
一种方便调节的轴夹持装置.pdf

猫巷****熙柔

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种方便调节的轴夹持装置.pdf
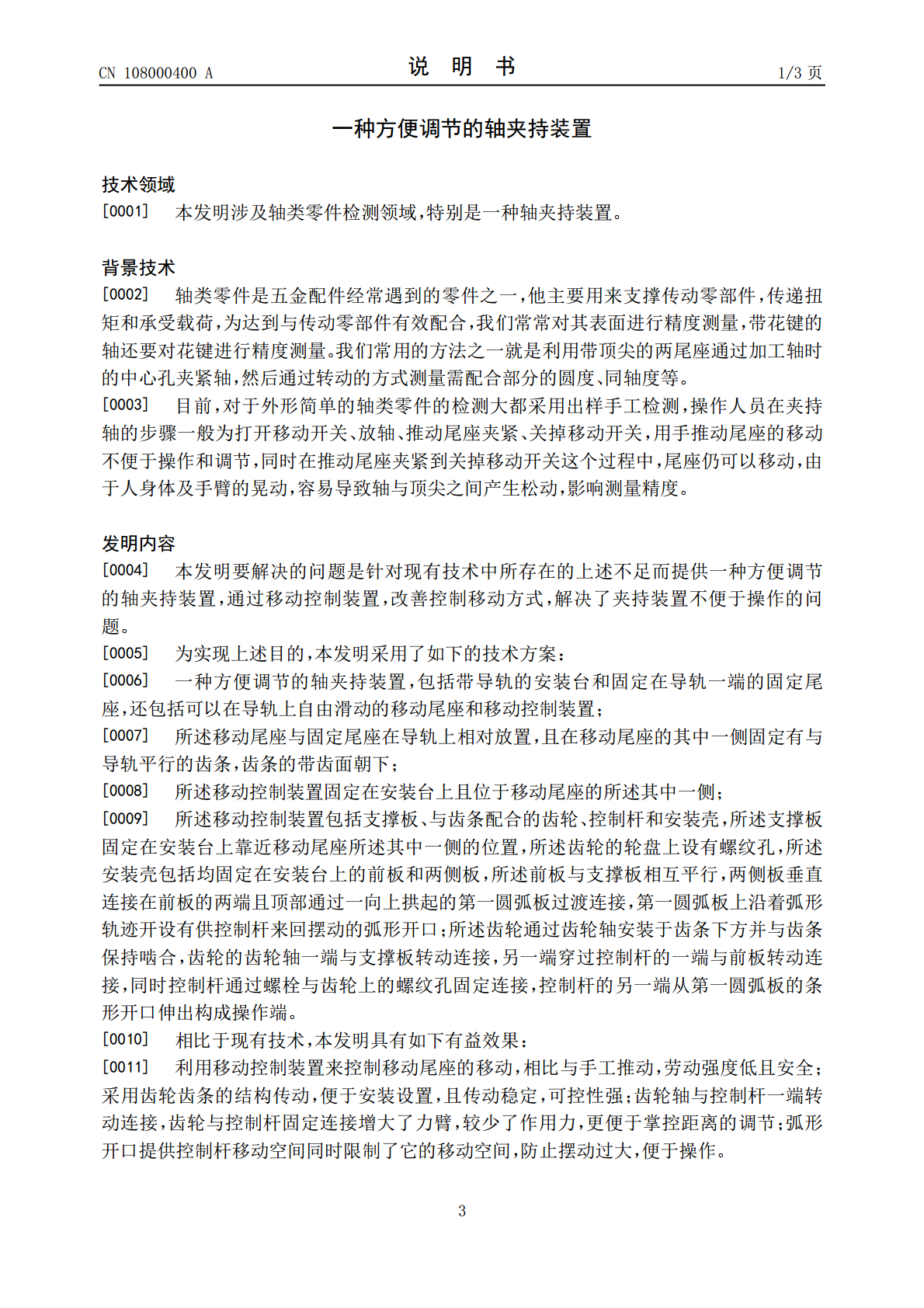
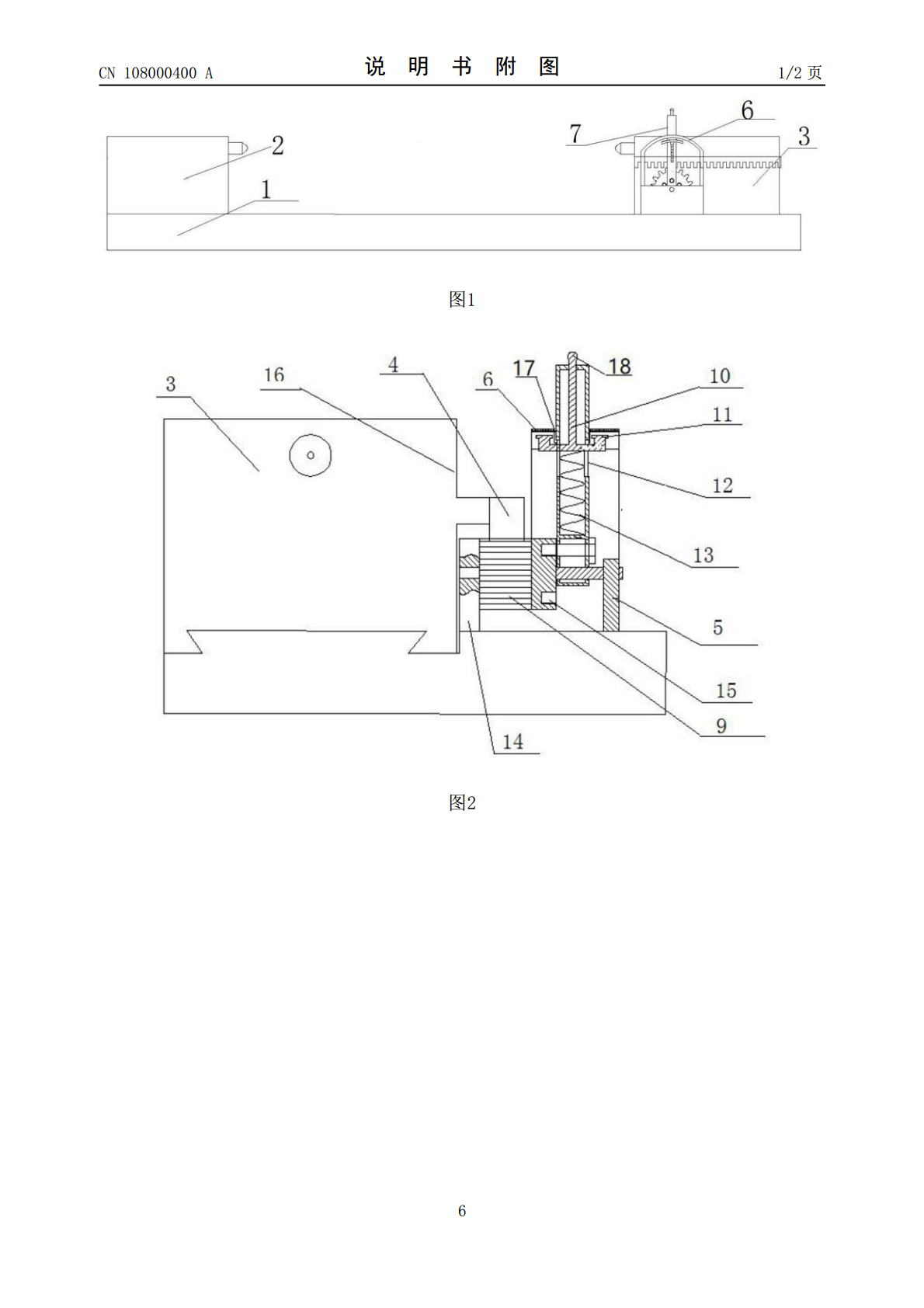
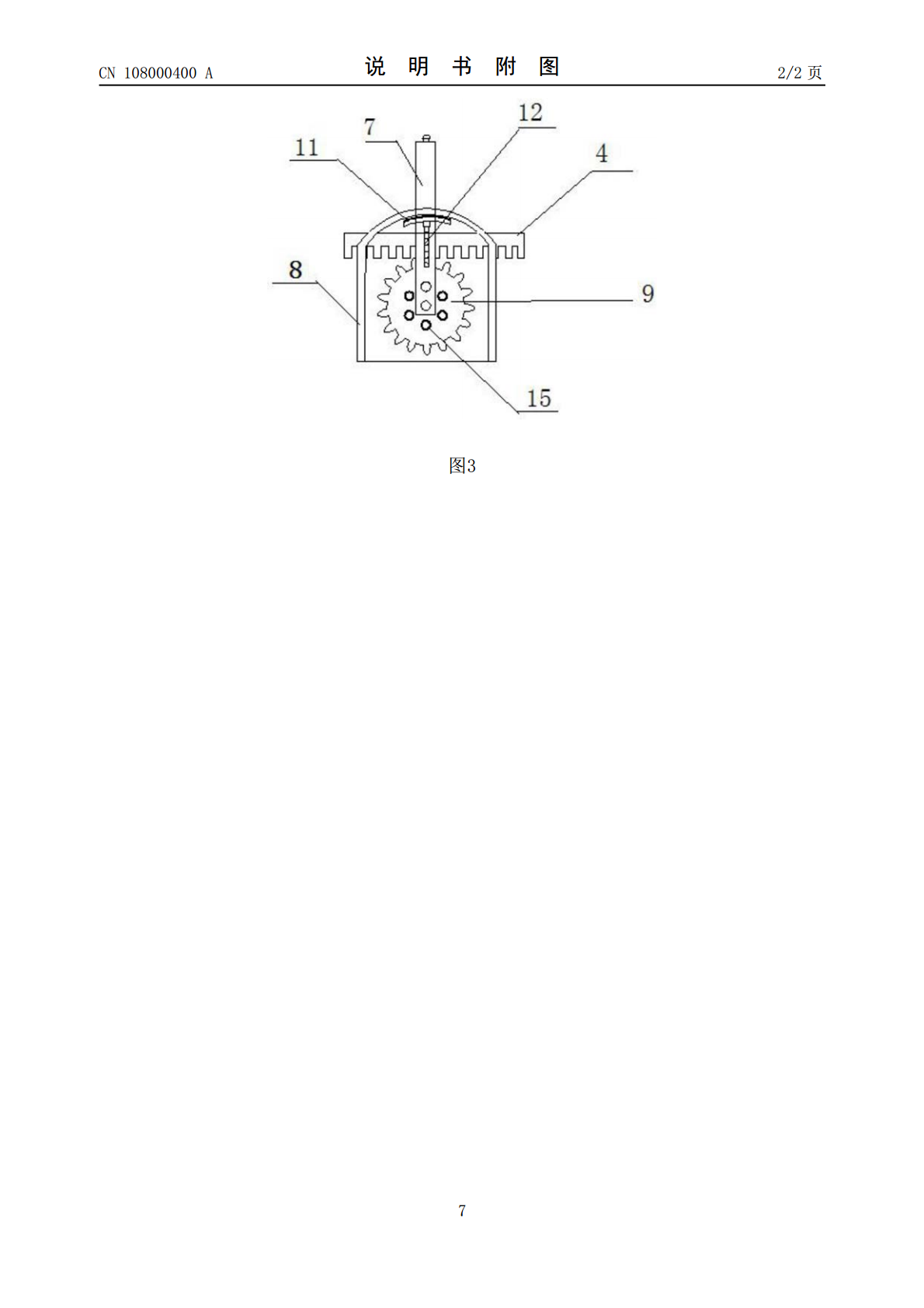
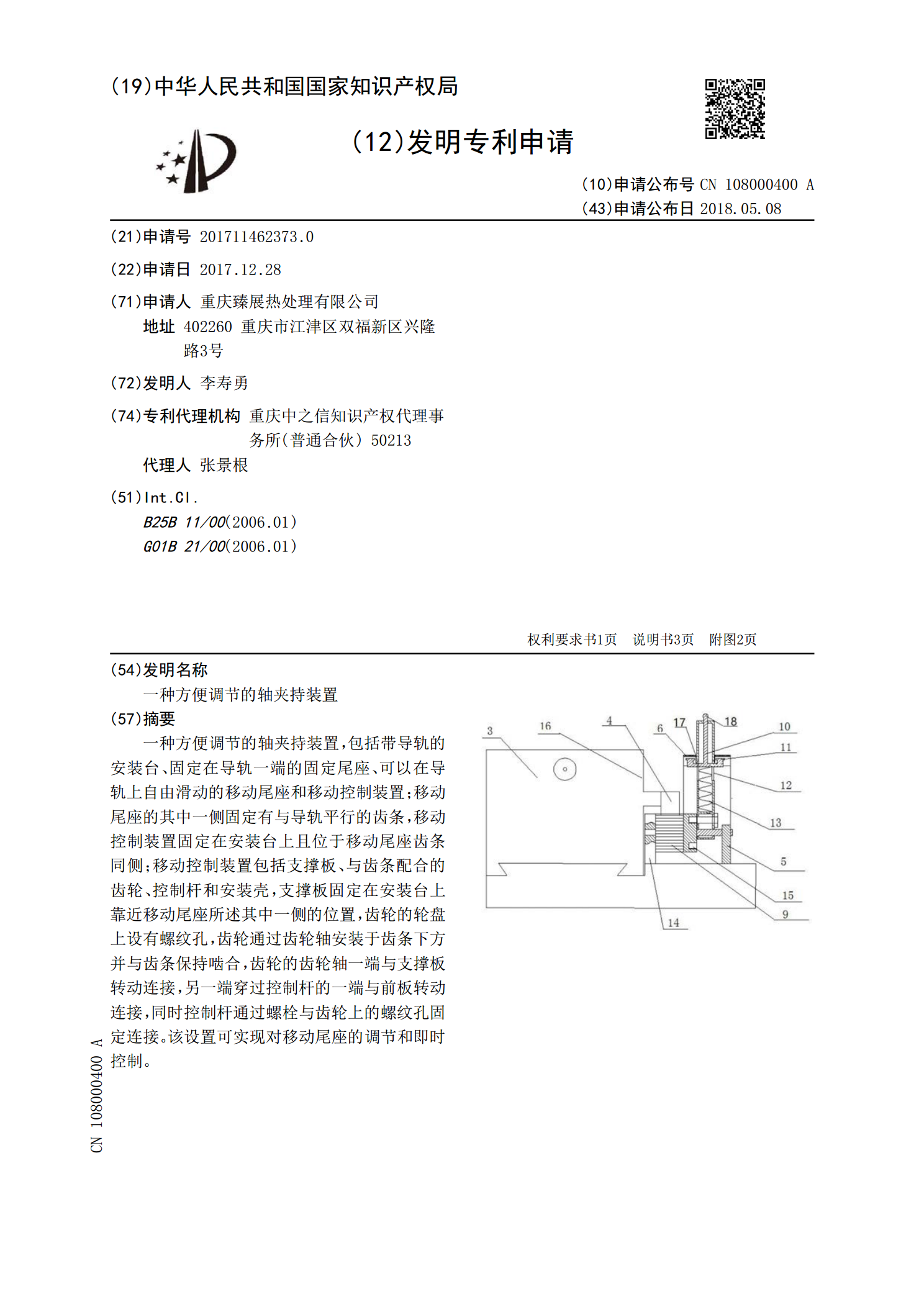
一种方便调节的轴夹持装置,包括带导轨的安装台、固定在导轨一端的固定尾座、可以在导轨上自由滑动的移动尾座和移动控制装置;移动尾座的其中一侧固定有与导轨平行的齿条,移动控制装置固定在安装台上且位于移动尾座齿条同侧;移动控制装置包括支撑板、与齿条配合的齿轮、控制杆和安装壳,支撑板固定在安装台上靠近移动尾座所述其中一侧的位置,齿轮的轮盘上设有螺纹孔,齿轮通过齿轮轴安装于齿条下方并与齿条保持啮合,齿轮的齿轮轴一端与支撑板转动连接,另一端穿过控制杆的一端与前板转动连接,同时控制杆通过螺栓与齿轮上的螺纹孔固定连接。该设
一种稳固并方便调节的消防水带用夹持装置.pdf
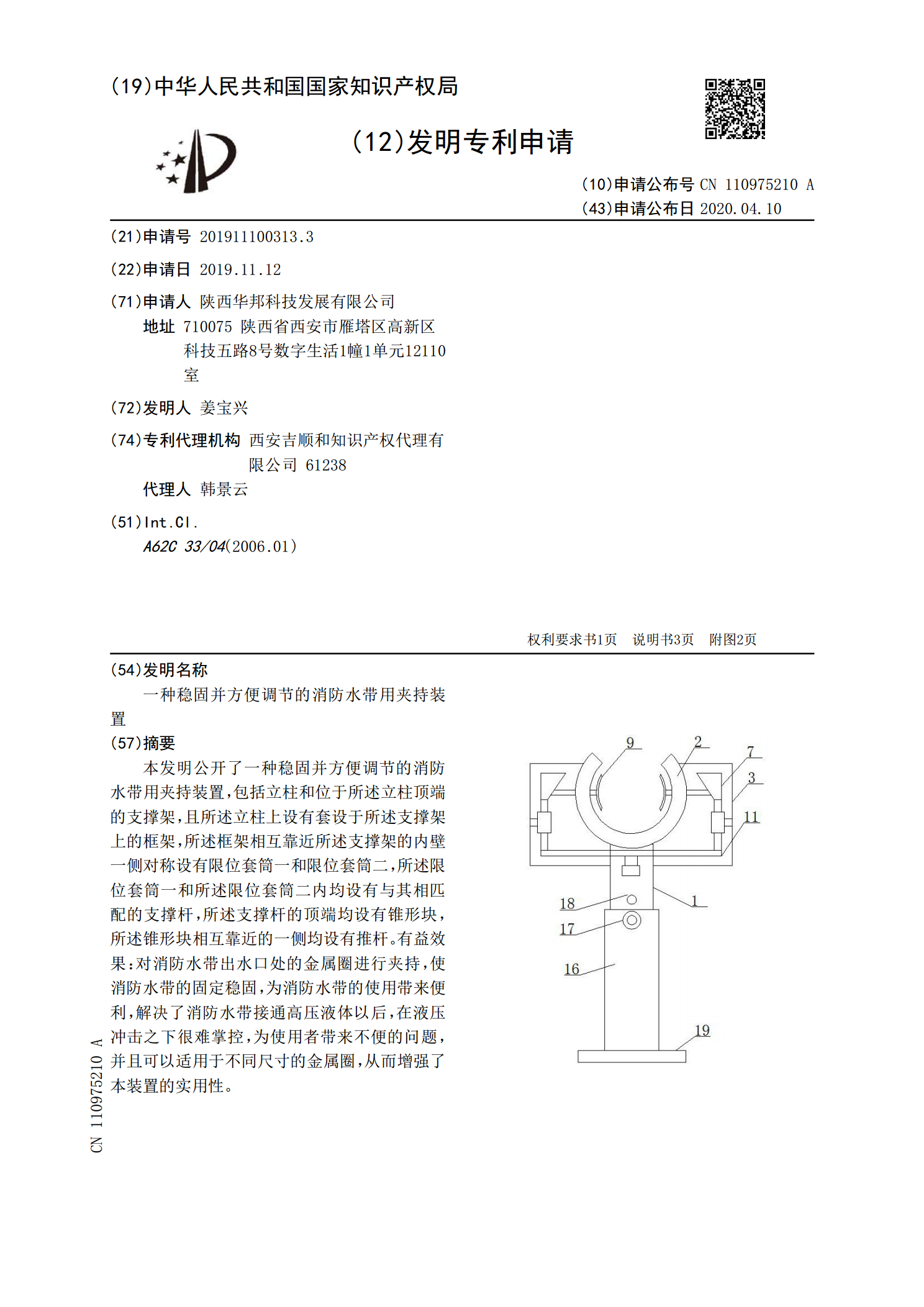
本发明公开了一种稳固并方便调节的消防水带用夹持装置,包括立柱和位于所述立柱顶端的支撑架,且所述立柱上设有套设于所述支撑架上的框架,所述框架相互靠近所述支撑架的内壁一侧对称设有限位套筒一和限位套筒二,所述限位套筒一和所述限位套筒二内均设有与其相匹配的支撑杆,所述支撑杆的顶端均设有锥形块,所述锥形块相互靠近的一侧均设有推杆。有益效果:对消防水带出水口处的金属圈进行夹持,使消防水带的固定稳固,为消防水带的使用带来便利,解决了消防水带接通高压液体以后,在液压冲击之下很难掌控,为使用者带来不便的问题,并且可以适用于
一种方便夹持的钓鱼支撑装置.pdf
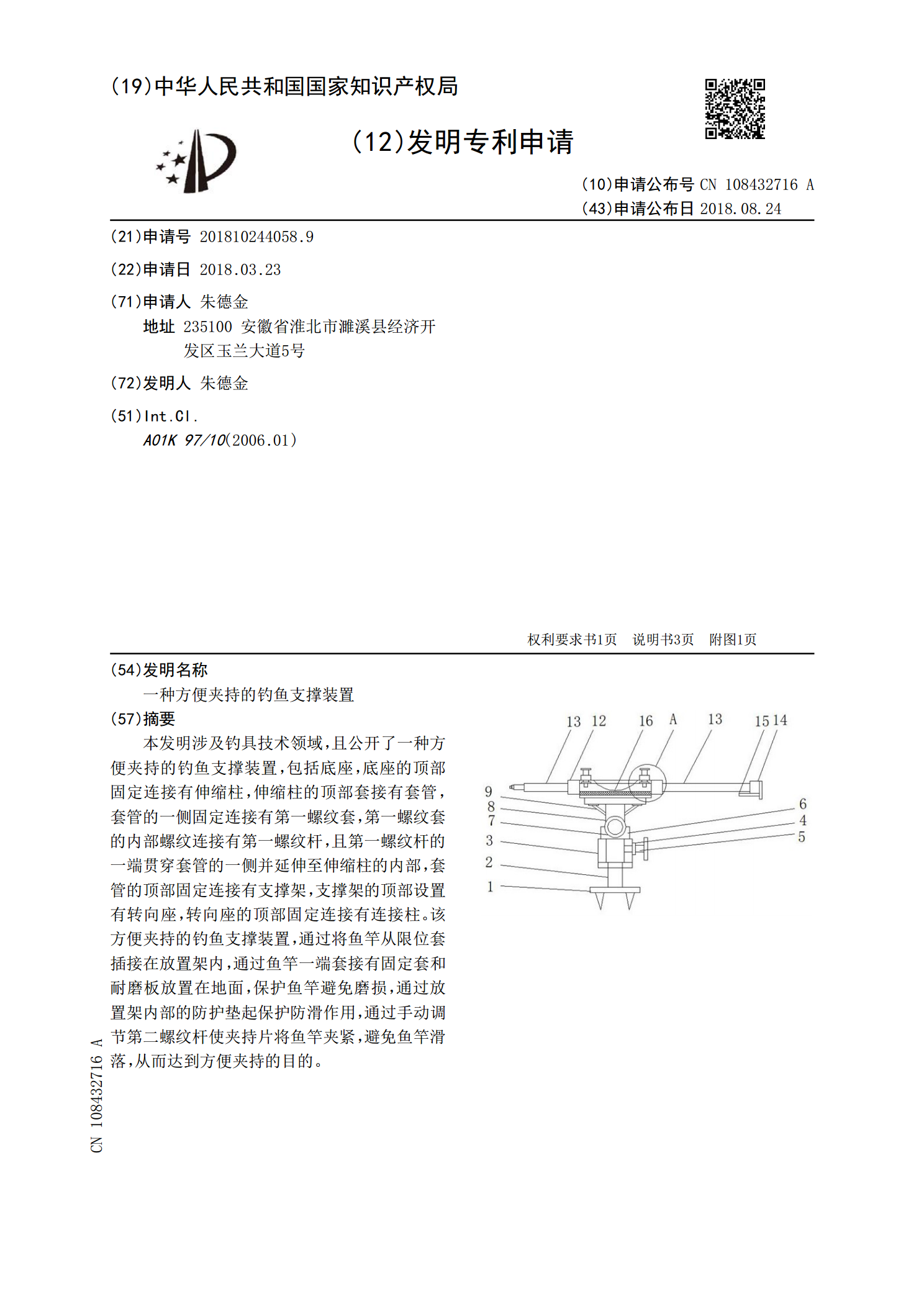
本发明涉及钓具技术领域,且公开了一种方便夹持的钓鱼支撑装置,包括底座,底座的顶部固定连接有伸缩柱,伸缩柱的顶部套接有套管,套管的一侧固定连接有第一螺纹套,第一螺纹套的内部螺纹连接有第一螺纹杆,且第一螺纹杆的一端贯穿套管的一侧并延伸至伸缩柱的内部,套管的顶部固定连接有支撑架,支撑架的顶部设置有转向座,转向座的顶部固定连接有连接柱。该方便夹持的钓鱼支撑装置,通过将鱼竿从限位套插接在放置架内,通过鱼竿一端套接有固定套和耐磨板放置在地面,保护鱼竿避免磨损,通过放置架内部的防护垫起保护防滑作用,通过手动调节第二螺纹
一种方便调节角度的打磨五金工具用夹持装置.pdf
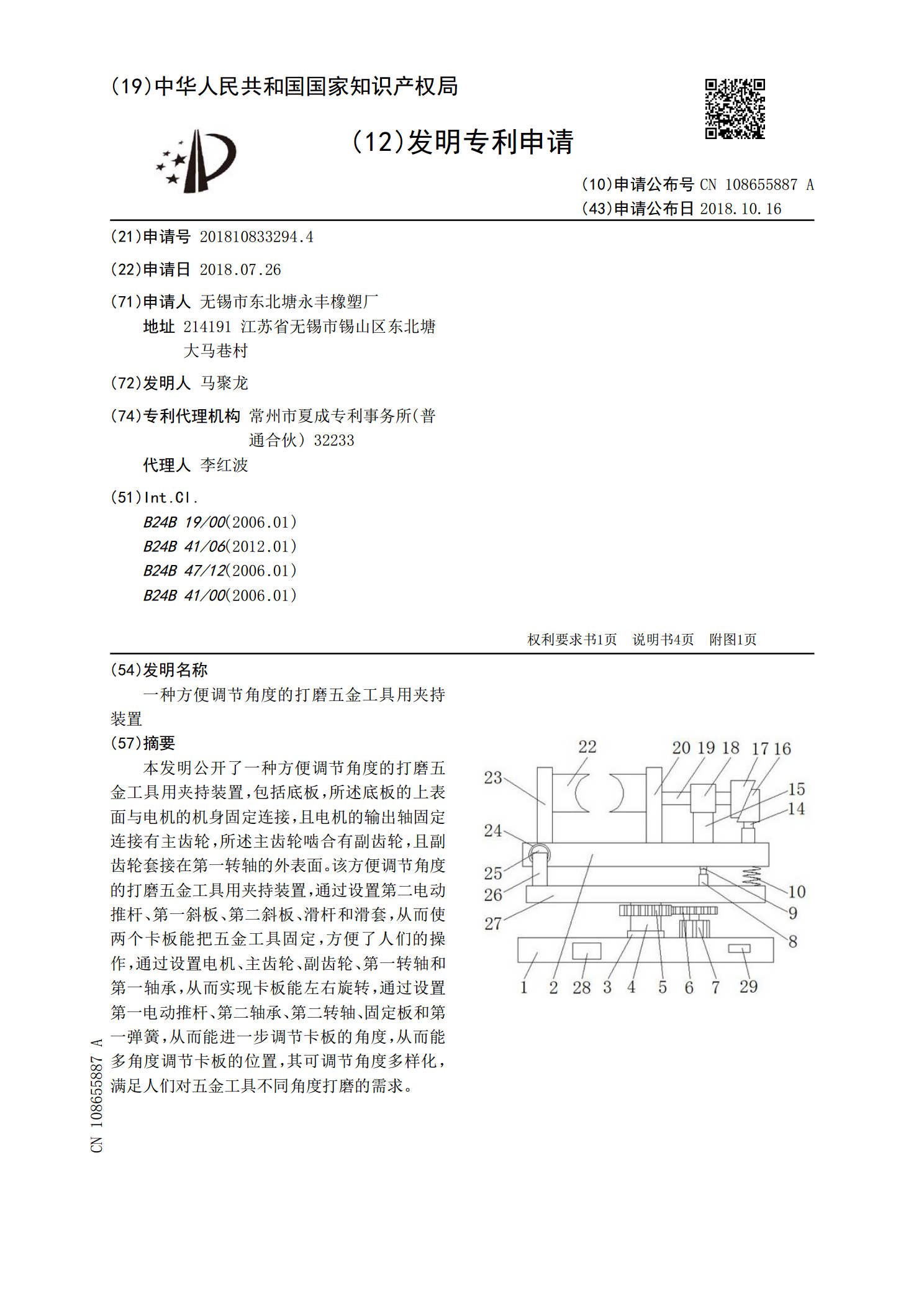
本发明公开了一种方便调节角度的打磨五金工具用夹持装置,包括底板,所述底板的上表面与电机的机身固定连接,且电机的输出轴固定连接有主齿轮,所述主齿轮啮合有副齿轮,且副齿轮套接在第一转轴的外表面。该方便调节角度的打磨五金工具用夹持装置,通过设置第二电动推杆、第一斜板、第二斜板、滑杆和滑套,从而使两个卡板能把五金工具固定,方便了人们的操作,通过设置电机、主齿轮、副齿轮、第一转轴和第一轴承,从而实现卡板能左右旋转,通过设置第一电动推杆、第二轴承、第二转轴、固定板和第一弹簧,从而能进一步调节卡板的角度,从而能多角度调
一种方便调节的焊接装置.pdf
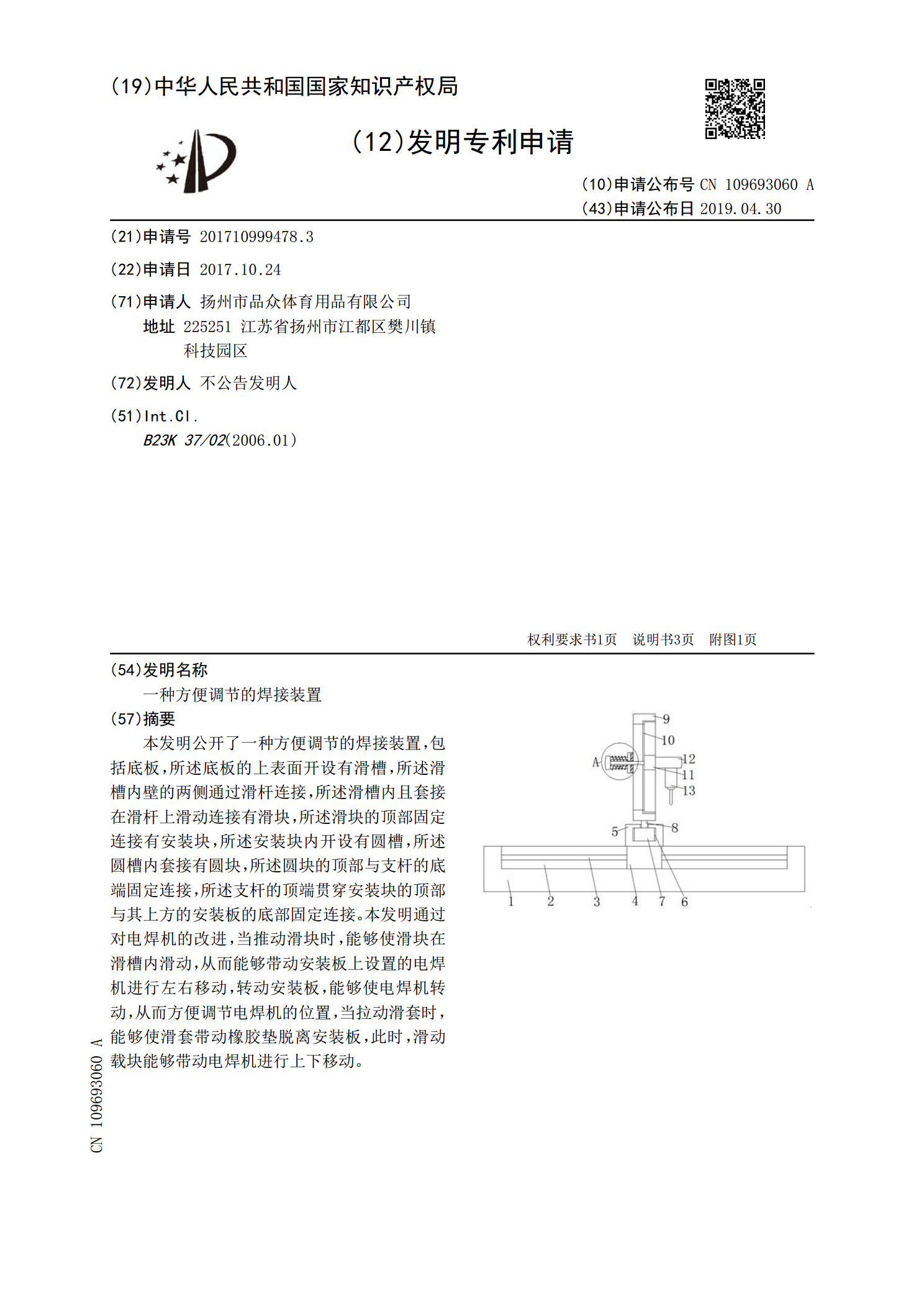
本发明公开了一种方便调节的焊接装置,包括底板,所述底板的上表面开设有滑槽,所述滑槽内壁的两侧通过滑杆连接,所述滑槽内且套接在滑杆上滑动连接有滑块,所述滑块的顶部固定连接有安装块,所述安装块内开设有圆槽,所述圆槽内套接有圆块,所述圆块的顶部与支杆的底端固定连接,所述支杆的顶端贯穿安装块的顶部与其上方的安装板的底部固定连接。本发明通过对电焊机的改进,当推动滑块时,能够使滑块在滑槽内滑动,从而能够带动安装板上设置的电焊机进行左右移动,转动安装板,能够使电焊机转动,从而方便调节电焊机的位置,当拉动滑套时,能够使滑