
调节级叶片定位夹具及利用夹具加工叶片汽道型线的方法.pdf

是丹****ni

1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
调节级叶片定位夹具及利用夹具加工叶片汽道型线的方法.pdf
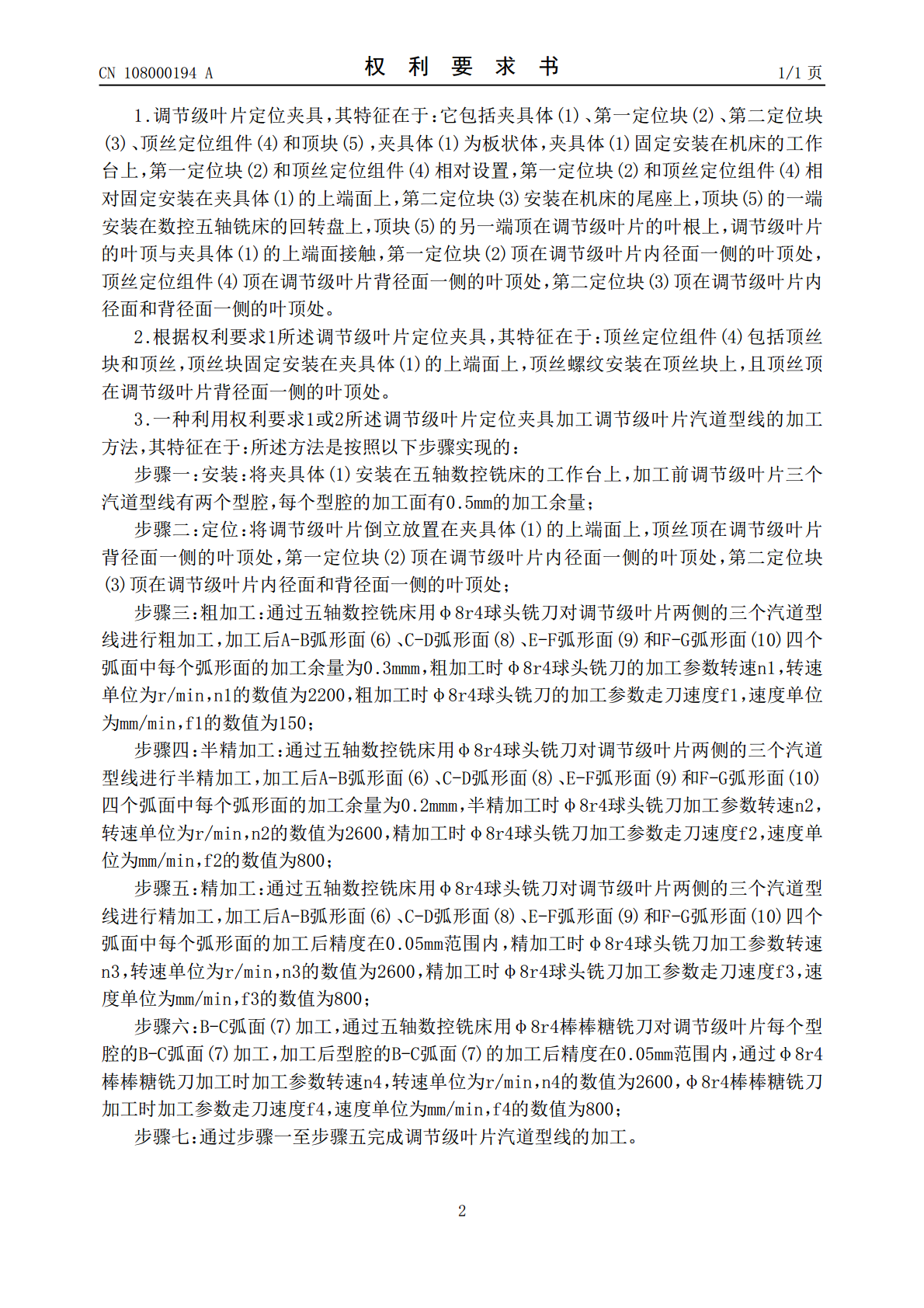
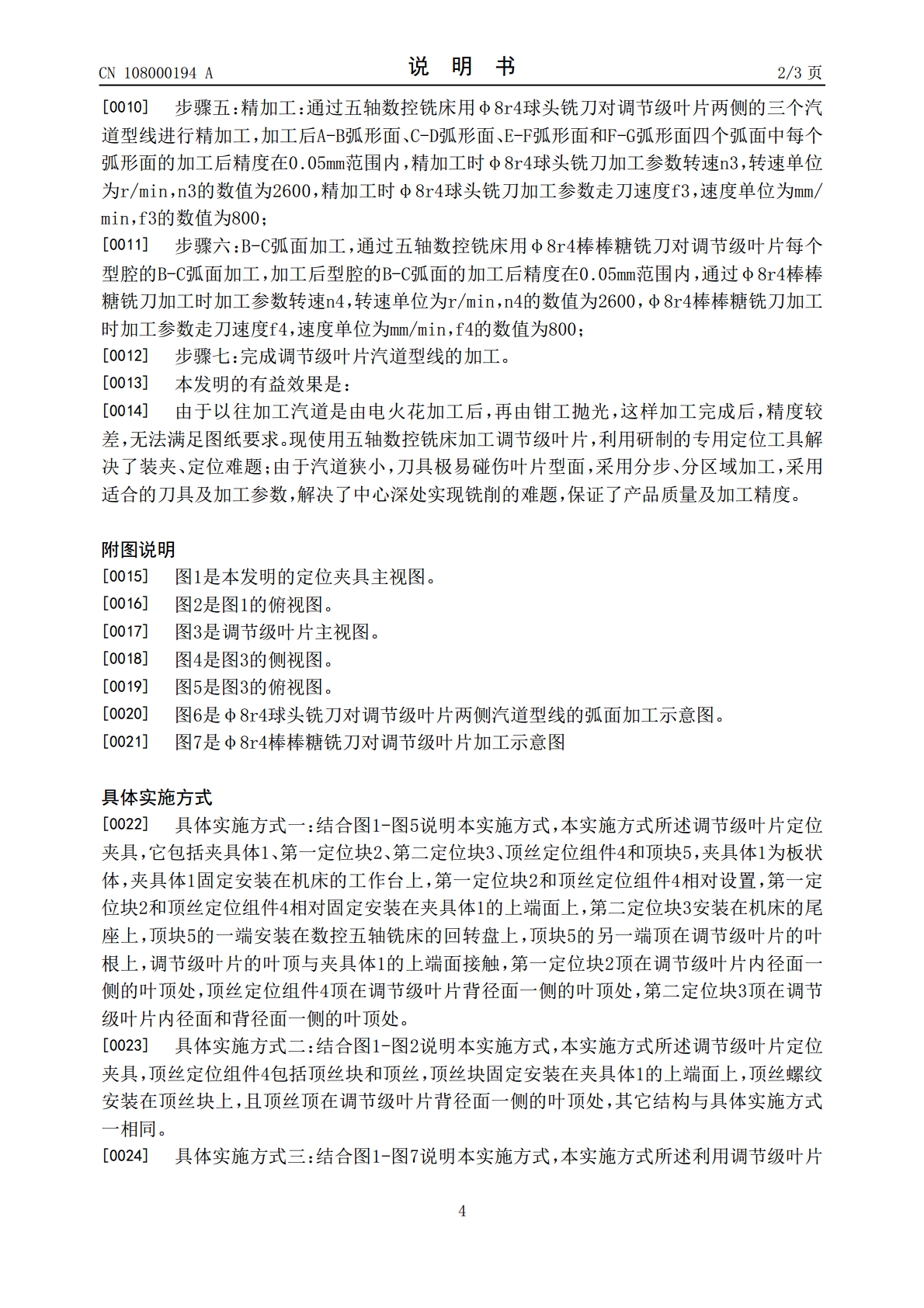
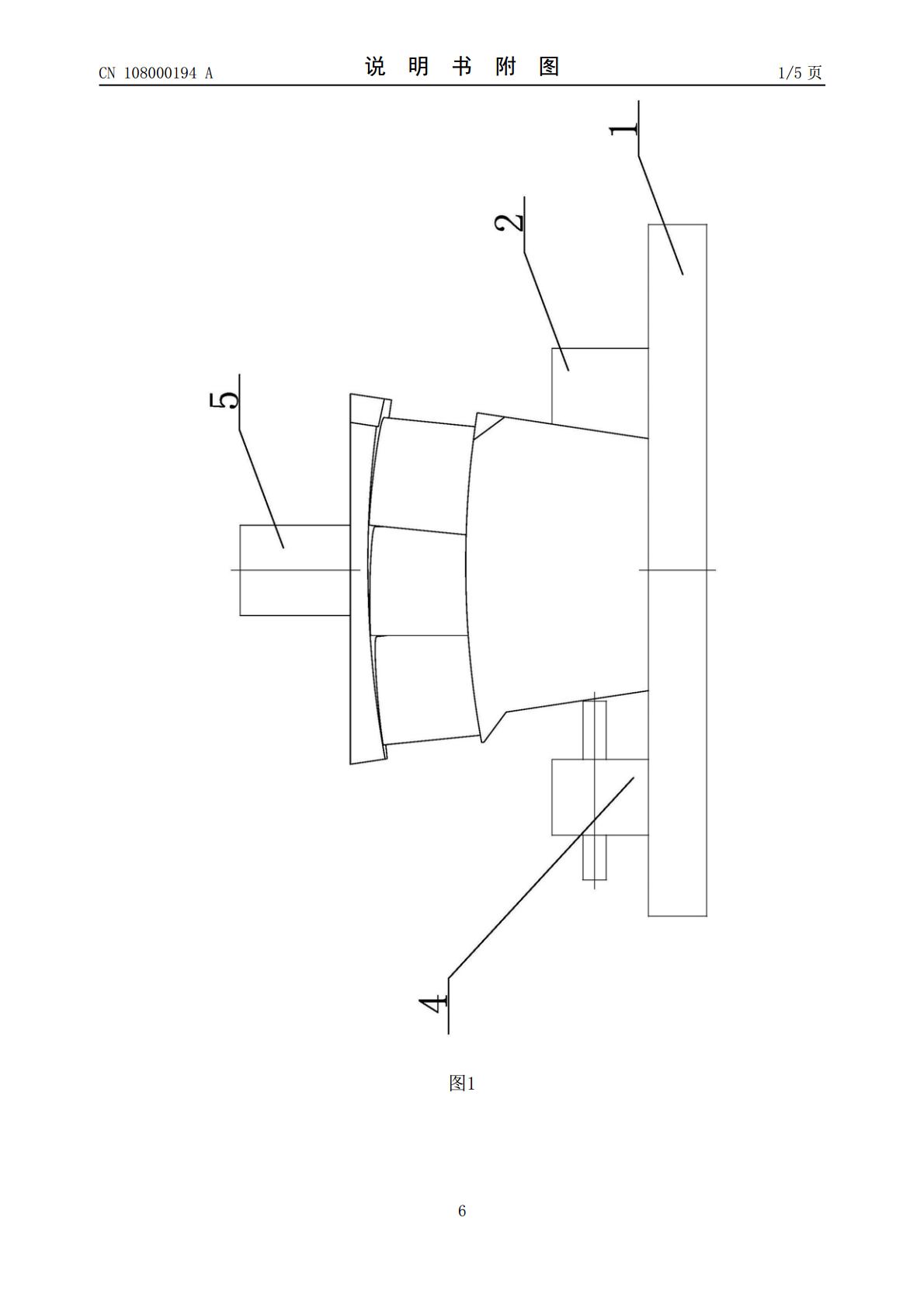
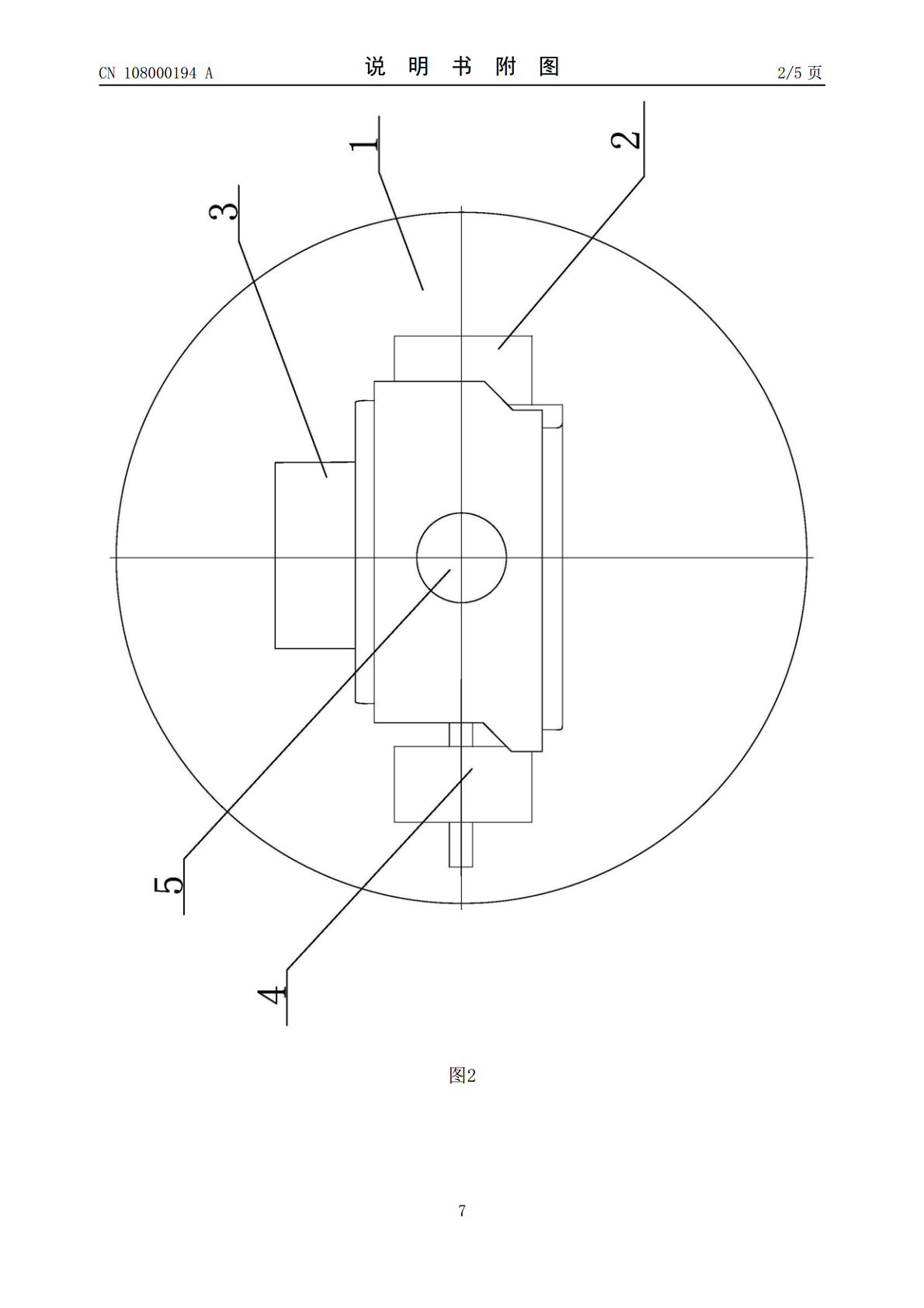
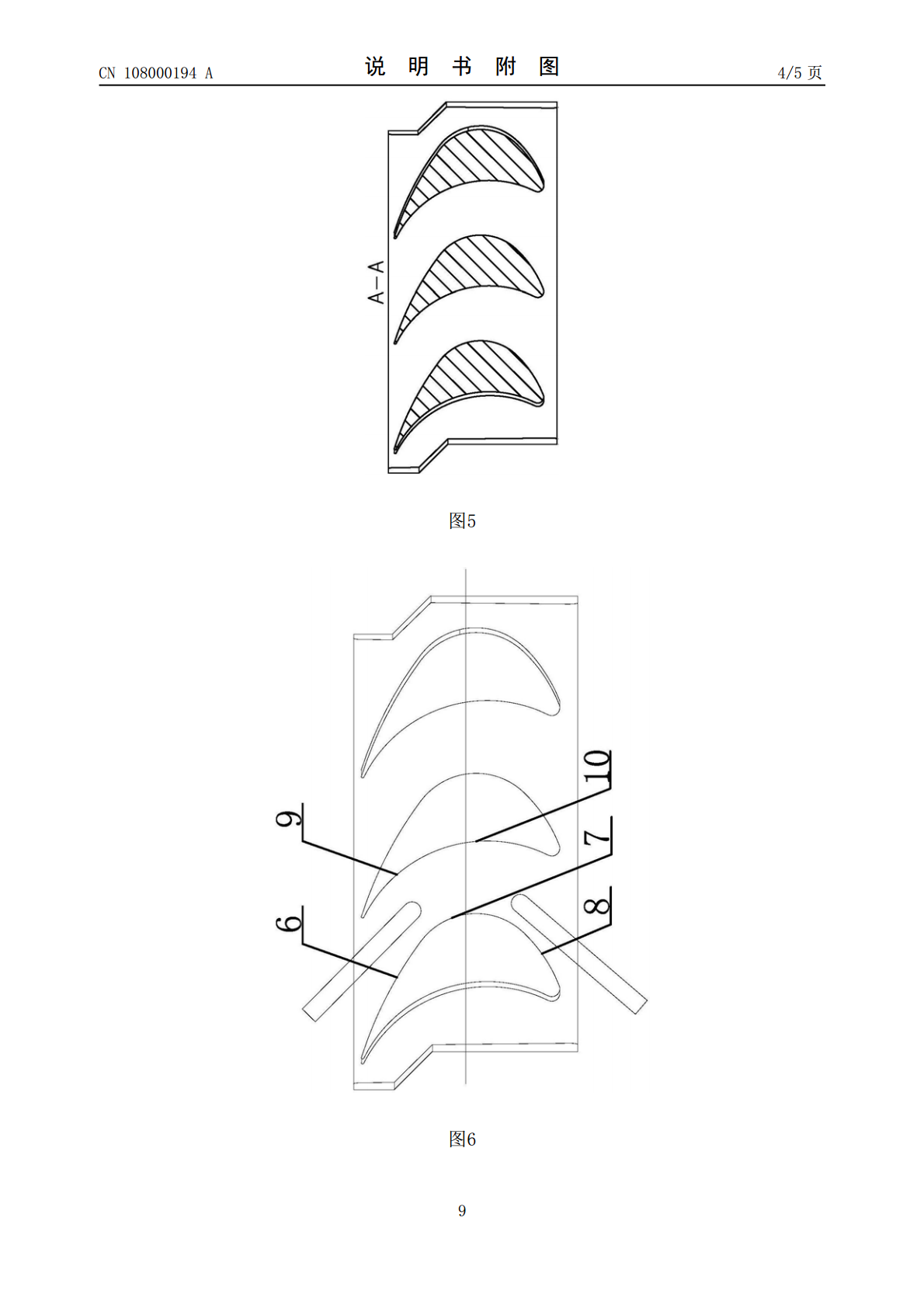
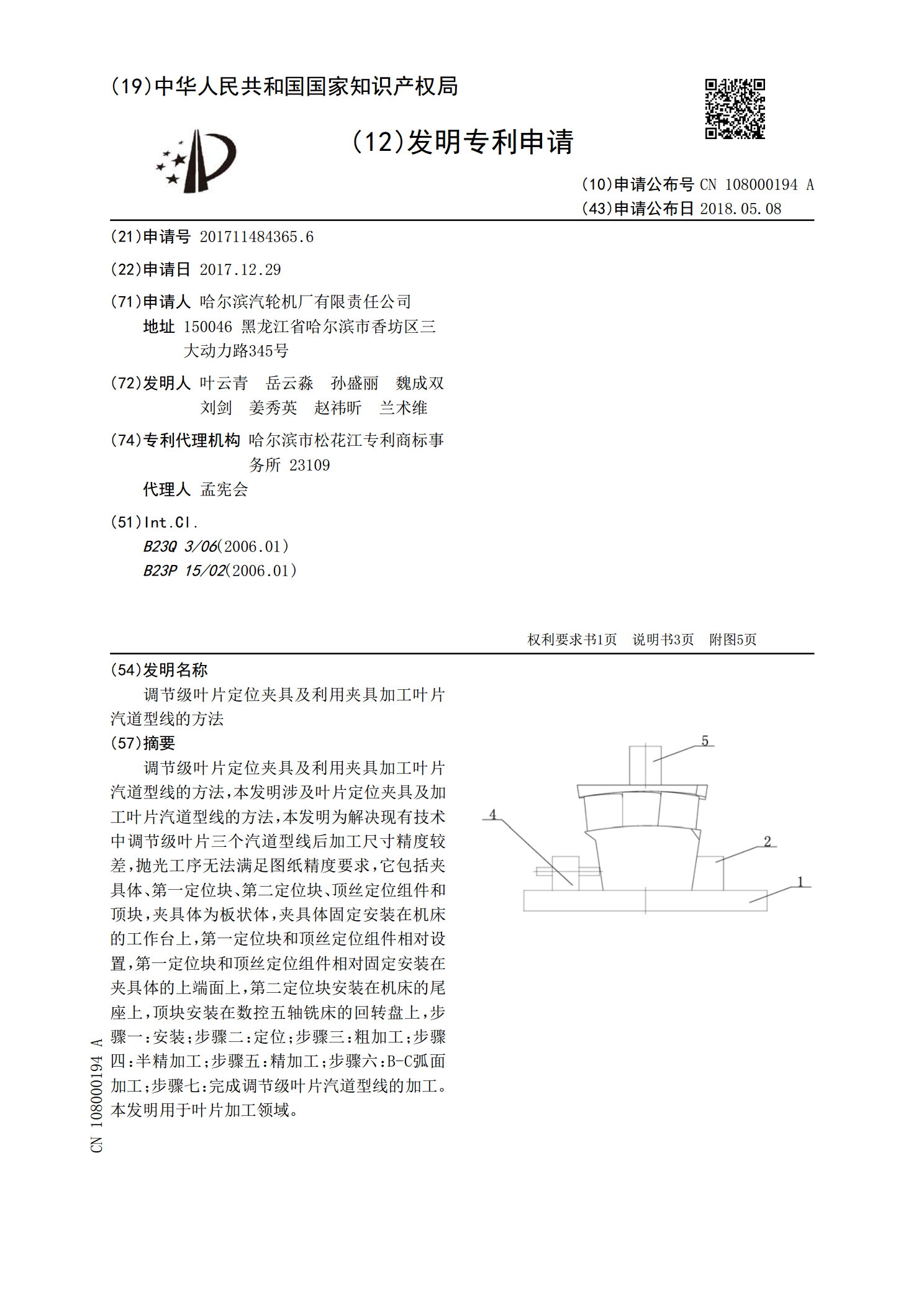
调节级叶片定位夹具及利用夹具加工叶片汽道型线的方法,本发明涉及叶片定位夹具及加工叶片汽道型线的方法,本发明为解决现有技术中调节级叶片三个汽道型线后加工尺寸精度较差,抛光工序无法满足图纸精度要求,它包括夹具体、第一定位块、第二定位块、顶丝定位组件和顶块,夹具体为板状体,夹具体固定安装在机床的工作台上,第一定位块和顶丝定位组件相对设置,第一定位块和顶丝定位组件相对固定安装在夹具体的上端面上,第二定位块安装在机床的尾座上,顶块安装在数控五轴铣床的回转盘上,步骤一:安装;步骤二:定位;步骤三:粗加工;步骤四:半精

叶片曲面定位夹具设计.docx
叶片曲面定位夹具设计摘要:针对叶身型面采用无余量精铸的静叶片只加工静叶片圆弧菱形榫头板并保证静叶片叶身型面与圆弧菱形榫头板的相互位置精度及尺寸精度设计制作专用定位夹具解决了加工静叶片圆弧菱形榫头板时的定位及装夹问题。Abstract:Forthestatorbladewithoutmargincastingusedinleafbodytypesurfacethispaperonlyprocessesthestationary
叶片曲面定位夹具设计.docx
叶片曲面定位夹具设计摘要:针对叶身型面采用无余量精铸的静叶片只加工静叶片圆弧菱形榫头板并保证静叶片叶身型面与圆弧菱形榫头板的相互位置精度及尺寸精度设计制作专用定位夹具解决了加工静叶片圆弧菱形榫头板时的定位及装夹问题。Abstract:Forthestatorbladewithoutmargincastingusedinleafbodytypesurfacethispaperonlyprocessesthestationary
叶片喷涂防护夹具、叶片喷涂防护方法.pdf
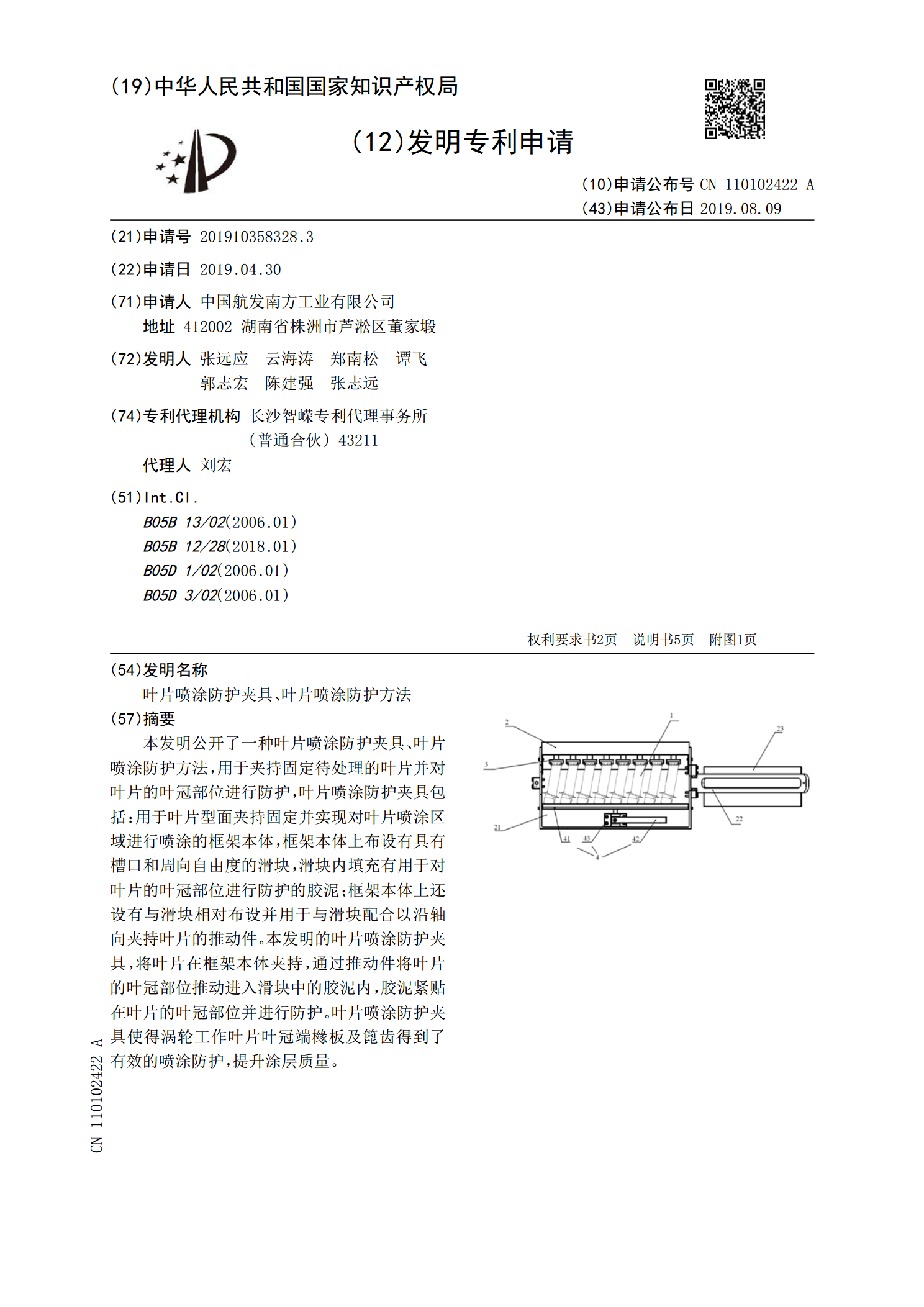
本发明公开了一种叶片喷涂防护夹具、叶片喷涂防护方法,用于夹持固定待处理的叶片并对叶片的叶冠部位进行防护,叶片喷涂防护夹具包括:用于叶片型面夹持固定并实现对叶片喷涂区域进行喷涂的框架本体,框架本体上布设有具有槽口和周向自由度的滑块,滑块内填充有用于对叶片的叶冠部位进行防护的胶泥;框架本体上还设有与滑块相对布设并用于与滑块配合以沿轴向夹持叶片的推动件。本发明的叶片喷涂防护夹具,将叶片在框架本体夹持,通过推动件将叶片的叶冠部位推动进入滑块中的胶泥内,胶泥紧贴在叶片的叶冠部位并进行防护。叶片喷涂防护夹具使得涡轮工

一种导叶片定位夹具.pdf
一种导叶片定位夹具,本发明涉及一种导叶片定位夹具,本发明为了解决现有技术中汽轮机导叶片装卡时夹具数量多容易丢失,以及浪费人力和操作繁琐的问题,所述夹具包括底板、定位滑块、铰链叉座、垫块和把紧件,所述夹具还包括压板和压头;压头的外表面设有第一压爪、第二压爪、第三压爪和第四压爪,压头设在压板上,定位滑块设在底板上,铰链叉座设在定位滑块顶端,压板与铰链叉座铰接,把紧件的下端与底板的上表面铰接,把紧件的顶端设在压板上,垫块设在压板下方底板的上表面上,本发明用于机械加工领域。