
一种混流式水轮机分半蜗壳加工工艺.pdf

韶敏****ab

1/8

2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种混流式水轮机分半蜗壳加工工艺.pdf
本发明公开了一种混流式水轮机分半蜗壳加工工艺,将蜗壳分半法兰,加工分半法兰平面留足余量,同钻各连接孔,然后将合缝面法兰连接一体,将各节数蜗壳、进人门及蜗壳进水锥管焊接在座环成一体放置于平台上,找正X‑Y线,找平工件,划分半法兰装焊线,作好标记,焊工艺角钢衬,待插焊分半法兰完成并激振时效后,方可拆去工艺连板及工艺衬,同时焊接防变形撑杆,拆开蜗壳分半法兰,分别上数控镗铣床加工分半法兰平面及密封槽,配割分半法兰内侧斜面与蜗壳连接处余量,打磨光滑与蜗壳内侧接光滑、平整,最后将分半法兰连接一体。采用本发明能够有效控
冷却塔专用蜗壳混流式水轮机组.pdf
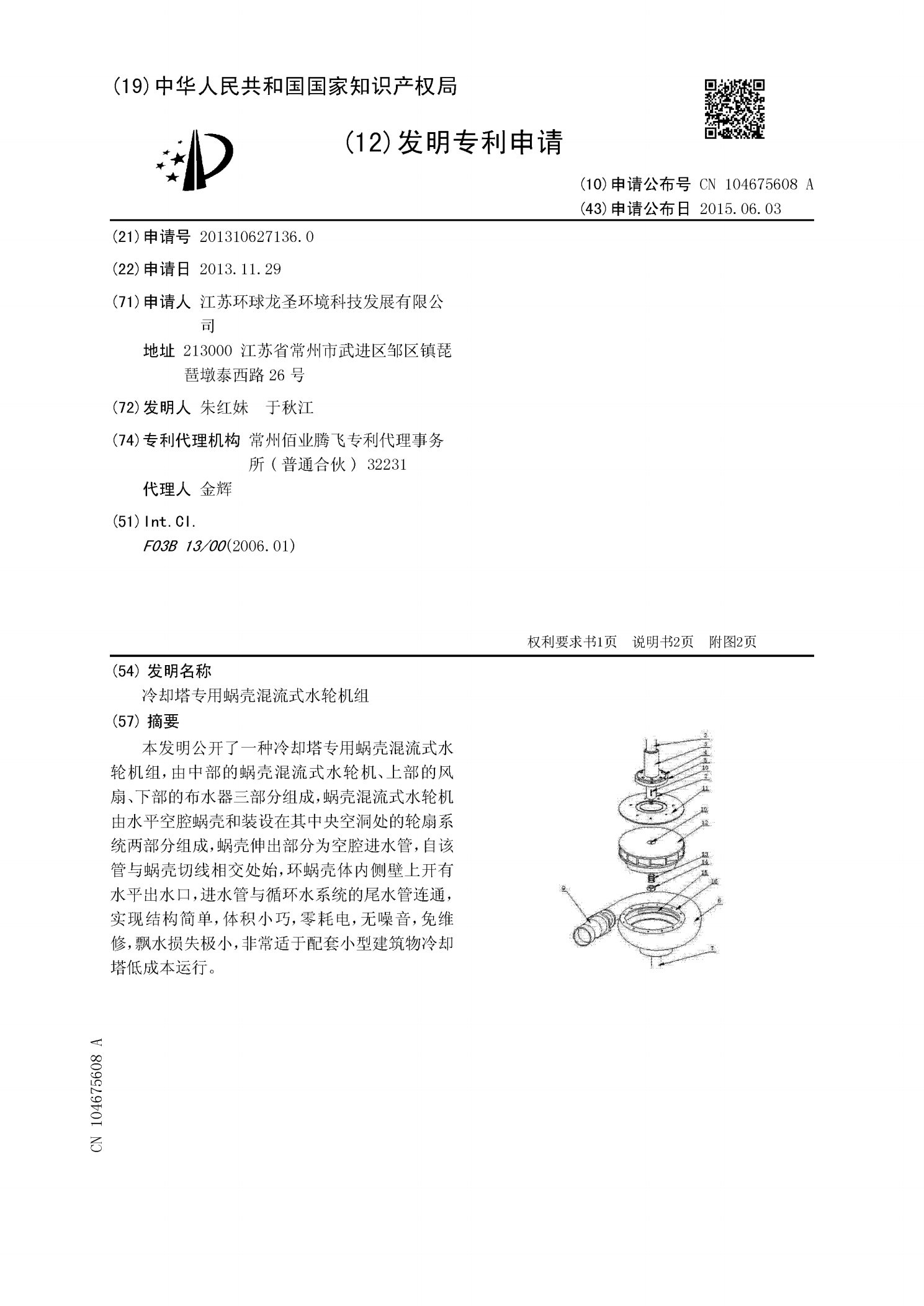
本发明公开了一种冷却塔专用蜗壳混流式水轮机组,由中部的蜗壳混流式水轮机、上部的风扇、下部的布水器三部分组成,蜗壳混流式水轮机由水平空腔蜗壳和装设在其中央空洞处的轮扇系统两部分组成,蜗壳伸出部分为空腔进水管,自该管与蜗壳切线相交处始,环蜗壳体内侧壁上开有水平出水口,进水管与循环水系统的尾水管连通,实现结构简单,体积小巧,零耗电,无噪音,免维修,飘水损失极小,非常适于配套小型建筑物冷却塔低成本运行。
一种带双进口式蜗壳的低比转速混流式水轮机.pdf
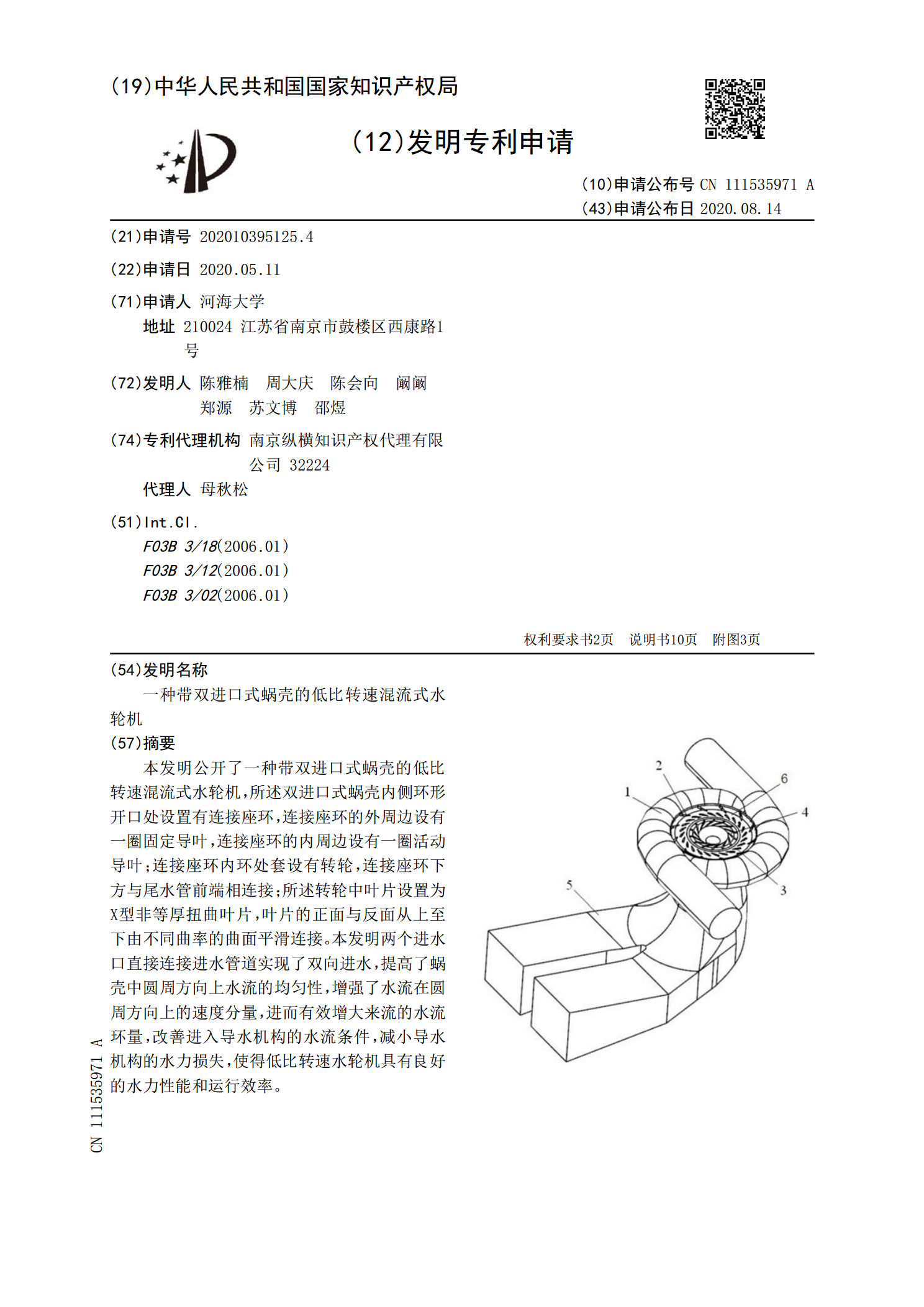
本发明公开了一种带双进口式蜗壳的低比转速混流式水轮机,所述双进口式蜗壳内侧环形开口处设置有连接座环,连接座环的外周边设有一圈固定导叶,连接座环的内周边设有一圈活动导叶;连接座环内环处套设有转轮,连接座环下方与尾水管前端相连接;所述转轮中叶片设置为X型非等厚扭曲叶片,叶片的正面与反面从上至下由不同曲率的曲面平滑连接。本发明两个进水口直接连接进水管道实现了双向进水,提高了蜗壳中圆周方向上水流的均匀性,增强了水流在圆周方向上的速度分量,进而有效增大来流的水流环量,改善进入导水机构的水流条件,减小导水机构的水力损

混流式水轮机组蜗壳渗水原因分析与检修处理.docx
混流式水轮机组蜗壳渗水原因分析与检修处理混流式水轮机组蜗壳渗水是指在水轮机运行过程中,蜗壳出现泄漏或渗水现象。这种问题的发生会降低水轮机的运行效率,甚至对设备造成严重损害。因此,对混流式水轮机组蜗壳渗水的原因进行分析,并采取相应的检修处理措施至关重要。首先,混流式水轮机组蜗壳渗水的原因主要有以下几个方面:1.设计不合理:设计阶段的不足包括蜗壳结构设计、密封结构设计等。如果蜗壳的结构设计不合理,缺乏必要的密封措施,就容易出现渗水现象。2.施工质量问题:施工过程中,如焊接接头、缝隙等处的质量不过关,也可能导致

混流式水轮机桨叶加工工艺的研究.docx
混流式水轮机桨叶加工工艺的研究混流式水轮机桨叶加工工艺的研究摘要:混流式水轮机桨叶是水轮机中较为重要的零件之一,其加工质量、结构设计及材料选择对水轮机的性能和经济性有重要影响。本文对混流式水轮机桨叶加工工艺进行了研究,并提出了一些优化措施,以期提高桨叶的加工精度和质量,提高水轮机的效率和运行寿命。关键词:混流式水轮机,桨叶,加工工艺,结构设计,材料选择一、引言混流式水轮机是一种重要的水力发电设备,其具有兼顾水轮式和透平式优点的特点,因而受到众多国家的关注和广泛应用。桨叶是混流式水轮机的重要零部件之一,其加