
一种钣金折弯定位工装.pdf

含秀****66


1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钣金折弯定位工装.pdf
本发明公开了一种钣金折弯定位工装,包含第一工装定位块、第二工装定位块、工装滑块、工装定位插销及滑座固定板,第二工装定位块固定于滑座固定板上且在第二工装定位块上开设有滑槽,在第二工装定位块表面还标注有滑槽长度标识;工装滑块嵌于滑槽中与第二工装定位块可拆卸连接,在工装滑块上开设有插销孔,第一工装定位块为齿轮状包含多个齿块且一个齿块为一种型号的折弯定位块,第一工装定位块的中心设有插销孔。本发明的钣金折弯定位工装可实现钣金的多种类、多尺寸折弯定位,通过旋转、移动等步骤就可实现钣金的不同类型的折弯定位,可保证折弯定

一种钣金面板折弯工装与折弯方法.pdf
本发明的一种钣金面板折弯工装与折弯方法,包括压线机构,所述压线机构一侧设有夹紧机构,所述夹紧机构包括直杆,所述直杆一侧固定设有两个滑动轴,所述滑动轴上滑动有三个吊置块,每个所述吊置块一侧螺纹啮合有夹紧螺杆,所述夹紧螺杆一侧固定连接有三根钢丝绳,每根所述钢丝绳另一侧固定连接在夹爪上,本发明通过压线装置预先对待处理的工件进行压线操作,利用夹爪穿过工件的孔眼,并将其缩紧,方便其折弯时进行固定,同时利用钢丝绳将三个夹爪间进行拉紧固定,保证工件的孔眼在折弯时具有一定的结构稳定性,使其在折弯时不容易发生弯曲形变,提高
钣金折弯流水加工装置.pdf
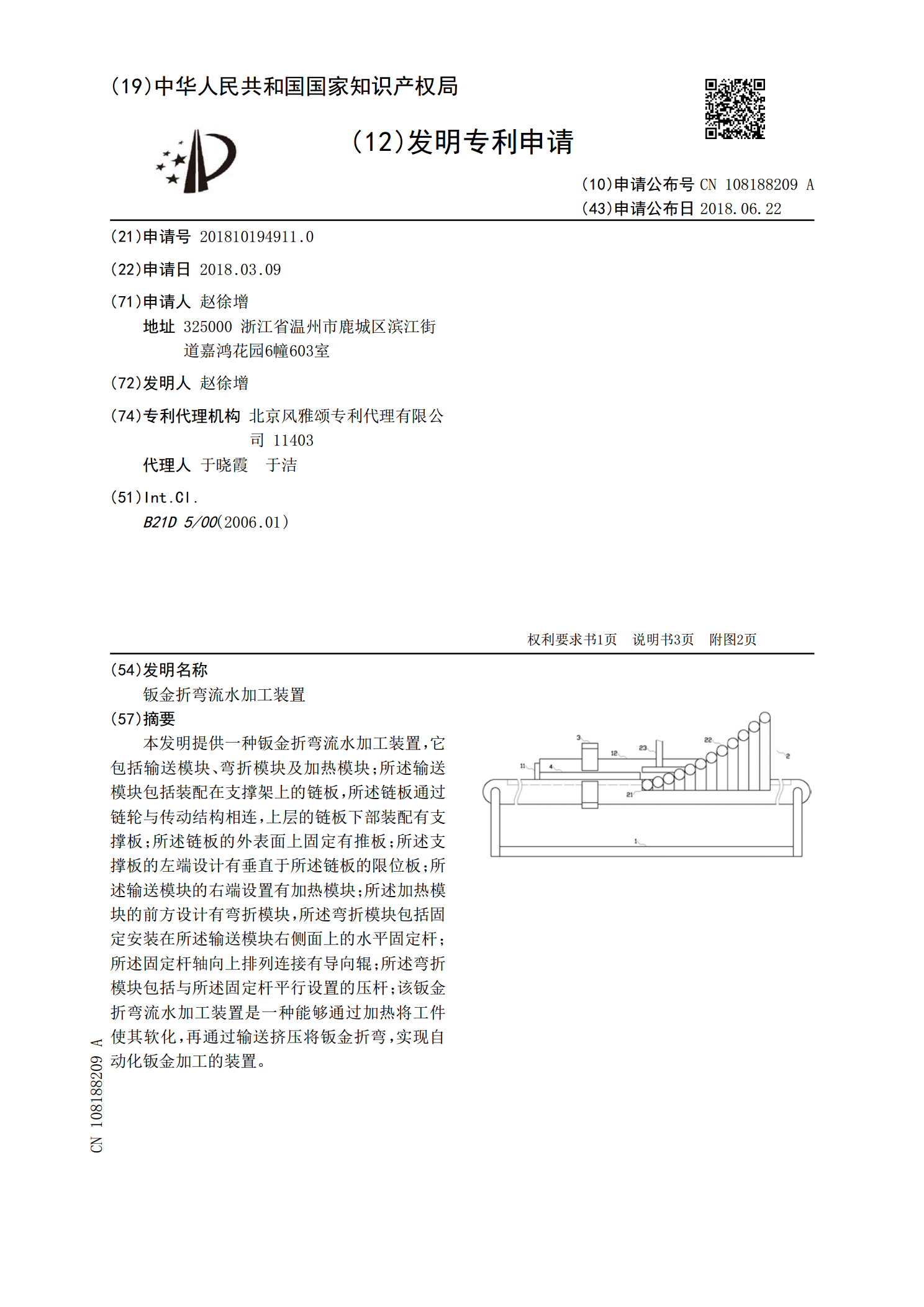
本发明提供一种钣金折弯流水加工装置,它包括输送模块、弯折模块及加热模块;所述输送模块包括装配在支撑架上的链板,所述链板通过链轮与传动结构相连,上层的链板下部装配有支撑板;所述链板的外表面上固定有推板;所述支撑板的左端设计有垂直于所述链板的限位板;所述输送模块的右端设置有加热模块;所述加热模块的前方设计有弯折模块,所述弯折模块包括固定安装在所述输送模块右侧面上的水平固定杆;所述固定杆轴向上排列连接有导向辊;所述弯折模块包括与所述固定杆平行设置的压杆;该钣金折弯流水加工装置是一种能够通过加热将工件使其软化,再

一种钣金焊接件定位工装.pdf
本实用新型公开了一种钣金焊接件定位工装,涉及工装夹具技术领域,包括底座、底板、限位板、定位块以及压紧组件,所述底座上开设有卸料槽。本实用新型通过在底座上设置底板、定位块以及压紧组件,由底板和定位块完成对盒类钣金焊接件尺寸和位置的固定,再通过手动夹紧器控制调节完毕的压头下压,来实现对盒类钣金焊接件竖直方向的定位,且底板和定位块抵靠盒类钣金焊接件的内壁,能够避免因局部焊接高温而造成出现形状和尺寸变化的情况,保证产品质量,适用于盒类钣金焊接件的批量焊接。

一种双钣金零件折弯加工装置.pdf
本发明提供一种双钣金零件折弯加工装置,属于机械加工技术领域。它包括送料机构、折弯机构,送料机构的送料电机和棘轮轴同轴连接,第一送料棘轮和第二送料棘轮都同轴心安装在棘轮轴上,折弯机构的第一凸轮、第二凸轮和第三端面凸轮同轴心安装在凸轮轴上,第一折弯下支承块和第二折弯下支承块安装在折弯下支承座上,第一上压块和第二上压块都安装在折弯上支承块上,第一上压块的下端一侧设置有第一定位针,第二上压块的下端一侧设置有第二定位针,第一折弯块和第二折弯块也安装在折弯上支承块上,第一折弯矫正块和第二折弯矫正块安装在矫正块支承座上