
汽车自动变速器太阳轮制造工艺及其冷锻挤压凹模.pdf

阳炎****找我


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车自动变速器太阳轮制造工艺及其冷锻挤压凹模.pdf
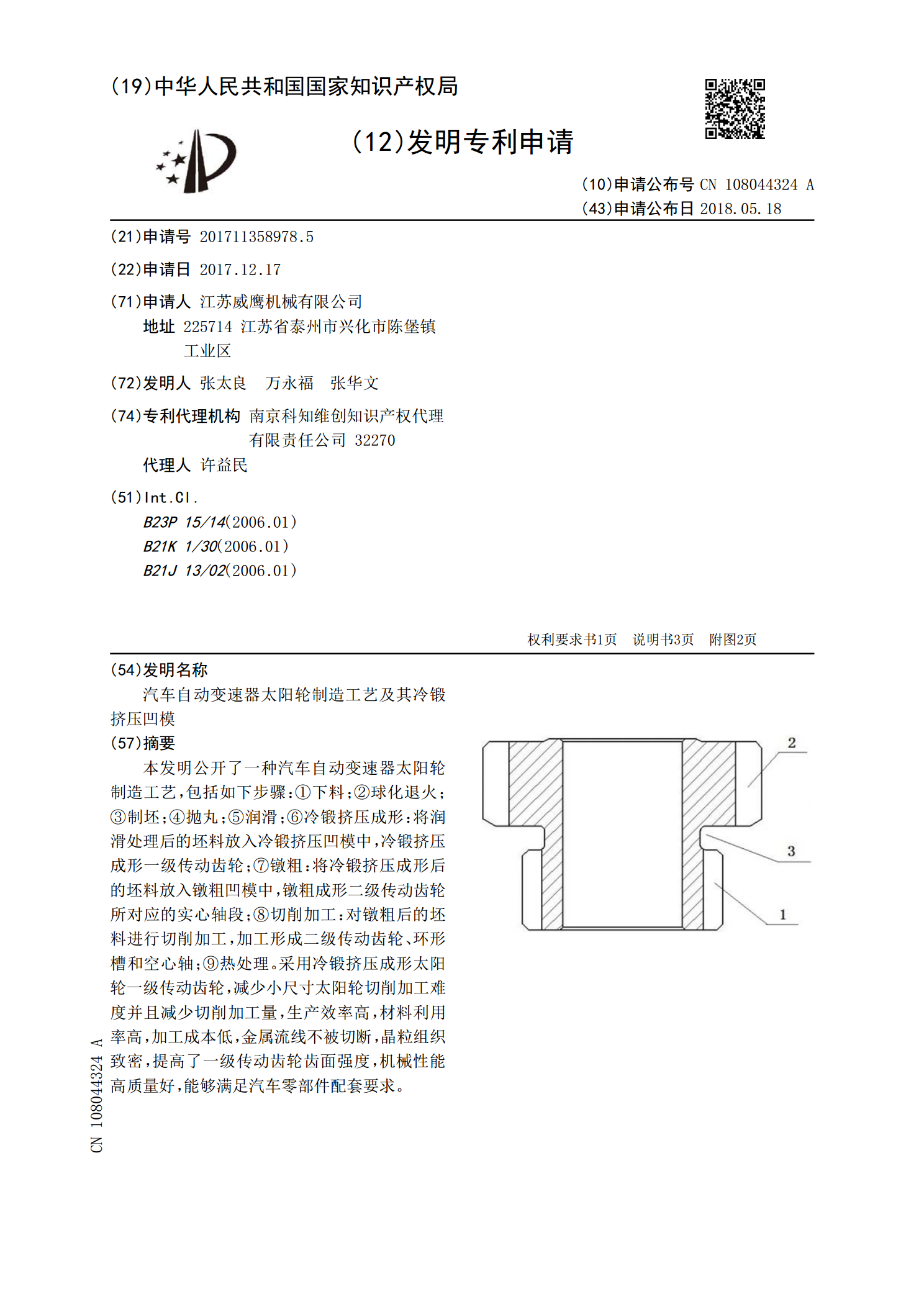
本发明公开了一种汽车自动变速器太阳轮制造工艺,包括如下步骤:①下料;②球化退火;③制坯;④抛丸;⑤润滑;⑥冷锻挤压成形:将润滑处理后的坯料放入冷锻挤压凹模中,冷锻挤压成形一级传动齿轮;⑦镦粗:将冷锻挤压成形后的坯料放入镦粗凹模中,镦粗成形二级传动齿轮所对应的实心轴段;⑧切削加工:对镦粗后的坯料进行切削加工,加工形成二级传动齿轮、环形槽和空心轴;⑨热处理。采用冷锻挤压成形太阳轮一级传动齿轮,减少小尺寸太阳轮切削加工难度并且减少切削加工量,生产效率高,材料利用率高,加工成本低,金属流线不被切断,晶粒组织致密,
一种冷锻挤压凹模.pdf
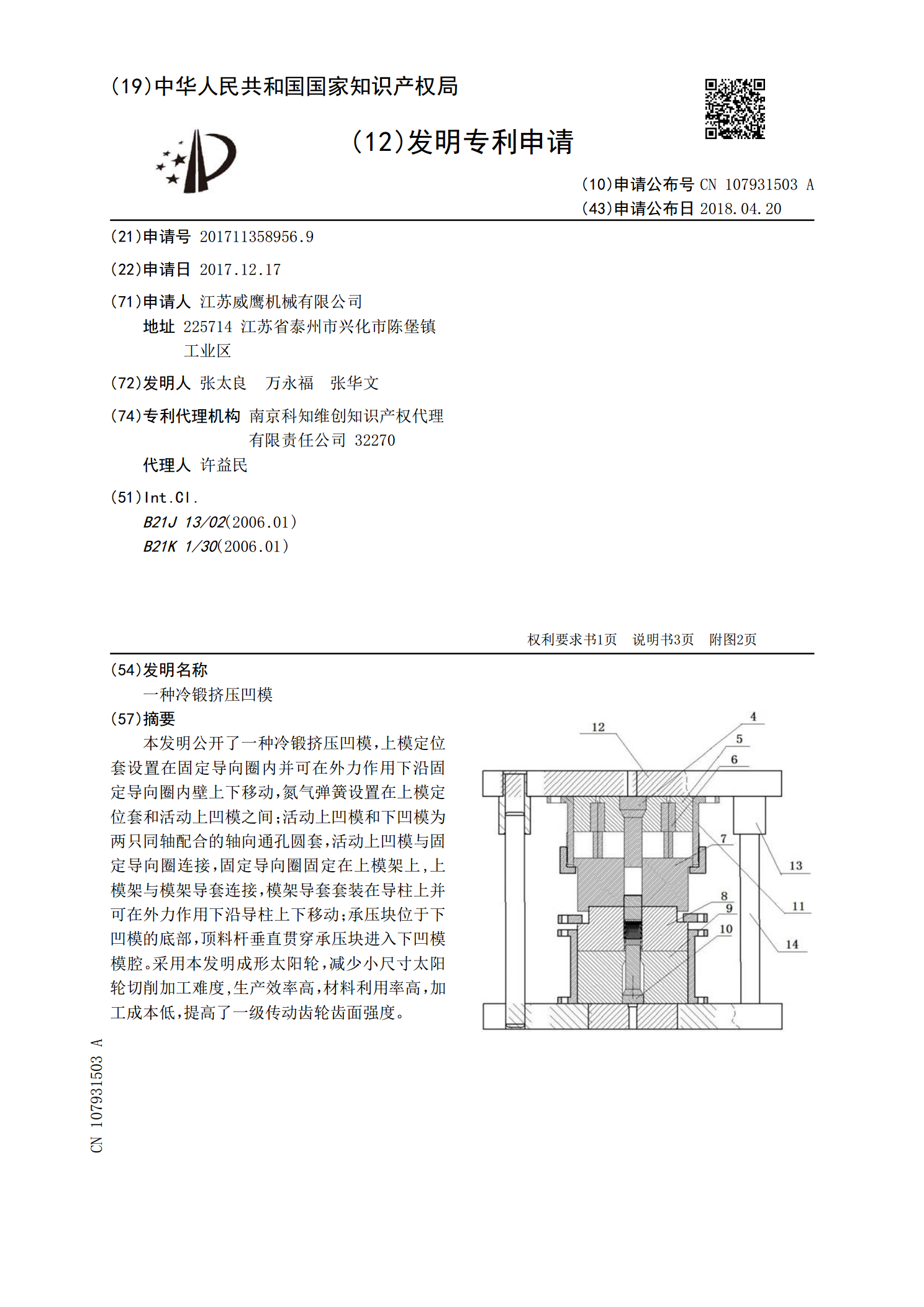
本发明公开了一种冷锻挤压凹模,上模定位套设置在固定导向圈内并可在外力作用下沿固定导向圈内壁上下移动,氮气弹簧设置在上模定位套和活动上凹模之间;活动上凹模和下凹模为两只同轴配合的轴向通孔圆套,活动上凹模与固定导向圈连接,固定导向圈固定在上模架上,上模架与模架导套连接,模架导套套装在导柱上并可在外力作用下沿导柱上下移动;承压块位于下凹模的底部,顶料杆垂直贯穿承压块进入下凹模模腔。采用本发明成形太阳轮,减少小尺寸太阳轮切削加工难度,生产效率高,材料利用率高,加工成本低,提高了一级传动齿轮齿面强度。

汽车自动变速器再制造工艺探析.docx
汽车自动变速器再制造工艺探析汽车自动变速器再制造工艺探析随着汽车行业的发展,汽车自动变速器再制造技术也越来越成熟。再制造是指对回收的旧件进行加工处理后,使其达到甚至超过原有功能的技术过程。汽车自动变速器作为汽车行驶中的核心部件之一,其再制造更是对环境资源具有极大意义。一、再制造的意义目前,汽车废旧部件的处理方式并不完善,大量的废旧部件被堆积在露天场地,造成了极大的环境污染。而再制造的方法,不仅可以最大化利用这些旧件资源,还可以降低废旧部件对环境的污染。再制造还可以为社会创造经济效益,对汽车行业的可持续发展
汽车自动变速器再制造工艺探析.docx
汽车自动变速器再制造工艺探析[摘要]文章对东风雪铁龙、标致等汽车的自动变速器AL4的再制造进行分析包括结构分析、再制造工艺流程分析以及对汽车再制造的自动变速器对汽车变速器再制造的关键技术和工艺流程进行了阐述。[关键词]AL4自动变速器;再制造;工艺流程[DOI]1013939/jcnkizgsc2016230631前言汽车的再制造其实是依靠新技术(先进的制造、表面修复加工技术信息技术数控机创新性再设计等技术)来使即将报废或已经报废的车恢

汽车自动变速器再制造工艺探析.docx
汽车自动变速器再制造工艺探析[摘要]文章对东风雪铁龙、标致等汽车的自动变速器AL4的再制造进行分析包括结构分析、再制造工艺流程分析以及对汽车再制造的自动变速器对汽车变速器再制造的关键技术和工艺流程进行了阐述。[关键词]AL4自动变速器;再制造;工艺流程[DOI]1013939/jcnkizgsc2016230631前言汽车的再制造其实是依靠新技术(先进的制造、表面修复加工技术信息技术数控机创新性再设计等技术)来使即将报废或已经报废的车恢