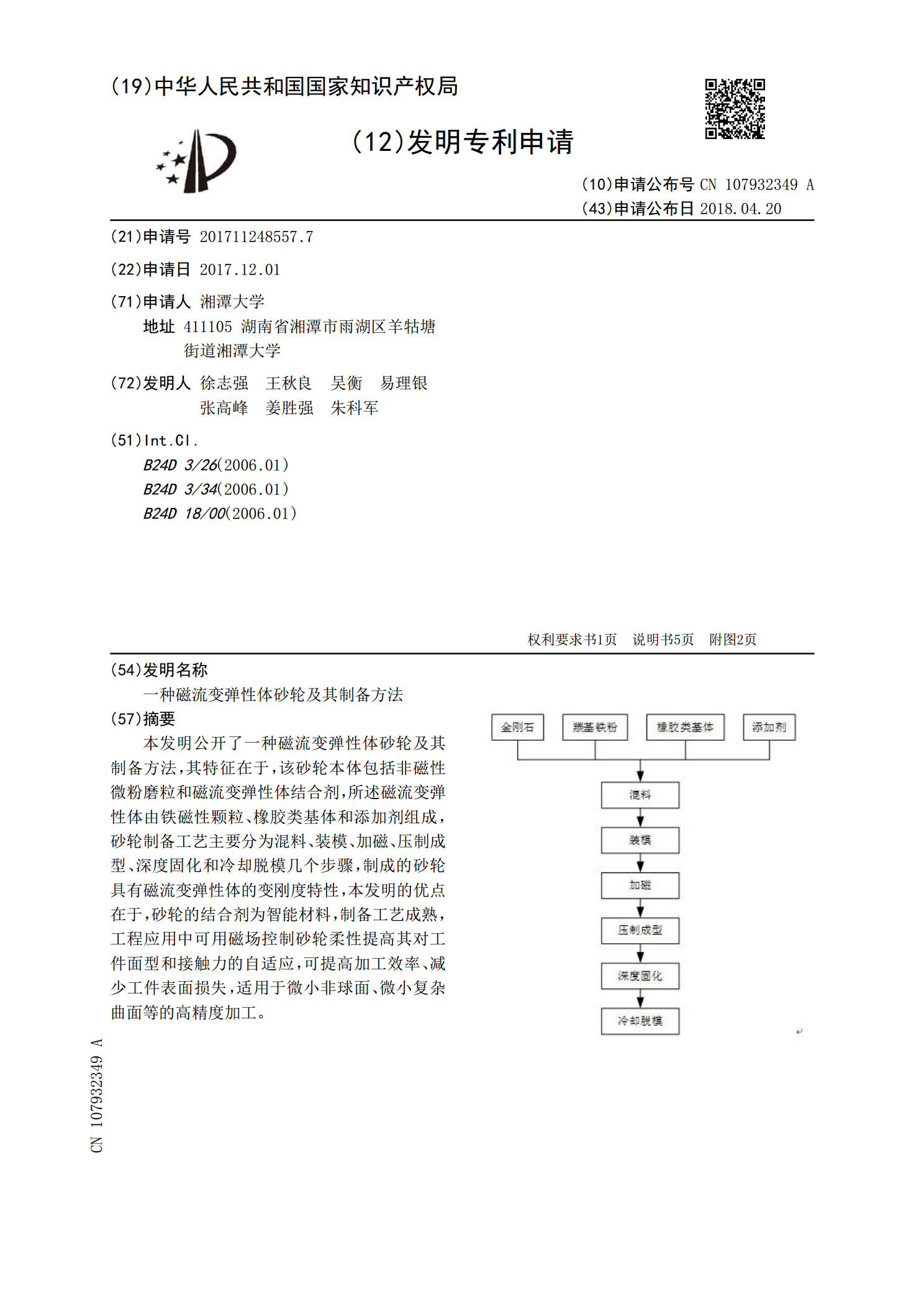
本发明公开了一种磁流变弹性体砂轮及其制备方法,其特征在于,该砂轮本体包括非磁性微粉磨粒和磁流变弹性体结合剂,所述磁流变弹性体由铁磁性颗粒、橡胶类基体和添加剂组成,砂轮制备工艺主要分为混料、装模、加磁、压制成型、深度固化和冷却脱模几个步骤,制成的砂轮具有磁流变弹性体的变刚度特性,本发明的优点在于,砂轮的结合剂为智能材料,制备工艺成熟,工程应用中可用磁场控制砂轮柔性提高其对工件面型和接触力的自适应,可提高加工效率、减少工件表面损失,适用于微小非球面、微小复杂曲面等的高精度加工。
一种磨料颗粒复合磁流变弹性体制备装置及方法.pdf
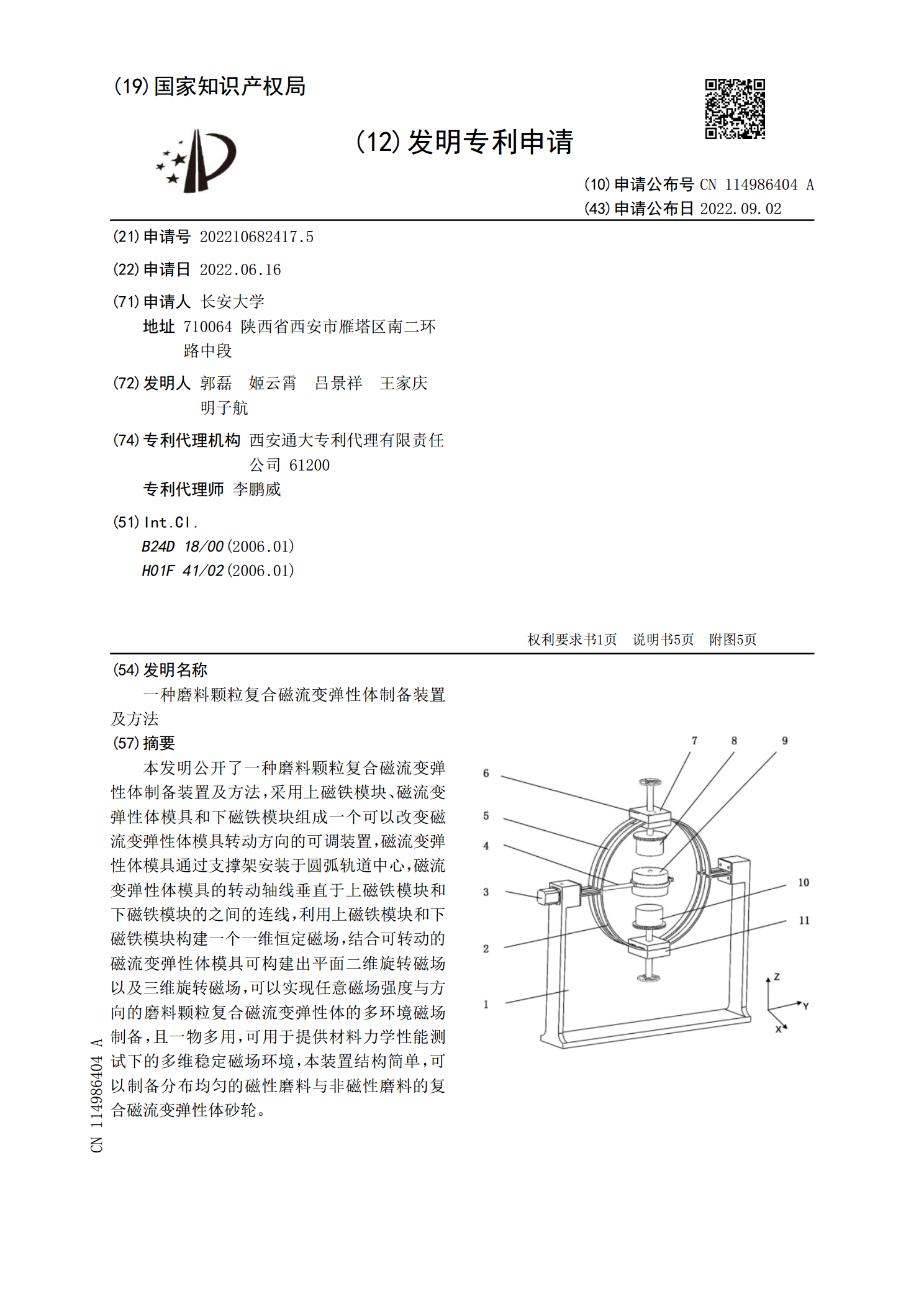
本发明公开了一种磨料颗粒复合磁流变弹性体制备装置及方法,采用上磁铁模块、磁流变弹性体模具和下磁铁模块组成一个可以改变磁流变弹性体模具转动方向的可调装置,磁流变弹性体模具通过支撑架安装于圆弧轨道中心,磁流变弹性体模具的转动轴线垂直于上磁铁模块和下磁铁模块的之间的连线,利用上磁铁模块和下磁铁模块构建一个一维恒定磁场,结合可转动的磁流变弹性体模具可构建出平面二维旋转磁场以及三维旋转磁场,可以实现任意磁场强度与方向的磨料颗粒复合磁流变弹性体的多环境磁场制备,且一物多用,可用于提供材料力学性能测试下的多维稳定磁场环

磁流变弹性体的制备及其磁致传感特性研究的任务书.docx
磁流变弹性体的制备及其磁致传感特性研究的任务书任务书一、任务背景磁流变弹性体是一种具有特殊性质的材料,其磁致变形能力优异,可根据外界磁场的变化而产生弹性形变,因而具有广泛的应用前景。目前,磁流变弹性体的制备方法繁多,但仍存在许多技术难题,如材料结构与应力分析、制备工艺优化、性能测试等方面需要进一步研究。因此,本次研究旨在对磁流变弹性体进行制备及其磁致传感特性的研究,以期提高材料的性能和优化其应用效果。二、任务目标1.研究磁流变弹性体的结构与性能:对磁流变弹性体的微观结构、磁致变形机理、应力分析等方面进行探

一种自修整磁流变柔性抛光砂轮及其磨抛方法.pdf
本发明涉及一种自修整磁流变柔性抛光砂轮及其磨抛方法,包括固定环、内齿轮、砂轮环、齿轮轴、同步旋转齿轮、行星齿轮、旋转轴和圆柱体永磁铁,旋转轴装设在砂轮环内,圆柱体永磁铁装设在旋转轴下端所设的通孔内,内齿轮装设在砂轮环的上部,固定环装设在内齿轮的顶部,固定环固定在机床上,砂轮接口装设在砂轮环及固定环的顶部,砂轮接口与砂轮环连接,砂轮接口上设有外齿轮,齿轮轴装设在砂轮接口上,行星齿轮装设在齿轮轴上,同步旋转齿轮装设在旋转轴上端,行星齿轮与砂轮接口所设的外齿轮啮合,同步旋转齿轮及行星齿轮与内齿轮啮合。本发明实现

一种复合磁敏弹性体及其制备方法.pdf
本发明公开了一种复合磁敏弹性体及其制备方法,所述方法为:首先将形状记忆合金丝缠绕成螺旋结构放置于模具中,留出形状记忆合金丝的端头作为通电接头;然后将磁敏颗粒和弹性基体按照一定比例充分混合均匀形成的未固化的磁敏弹性体注入所述模具中,并进行抽真空处理;最后在一定温度条件下进行固化,使整个形状记忆合金丝螺旋结构镶嵌于磁敏弹性体内部。该方法制得的复合磁敏弹性体在外加电场的作用下,能通过产生的焦耳热调控形状记忆合金丝螺旋结构的吸震特性,螺旋结构产生的磁场可以作为磁敏弹性体的激励磁场,相应的改变磁敏弹性体的力学性能,